-39
8
7
Изобретение относится к строительной индустрии, а именно к установкам для изготовления объемных строительных элементов, и может быть использовано, например, для формования санитарно-технических кабин.
Целью изобретения является снижение энергоемкости за счет распределения усилий при выпрессовке и распалубке.
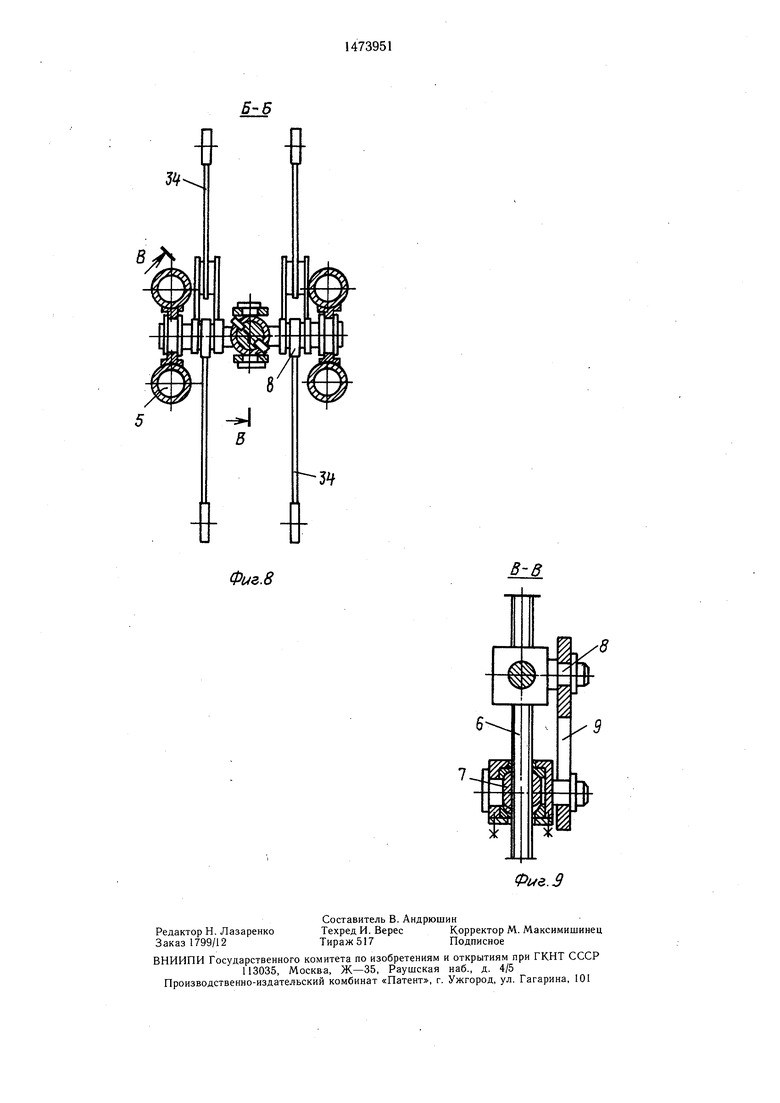
На фиг. 1 показана установка, общий вид; продольный разрез; на фиг. 2 - то же, общий вид, план; на фиг. 3 - поперечные борты, разрез; на фиг. 4 - механизм выпрессовки и распалубки, исходное положение; на фиг. 5 - то же, в положении отрыва изделия от сердечника; на фиг. 6 - то же, в положении распалубки; на фиг. 7 - разрез А-А на фиг. 2; на фиг. 8 - разрез Б-Б на фиг. 7; на фиг. 9 - разрез В-В на фиг. 8.
Установка для формования объемных
10
15
вод 14. При этом начинает вращаться синхронизирующий вал 13, а через цепные передачи 12 редуктора 11 и зубчатые передачи 10 начинают вращаться исполнительные винты 6, сообщая поступательное движение гайки 7 и через соединительное звено 9 ползунам 8.
В начале движения гайки 7, двигаясь по пазу соединительного звена 9, приводят в движение шарнирно-рычажную систему 19, которая перемещает подъемно-опускную раму 15. Дальнейшим движением гаек 7 по направляющим 5 уже вместе с ползунами 8 приводятся в движение рычажные системы 20, которые закрывают продольные борта 31.
