Изобретение относится к металлургии, конкретнее к непрерывной разливке стали на машинах с кристаллизатором роторного тина,
Цель изобретения - улучшение макроструктуры слитка.
На чертеже представлено устройство для литья, общин вид.,
Устройство для литья содержит кристаллизатор 1 роторного типа, бесконечную упругую ленту 2, опорные ролики 3-5, разливной ковш 6, устройство для охлаждения, выполненное в ви20
де коллекторов 7-11 с патрубками для g кристалла составляет 3,0 мм, а сред- подачи струй смазочно-охлаждающей жидкости, кроме того, содержит правильное средство, размещенное за опорным роликом 5 и коллектором 1 и состоящее из опорных роликов 12. Отливаемый пруток обозначен позицией 13,
Способ осуществляют следующим образом.
Расплавленную сталь подают из разливочного ковша 6 в периферийную канавку кристаллизатора 1 трапецеидальной формы с углами наклона сторон 7-14 и отношением ширины к глуби25
няя ширина - О,,64 мм,
Использование изобретения позволит получить слитки с улучшенной макроструктурой :за счет равномерного теплоотвода от затвердевающего стального прутка с интенсивностью охлаждения, соответстиующего скорости литья.
Формула изобретения
Способ непрерывного литья металлических слитков трапецеидального сечения преимущественно из стали с содержанием углерода 0,18-0,66 мас,%.
не, ряяным 1,0:1,5. Поток стали и уг- зп киючающий подачу металла в кристал- ловую скорость кристаллизатора регулируют, сохраняя уровень расплава стали в ванне на входе в кристаллизатор постоянным, Управляют потоками охлаждающей жидкости, регулируя чн- у тенсивность охлаждения расплава в процессе его перемещения по дуге кристаллизатора I и обеспечивают равномерное затвердевание отливаемого прутка 13 от поверхности по направ- 40 лению к иентру KI i-.. таллизатора. Посредством измонснин коли ества охпаж- дающей ЖИДКО1Г1-И, 1 одаваемой из коллектора 1 1 , изменяют и регулируют темлипатор роторного типа, формирование слитка, его вытягивание и охлаждение, непосредственное и косвенное с помощью охлаждающей жидкости, отличающийся тем, что, с целью улучшения макроструктуры слитка, 1:оследний вытягивают из кристаллизатора со скоростью 6-25 м/мин при 1100-1200°С, при зтом слиток имеет средний размер равноосного зерна меньше 0,8 мм в продольном сечении и среднюю длину столбчатого кристалла меньше 3,5 мм в поперечном сечении.
Редактор Н.Лазаренко
CocTaBHTL-jib Л,Дым1циц
Техред М. Ходанич Корректор М.Шарощи
Заказ 3498/38Тираж 740 Подписное
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская }ia6., д. 4/5
Пронзродп В(.ч1Но-1И}лиграфическое предприятие, г. Ужг ород, ул. Проектная, 4
пературу прутка 13 перед изгибом и за счет этого снижают внутренние напряжения .
Пример. В роторный кристаллизатор 1 подают жидкую сталь с содержанием углерода 0,18-0,66 мас.%, вытягивают пруток трапецеидального поперечного сечения со скоростью 6,09 м/мин. На выходе из кристаллизатора пруток имеет температуру 1100°С, среднюю длину С1хлажденного слоя 1,0 мм, размер равноосного зерна 0,35 мм. Средняя длина столбчатого
кристалла составляет 3,0 мм, а сред-
няя ширина - О,,64 мм,
Использование изобретения позволит получить слитки с улучшенной макроструктурой :за счет равномерного теплоотвода от затвердевающего стального прутка с интенсивностью охлаждения, соответстиующего скорости литья.
Формула изобретения
Способ непрерывного литья металлических слитков трапецеидального сечения преимущественно из стали с содержанием углерода 0,18-0,66 мас,%.
