Изобретение относится к металлургии, в частности к непрерьшной разливке металла, и может flbiTb использовано, например, при производстве медной или алюминиевой катанки.
Известна установка для непре1я шной разливки металла, содержащая кристаллизатор, выполненный в виде установленного с возможностью вращения колеса с канавкой по периферкйной поверхности, закрытой металлической лентой, частично охватывающей колесо, устройство для подачи расплавленного металла в кристаллизатор, устройство для охлаждения расплавленного металла и тянущие и правильные ролики. При этом лента охватьшает боковые и нижнюю части колеса по дуге по крайней мере 270° 1. .
Недостаток известной установки состоит в том,: что в процессе правки формируемый слиток подвергается значительной деформации, в результате чего в нем образуются трещины. Кроме того, производительность установки сравнительно низка из-за усадки слитка и образования воздушного зазора со стенками кристаллизатора, что значительно снижает зффекткзность теплоотвода от жидкого металла и, следовательно, скорость раз пивки..
Цель изобретения - улучшение качества слитка и повьшение производительноети.
Цель достигается тем, что в установке для непрерывной разливки, содержащей кристаллизатор, выполненный в виде установленного с возможностью вращения колеса с канавкой на периферийной поверхности закрытой.металлической лентой, охватьюающей колесо по дуге по крайней мере 270°, устройство для подачи расплавленного металла в кристаллизатор,, устройство для охлаждения расплавленного металл и тянущие ролики, колесо охвачено лентой до наивысшей точки в его поперечном сечении, а оси тянущих роликов расположены параллельно горизонтальной плоскости, касательной к это точке.
На фиг.1 схематически представлена предлагаемая установка непреръшного литья металла, поперечный разрез; на фиг.2 - разрез А-А на фиг.1; на
фиг.З - разрез Б-Б на фиг.1, на фиг.разрез В-В на фиг.1.
Установка для непрерьпвной разливки содержит кристаллизатор, выполненный, в виде колеса 1, установленного возможностью вращения относительно горизонтальной оси и снабженного канавкой 2 на периферийной поверхности закрытой металлической лентой 3. Колесо охвачено лентой по дуге по крайней мере 270°. Натяжение металлической ленты 3 осуществляется с помощью шкивов 4-8.. Далее установка содержит ковш 9, разливочный стакан 10 которого расположен по касательной к донно стенке канавки 2 и, как правило. Погружен под уровень расплава, что снижает турбулентность потоков в кристаллизаторе. Металлическая лента 3 установлена с возможностьюперемещения с колесом 1 в направлении стрелки 1 1 и достигает наивысшей точки 12 колеса в его поперечном сечении, где расположен шкив 7, при этом ось вращения шкива 7 -находится в одной вертикальной плоскости с осью колеса 1. Возврат металлической ленты 3 к шкиву 8 осуществляется с помощью шкивов 4,5 и 6.