Одновременно двигаются копиры 37, контактирующие с роликами 36, и закрывают поперечные борта 16.
Затем производят заполнение формовочных полостей бетонной смесью, расположенэлементов состоит из опорной рамы 1 с уста-20 ных междУ сердечниками 3, продольными 31
новленными на ней через виброопоры -2и поперечными 16 бортами. При этом песердечниками 3, снабженными вибраторамириодически включают вибраторы 4 и 17.
4, и наружных бортов, состоящих из про-Путем подачи горячего пара в паровые
дольных и поперечных. По краям опорнойотсеки сердечников 3, продольных 31 и порамы 1 жестко закреплены направляющие 5,перечных бортов 16 производят термообвнутри которых расположены исполнитель-25 работку изделий.
ные винты 6 с гайками 7. Выше гаек 7 на винтах 6 расположены ползуны 8, соединенные с гайками 7 соединительным звеном 9 с пазом. Винты 6 соединены посредством зубчатых передач 10 редукторов 11 и цепных передач 12 с синхронизирующим валом 13, имеющим привод 14 подъемно- опускной рамы 15, имеющей поперечные борта 16, снабженные вибраторами 17 и закрепленные при помощи шарниров 18.
Механизм выпрессовки и распалубки содержит шарнирно-рычажные системы, ниж нюю 19 и верхнюю 20, расположенные за пределами зоны бетонирования. Шарнирно- рычажная система 19 состоит из разнопле- чих рычагов 21, с одной стороны соединенных рычагами 22 с опорной рамой 1 шарнирами 23, с другой стороны шарнирами 24 с тягами 25, соединенными шарнирами 26 гайками 7. Шарнирно-рычажная система 20 имеет по два разноплечих рычага 27, с одной стороны соединенных при помощи шарниров 28 и 29, тяг 30 с продольными бортами 31 в направляющих 32, а с другой стороны при помощи шарниров 33, тяг 34 и шарниров 35 с ползунами 8.
-На опорной раме 1 закреплены ролики 36, контактирующие с копирами 37 поперечных бортов 16, а на подъемно- опускной раме 15 установлены поддоны 38, на которых формуются изделия. Ползуны 8 и гайки 7 снабжены роликами 39, контактирующими с направляющими 5.
Установка для формования объемных элементов работает следующим образом.
На поддоны 38 устанавливают объемные арматурные каркасы, включают при30
Затем производят распалубку и выпрес- совку изделий. Включают привод 14. При этом вращается синхронизирующий вал 13, а при помощи цепных передач 12, редукторов 11 и зубчатых передач 10 вращаются исполнительные винты 6 и при помощи гаек 7 приводятся в движение рычажные системы 20.
В начале движения гаек 7 осуществляется подъем подъемно-опускной рамы 15 на некоторый размер AI (фиг. 5). При этом
35 гайки 7 движутся по пазу соединительного звена 9, а рычажные сисуемы 20 поднимают подъемно-опускную раму, отрывая изделие поддонами 38 от сердечников 3. Дальнейшим движением гайка 7 через
40 соединительное звено 9 взаимодействует с шарнирно-рычажной системой 20, поднимая изделие на размер А2 (фиг. 3) и раскрывая продольные борта 31 по направляющим 32. Одновременно с этим двигаются копиры 37 поперечных бортов 16, контак45 тируют с роликами 36 и в конечной стадии движения открывают поперечные борта 16. Отформованные изделия снимают.
Формула изобретения
50 Установка для формования объемных элементов, содержащая опорную и подъемно- опускную рамы, сердечник, наружные борта, механизм выпрессовки и распалубки, выполненный в виде шарнирно-рычажных систем
55 с приводом, отличающаяся тем, что, с целью снижения энергоемкости за счет распределения усилий при выпрессовке и распалубке, она снабжена направляющими стойками, расположенными по обе стороны наруж
вод 14. При этом начинает вращаться синхронизирующий вал 13, а через цепные передачи 12 редуктора 11 и зубчатые передачи 10 начинают вращаться исполнительные винты 6, сообщая поступательное движение гайки 7 и через соединительное звено 9 ползунам 8.