киючающий подачу металла в кристал-
липатор роторного типа, формирование слитка, его вытягивание и охлаждение непосредственное и косвенное с помощью охлаждающей жидкости, отличающийся тем, что, с целью улучшения макроструктуры слитка, 1:оследний вытягивают из кристаллизатора со скоростью 6-25 м/мин при 1100-1200°С, при зтом слиток имеет средний размер равноосного зерна меньше 0,8 мм в продольном сечении и среднюю длину столбчатого кристалла меньше 3,5 мм в поперечном сечении.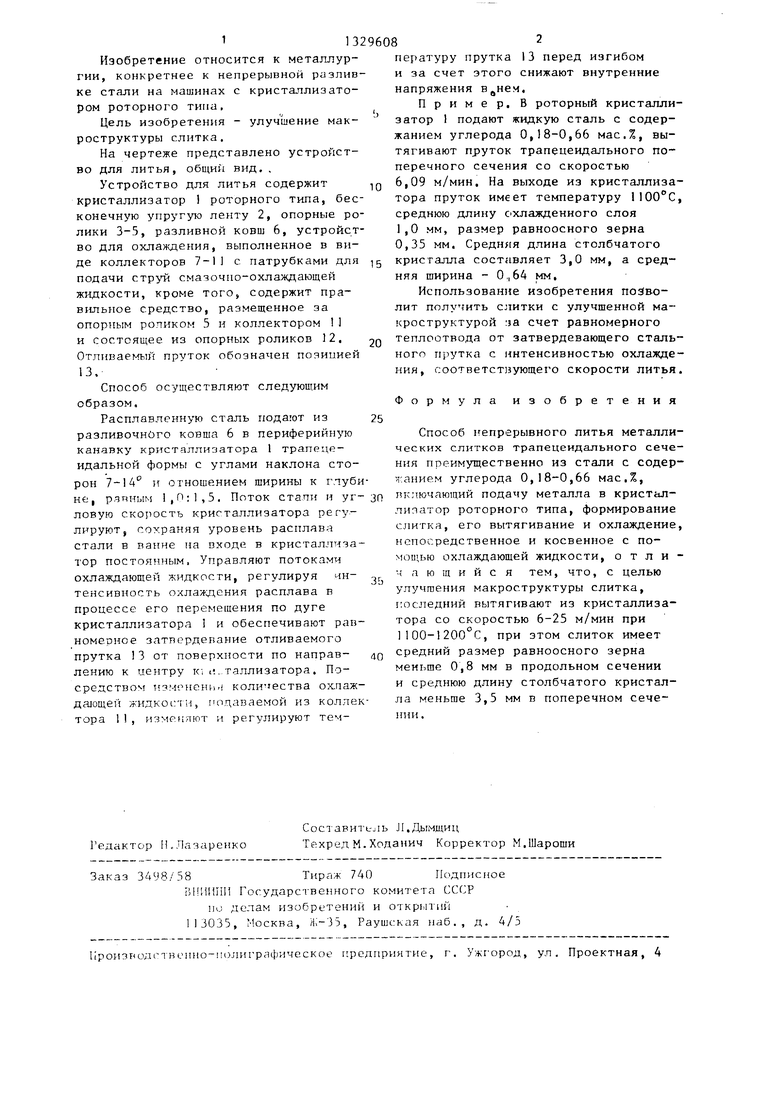
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| Способ прокатки медной катанки из непрерывнолитой заготовки | 1980 |
|
SU1279517A3 |
| Машина непрерывного литья ленточнороторного типа | 1976 |
|
SU703005A3 |
| Установка для непрерывной разливки металла | 1978 |
|
SU1156588A3 |
| Способ непрерывного получения прутка из алюминиевого сплава | 1977 |
|
SU708990A3 |
| Способ непрерывной разливки металла | 1978 |
|
SU703004A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758735C1 |
Изобретение относится к области металлургии, конкретнее к непрерывной разливке стали в кристаллизаторах роторного типа. Цель - улучшение макроструктуры слитка. Сталь разливают с помощью устройства, содержащего кристаллизатор 1 роторного типа с периферийней канавкой трапецеидального поперечного сечения, бесконечную ленту 2, опорные ролики 3-5 и 12 и коллекторы 7-1 с патрубками для подачи охладителя. Скорость литья регулируют в соответствии с угловой скоростью кристаллизатора 1 и с количеством охлаткдающей жидкости, подаваемой из коллекторов. Перед изгибом регулируют в пределах 1 100-1 200 температуру прутка, вытягиваемого из кристаллизатора со скоростью 6-25 м/мин. 1 ил. Q S СО
