01
О)
СХ)
1
Изобретение относится к литейному производству, а именно к способам удаления модельного материала при изготовлении отливок по выплавляе а моделям,
Известен способ удаления модельного материала из керамических форм горячим воздухом СОНедостатками этого способа являются неравномерность и замедленност прогрева блоков керамических форм ввиду сложности рельефа их поверхностей и низкого коэффициента теплоотдачи от воздушного потока. Это приводит к повышенному браку керамических форм по трещинам.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ удаления модельного материала из керамических форм, получаемых по выплавляемым моделям, включающий предварительный нагрев формы в горячей воде и последующее воздействие на нее горячим воздухом .
Известный способ обеспечивает равномерный прогрев всей поверхности формы и быстрое плавление тонкого слоя модельного материала, прилегающего к ее внутренней поверхности, что предупреждает растрескивание керамических формпри дальнейшем нагреве их и модельного материала горячим воздухом. Однако этот способ существенно повышает трудоемкость вытопки модельного материала . Появляется дополнительная операция: окунание формы в горячую воду а также необходимость в установке дополнительного громоздкогооборудования.
Целью изобре гения является снижение трудоемкости удаления модельного материала.
Поставленная цель достигается тем, что согласно способу удаления модельного материала из керамических форм, получаемых по выплавляемым моделям, включающему предварительный нагрев формы в горячей воде и воздействие на нее горячим воздухом, воду впрыскивают в поток горячего воздуха, который направляют на форму.
Способ осуществляют следующим образом.
Удаление модельного материала из керамических форм производят в
142
вертикальной камере с помощью горячего воздуха. Горячий воздух подается по борову в заднюю стенку камеры и вытягивается вентилятором
установленным на передней стенке. Производительность камеры 10 блоков в минуту. На задней стенке камеры, непосредственно под боровом монтируют водяную форсунку производительностью 1 ,5 кг/мин. Во время работы камеры осуществляют непрерывную подачу воды через форсунку.
Попадая в поток горячего воздуха с температурой ISO-ieO C, вода испаряется. Пары воды, увлекаемые
горячим воздухом, достигают поверхности формы, температура которой 20-30 с, и конденсируются на ней. Конденсация сопровождается выделением теплоты фазового перехода из пара в воду, которая составляет 539 -ккал/кг, при этом коэффициент теплоотдачи, по сравнению с коэффициентом теплоотдачи от горячего
воздуха, возрастает на порядок. За счет этого блок керамических форм любой конфигурации равномерно и быстро прогревается, обеспечивая подплавление слоя модельного мате.риала, контактирующего с внутренней поверхностью керамической формы. При дальнейшем нагреве модельной материал свободно расширяется за счет вытеснения расплавленного слоя из формы и в ней не возникают напряжения, приводящие к растрескиванию.
Количество воды, которое необходимо подать в поток горячего возДуха, находят по формуле
m -539
где q - масса керамических форм,
кг;
с - удельная теплоемкость керамики, равная 0,2 ккал/кЛ, t - перепад начальной и конечной температуры, К - коэффициент потерь, принимаемый 1,5.
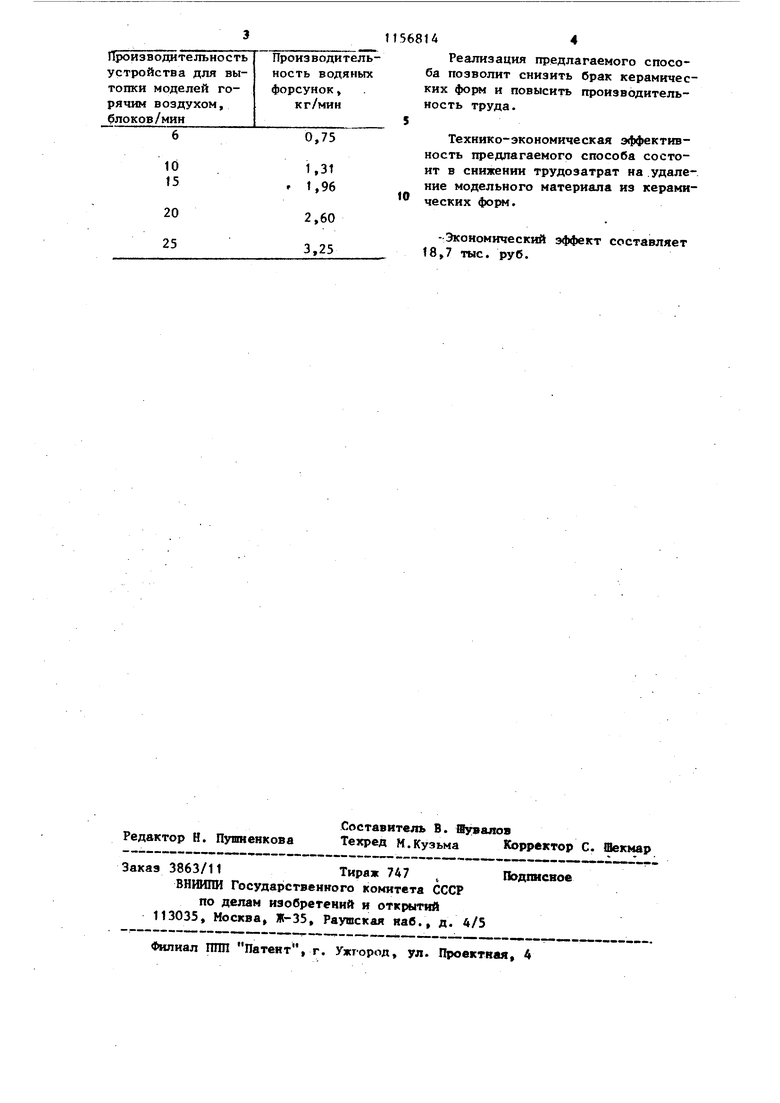
В табл. привед1ены данные по производительности форсунок для впрыскивания воды в зависимости от производительности устройств для удаления модельного материала горячим зозду -«м.
Производительность устройства для вытопки моделей горячим воздухом, блоков/мин
0,75
1,3t t,96
2,60 3,25
11568144
Реализация предлагаемого способа позволит снизить брак керамических форм и повысить производительность труда.
Технико-экономическая эффективность предлагаемого способа состоит в снижении трудозатрат на .удаление модельного материала из керамических форм.
-:Экономический эффект составляет 18,7 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавления модельного состава горячим воздухом | 2019 |
|
RU2733531C1 |
| Установка для выплавления моделей из керамических форм | 1983 |
|
SU1168316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБОЛОЧКОВОЙ ФОРМЫ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1983 |
|
SU1141643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
СПОСОБ УДАЖНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ КЕРАМИЧЕСКИХ ФОШ, получаемых по выппавляеьи «м моделям, включакяций предварительный нагрев формы в горячей воде и воздействие на нее горячим воздухом, о т л ичающийся тем, что, с целью снижения трудоемкости удаления модельного материала из , воду впрыскивают в поток горячего воздуха,кото1я 1й направляют на форму.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юклеиник Я.И | |||
| и Озеров В.А | |||
| Литье по выплавляемым моделям | |||
| Инженерная мсжография, М., Машгиз, 1961, с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ УДАЛЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ КЕРАМИЧЕСКИХ ФОРМ | 0 |
|
SU349468A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