В начале движения гайки 7, двигаясь по пазу соединительного звена 9, приводят в движение шарнирно-рычажную систему 19, которая перемещает подъемно-опускную раму 15. Дальнейшим движением гаек 7 по направляющим 5 уже вместе с ползунами 8 приводятся в движение рычажные системы 20, которые закрывают продольные борта 31.
Одновременно двигаются копиры 37, контактирующие с роликами 36, и закрывают поперечные борта 16.
Затем производят заполнение формовочных полостей бетонной смесью, расположен0 ных междУ сердечниками 3, продольными 31
работку изделий.
Затем производят распалубку и выпрес- совку изделий. Включают привод 14. При этом вращается синхронизирующий вал 13, а при помощи цепных передач 12, редукторов 11 и зубчатых передач 10 вращаются исполнительные винты 6 и при помощи гаек 7 приводятся в движение рычажные системы 20.
В начале движения гаек 7 осуществляется подъем подъемно-опускной рамы 15 на некоторый размер AI (фиг. 5). При этом
гайки 7 движутся по пазу соединительного звена 9, а рычажные сисуемы 20 поднимают подъемно-опускную раму, отрывая изделие поддонами 38 от сердечников 3. Дальнейшим движением гайка 7 через
соединительное звено 9 взаимодействует с шарнирно-рычажной системой 20, поднимая изделие на размер А2 (фиг. 3) и раскрывая продольные борта 31 по направляющим 32. Одновременно с этим двигаются копиры 37 поперечных бортов 16, контактируют с роликами 36 и в конечной стадии движения открывают поперечные борта 16. Отформованные изделия снимают.
Формула изобретения
Установка для формования объемных элементов, содержащая опорную и подъемно- опускную рамы, сердечник, наружные борта, механизм выпрессовки и распалубки, выполненный в виде шарнирно-рычажных систем
с приводом, отличающаяся тем, что, с целью снижения энергоемкости за счет распределения усилий при выпрессовке и распалубке, она снабжена направляющими стойками, расположенными по обе стороны наружных бортов, механизм выпрессовки и распалубки выполнен в виде синхронизирующего вала, исполнительных винтов с гайками, ползунов с отверстиями, соединительного звена с пазом, нижних и верхних шарнирно-рычажных систем, причем синхронизирующий вал соединен с приводом и исполнительными винтами, каждая нижняя шарнирно-рычажная система одним концом соединена с соответствующей гайкой, другим - с опорной рамой, средней частью - с подъемно-опускной рамой, верхняя шарнирно-рычажная система одним концом соединена с ползуном, другим - с наружными бортами, средней частью - с подъемно-опускной рамой, при этом в отверстиях ползунов расположены винты, установленные внутри соответствующих направляющих стоек, а каждая гайка связана с ползуном соединительным звеном с пазом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных элементов | 1989 |
