1
Изобретение относится к металлургии, конкретнее, к машинам непрерывной разливки металлов и сплавов.
Известна машина непрерывного литья ленточно-роторного типа, содержащая литейное колесо с желобом, бесконечную гибкую металлическую ленту, устройство для подачи жидкого металла, охлаждающее устройство и устройство для вытягивания слитка 1.
К недостаткам ; известной, мащгин относятся невысокие скорости литья и теплопередачи от расплавленного металла, что обусловлено толщиной ленты и ее низким коэффициентом теплопередачи.
С целью устранения указанных недостатков предложенная машина снабжена устройством для подачи теплозащитного материала на внутреннюю поверхность ленты, установленным над верхним опорным шкивом, причем устройство для подачи теплозащитного материала выполнено в виде ролика или в виде резервуара с соплами. Металлическая лента состоит из V-образных сегментов с отверстиями, соединенных с помощью
стержней, или из плоскозвенных цепных сегментов и пластин с отверстиями.
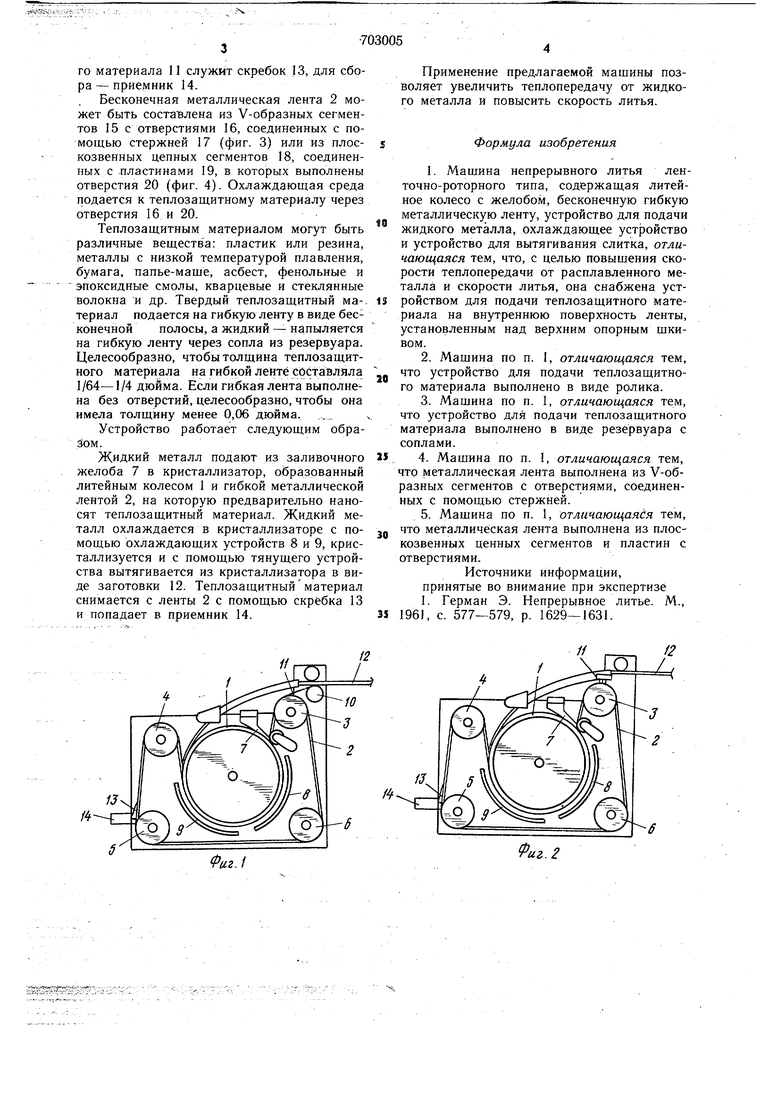
На фиг. 1 показана предложенная машина с устройством для подачи теплозащитного материала в виде ролика, общий вид; на фиг. 2 - то же с устройством для подачи теплозащитного материала в виде резервуара с соплами; на фиг. 3, 4 - гибкая лента, составленная из V-образных сегментов, а также из плоскозвенных цепных сегментов и пластин соответственно.
Машина непрерывного литья ленточнороторного типа содержит литейное колесо 1, бесконечную гибкую металлическую ленту 2, охватывающую опорные щкивы , заливочный желоб 7, йхлаждающие устройства 8 и 9 и устройство 10 для подачи теплозащитного материала 11.
Литейное колесо 1 и бесконечная лента 2 образуют кристаллизатор, в который из заливочного желоба 7 заливают жидкий металл и из которого выходит заготовка 12. Устройство 10 для подачи теплозащитного материала 11 может быть выполнено в виде ролика, (фиг. 1) или в виде резервуара ссоплами (фиг. 2). Для удаления теплозащитного материала 11 служит скребок 13, для сбора - приемник 14.
Бесконечная металлическая лента 2 может быть составлена из V-образных сегментов 15 с отверстиями 16, соединенных с помощью стержней 17 (фиг. 3) или из плоскозвенных цепных сегментов 18, соединенных с .пластинами 19, в которых выполнены отверстия 20 (фиг. 4). Охлаждающая среда подается к теплозащитному материалу через отверстия 16 и 20.
Теплозащитным материалом могут быть различные вещества: пластик или резина, металлы с низкой температурой плавления, бумага, папье-маще, асбест, фенольные и эпоксидные смолы, кварцевые и стеклянные волокна и др. Твердый теплозащитный ма-, териал подается на гибкую ленту в виде бесконечной полосы, а жидкий - напыляется на гибкую ленту через сопла из резервуара. Целесообразно, чтобы толщина теплозащитного материала на гибкой ленте составляла 1/64-1/4 дюйма. Если гибкая лента выполнена без отверстий, целесообразно, чтобы она имела толщину менее 0,06 дюйма.