Таким образом, шкив 7 расположен в месте выхода формируемого слитка 13 из кристаллизатора. Слиток извлекается в горизонтальном направлении Тянущиьш роликами 14, оси вращения которых расположены параллельно горизонтальной плоскости, касательной к точке 12.
Устройство работает следукщим образом.
Расплавленный металл из ковша 9 через разливочный стакан 10 поступает в кристаллизатор. При этом расплав, соприкасаясь со стенками канавки 2, начинает кристаллизоваться, как показано на фиг.2, с образованием корочки 15. Этот процесс осуществляется на длине дуги кристаллизатоpaj охватываемой зоной I (4иг. 1). Так как .корочка 15 кристаллизукщегося металла контактирует с относительно холодными псйаерхностями канавки 2 и ленты 3, а толщина корочки 15 незначительна, то .теплопередача в зоне I наибольшая.
В зоне 11 теплопередача от расплавленного металла к стенкам кристаллизатора остается сравнительно высокой, так как сохраняется контакт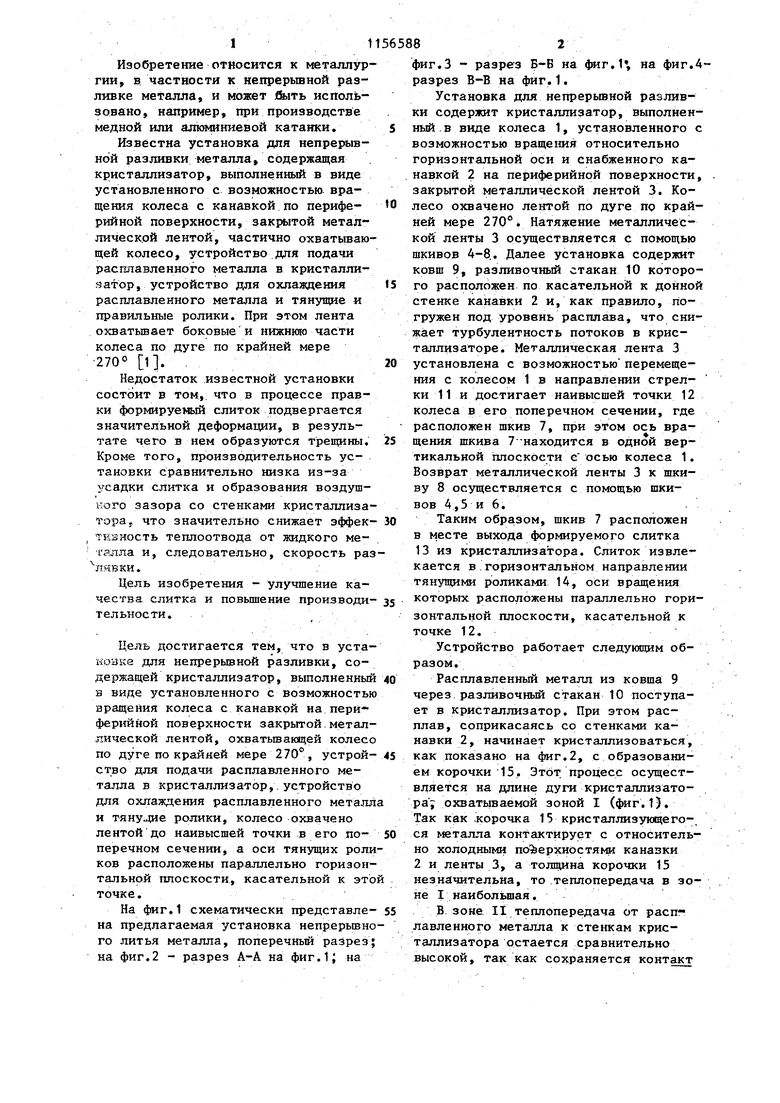

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья металлических слитков трапецеидального сечения | 1978 |
|
SU1329608A3 |
| Машина непрерывного литья ленточнороторного типа | 1976 |
|
SU703005A3 |
| Способ непрерывной разливки металла | 1978 |
|
SU703004A3 |
| Роторный кристаллизатор для непрерывной разливки металла | 1979 |
|
SU854566A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2136439C1 |
| Способ непрерывного получения прутка из алюминиевого сплава | 1977 |
|
SU708990A3 |
| Шахтная печь для плавки меди | 1981 |
|
SU1145937A3 |
| Кольцевая установка для совмещенной разливки и прокатки металлов | 1970 |
|
SU330700A1 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
УСТАНОВКА ДЛЯ НЕПРЕРЫВН РАЗЛИВКИ МЕТАЛЛА, содержащая кри таллизатор, выполненный в виде у 6 I фае. i новленного с возможностью вращения колеса с канавкой на периферийной поверхности, закрытой металлической лентой, охватывакяцей колесо по дуге по крайней, мере 270°, устройство для подачи расплавленного металла в кристаллизатор, устройство для охлаждения расплавленного металла и тянущие ролики, отличающаяс я тем, что, с целью улучшения качества слитка и повышения производительности, колесо охвачено лентой до наивысшей точки в его поперечном сечении, а оси тянущих роликов рас- положены параллельно горизонтальной плоскости, касательной к этой точке.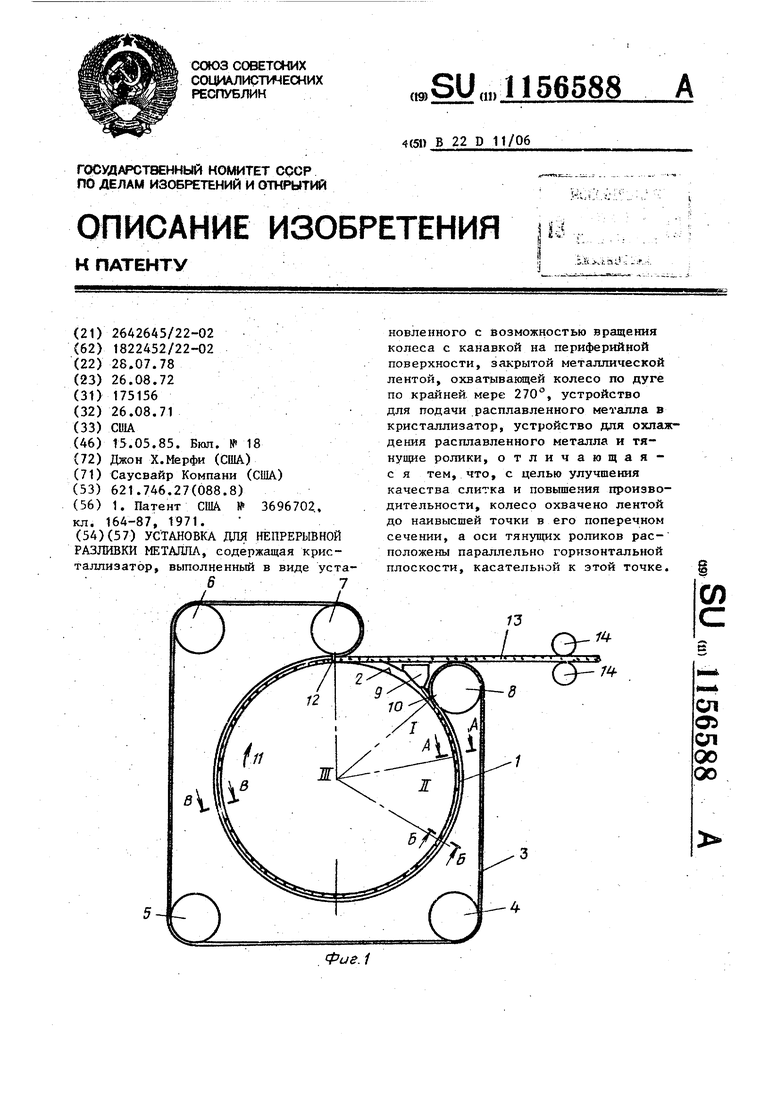
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3696702,, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