|
SU1749041A1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ПУСТОТНЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1996 |
|
RU2165845C2 |
| Установка для формования объемных строительных изделий | 1981 |
|
SU1016175A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992194A1 |
| Установка для изготовления объемных элементов | 1983 |
|
SU1230848A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Установка для формования объемных элементов | 1976 |
|
SU636088A1 |
| Установка для изготовления объемных элементов | 1974 |
|
SU490670A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ИЗ СТОПЫ | 1990 |
|
RU2006436C1 |


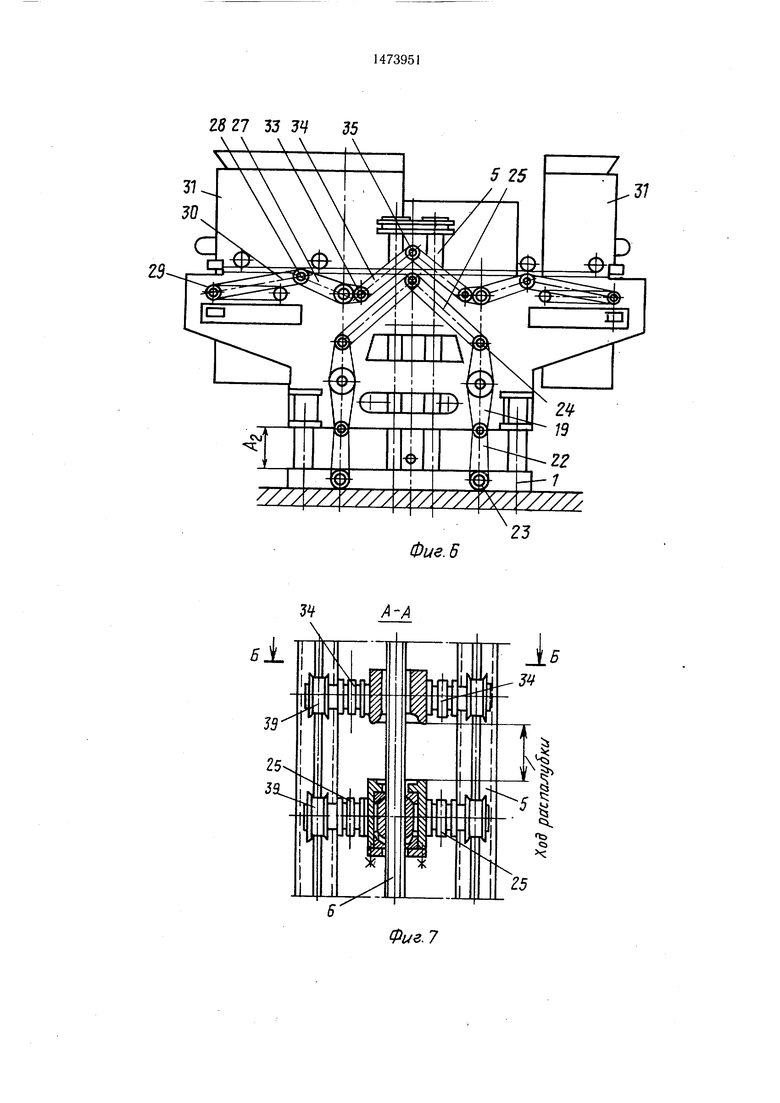
Изобретение относится к оборудованию для изготовления объемных строительных элементов и позволяет выпрессовку и распалубку изделий выполнить в три стадии, а именно: выпрессовка изделия, раскрытие продольных бортов и раскрытие поперечных бортов. Целью изобретения является снижение энергоемкости за счет распределения усилий при выпрессовке и распалубке. Установка для формования объемных элементов состоит из опорной рамы 1 с установленными на ней через виброопоры 2 сердечниками 3 с вибраторами. По краям опорной рамы 1 жестко закреплены направляющие 5, контактирующие через ролики 39 с ползунами 8 и гайками 7, расположенными на исполнительных винтах 6, соединенных посредством зубчатых передач 10, редукторов 11 и цепных передач 12 с синхронизирующим валом 13, имеющим привод 14 подъемно-опускной рамы 15 с поперечными бортами 16, снабженными вибраторами и закрепленными при помощи шарниров 18. Механизм выпрессовки и распалубки содержит верхние и нижние шарнирно-рычажные системы, расположенные вне зоны бетонирования. В начале движения гайки 7 приводят в движение нижнюю шарнирно-рычажную систему, которая, поднимая подъемно-опускную раму 15, отрывает изделие от сердечника 3. Далее гайка 7 взаимодействует с верхней шарнирно- рычажной системой,осуществляется распалубка продольных бортов. Одновременно с этим двигаются камеры 37 поперечных бортов 16, контактируют с роликами 36 и в конечной стадии движения открывают поперечные борта. 9 ил.
У/////////////////////////)
Фмг.З
Фиг 2
16
1В
///////Л/}7///////M ////7///
22
Фиг.Ь
Фке.5
1827 33 34 35
Л
/////77777/
37
zzzz/zzszzzzzz
Фие.5
23
Фиг. 7
Ы
Фиг.8
Составитель В. Андрюшин
Техред И. ВересКорректор М. Максимишинец
Тираж 517Подписное
BlA
Фма.З
| Установка для формования объемных элементов | 1975 |
|
SU545471A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