Устройство работает следующим образом.
Жидкий металл подают из заливочного желоба 7 в кристаллизатор, образованный литейным колесом 1 и гибкой металлической лентой 2, на которую предварительно наносят теплозащитный материал. Жидкий металл охлаждается в кристаллизаторе с помощью охлаждающих устройств 8 и 9, кристаллизуется и с помощью тянущего устройства вытягивается из кристаллизатора в виде заготовки 12. Теплозащитный материал снимается с ленты 2 с помощью скребка 13 и попадает в приемник 14. IU1
Применение предлагаемой мащины позволяет увеличить теплопередачу от жидкого металла и повысить скорость литья.
Формула изобретения
1. Мащина непрерывного литья ленточно-роторного типа, содержащая литейное колесо с желобом, бесконечную гибкую металлическую ленту, устройство для подачи жидкого металла, охлаждающее устройство и устройство для вытягивания слитка, отличающаяся тем, что, с целью повыщения скорости теплопередачи от расплавленного металла и скорости литья, она снабжена устройством для подачи теплозащитного материала на внутреннюю поверхность ленты, установленным над верхним опорным щкивом.
2.Мащина по п. 1, отличающаяся тем, что устройство для подачи теплозащитного материала выполнено в виде ролика.
3.Мащина по п. 1, отличающаяся тем, что устройство для подачи теплозащитного материала выполнено в виде резервуара с соплами.
4.Мащина но п. 1, отличающаяся тем, что металлическая лента выполнена из V-образных сегментов с отверстиями, соединенных с помощью стержней.
5.Мащина по п. 1, отличающаяся тем, что металлическая лента выполнена из плоскозвенных ценных сегментов и пластин с отверстиями.
Источники информации, принятые во внимание при экспертизе I. Герман Э. Непрерывное литье. М., 196), с. 577-579, р. 1629-1631. л
(риг.З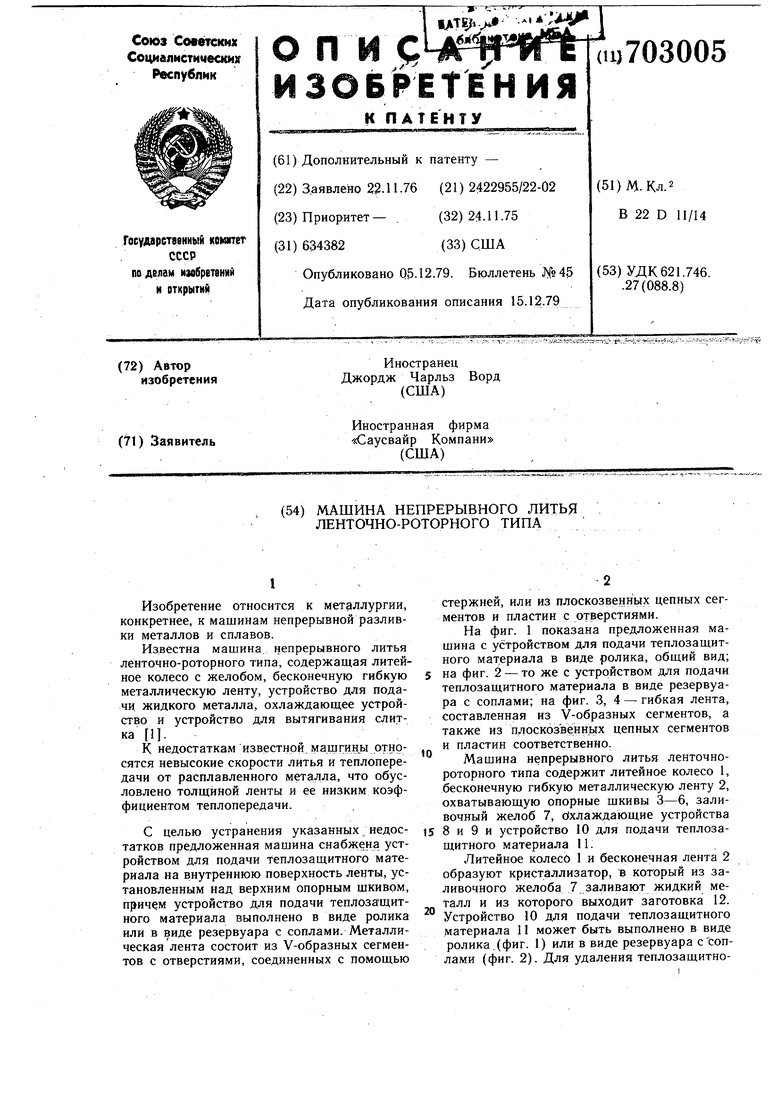
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья стальной заготовки | 1980 |
|
SU1225475A3 |
| Способ непрерывного литья металлических слитков трапецеидального сечения | 1978 |
|
SU1329608A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2081722C1 |
| Машина роторного типа для непрерывного литья цветных металлов и сплавов | 1982 |
|
SU1047581A1 |
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| Установка непрерывного литья | 1981 |
|
SU980937A1 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
| ОРОСИТЕЛЬ ЛЕНТЫ РОТОРНОГО КРИСТАЛЛИЗАТОРА ДЛЯ ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1999 |
|
RU2167027C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ С РОТОРНЫМ КРИСТАЛЛИЗАТОРОМ | 2013 |
|
RU2528925C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
13
20
Фаг Л
