Изобретение откосится к области литейного производства, в частности к установкам для вьшлавления моделе из керамических форм.
Цель изобретения - быстрый и равномерньй нагрев керамических форм в камере вытопки за счет увеличения теплоемкости среды в камере.
Иа чертеже представлена конструкция установки для выплавления моделей из керамических форм. Она состоит из камеры 1, внутри которой смонтированы целевой короб 2 для подачи горячего воздуха и цепной транспортер 3. На перекладинах транспортера .шарнирно установлены подвески 4 со штьфямп для крепления блоков. По периметру передней стенки вьшолнеи коллектор 5 пара с отверстиями, соединенный трубой 6 с паропроводом Воздух и пар отсасываются через щелвой короб 7 и частично выбрасываютс в атмосферу через патрубок 8. Камера снабжена загрузочным окном 9.
Блоки укрепляются на штыри через загрузочное окно 9, через него извлекаются формы после вытопки модельного состава. Жидкий модельный состав вытекает в корытца подвесок, имеющих рычаг. При подходе подвески к загрузочному окну рычаг упирается в копир 10 и наклоняет корытце.
Установка работает следующим образом.
В камеру 1 установки, через щелевой короб 2 подается горячий воадух, нагретый до 150-180 С, Одновременно через коллектор 5 пара с отверстиями подается перегретый пар. При этом в камере 1 установки
происходит повышение температуры и изменение влажности. После выхода на заданный режим по температуре и влажности производят загрузку камеры керамическими формами, которые устанавливаются через загрузочное окно 9 на штыри подвесок 4. С помощью цепного транспортера 5 блоки перемещаются по высоте камеры, при этом происходит их разогрев и плавление модельного состава. Расплавленный модельный состав стекает в коротце подвесок 4. При подходе к загрузочному окну подвески с помощь рычага и копира 10 наклоняются и модельный состав стекает на наклонное дно установки, по которому попадает в приямок. Горячий воздух и пар отсасываются через щелевой короб 7, возвращается на подогрев в камеру, а частично на выброс в атмосферу.
Предлагаемая конструкция установки позволяет ускорить нагрев керамических форм. Следует отметить, что керамические формы попадают в область температуры плавления модельного состава раньше и находятся в ней дольше,.тем самым обеспечивается эффективный прогрев форм и ускорение начала плавления модельного состава, что приводит к снижению деформации моделей и уменьщению растрескивания керамических форм.
Технико-экономическая эффективность обуславливается уменьшением брака керамических форм по трещинам и повышением производительности установки за счет интенсификации нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВЫПЛАВКИ МОДЕЛЬНОГО СОСТАВА И ОБЖИГА ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2305020C2 |
| Способ удаления модельного материала из керамических форм | 1983 |
|
SU1156814A1 |
| Поточная линия выплавки и прокалки форм для литья по выплавляемым моделям | 1980 |
|
SU899230A1 |
| Устройство для выплавления модельных масс из литейных форм | 1984 |
|
SU1256848A1 |
| СПОСОБ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ ОБОЛОЧКОВЫХ ФОРМ | 1996 |
|
RU2116157C1 |
| Установка для выплавления модельного состава | 1989 |
|
SU1811960A1 |
| Автоматизированная линия выплавки из керамических форм и регенерации модельного состава | 1990 |
|
SU1722680A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127649C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
УСТАНОВКА ДЛЯ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ КЕРАМИЧЕСКИХ ФОРМ, содержащая вертикальную камеру с цепным транспортером, загрузочное окно, подающий и отсасьшающий щелевые короба, отличающаяся тем, что, с целью быстрого и равномерного нагрева керамических форм, она снабжена коллектором с отверстиями для подачи пара, установленным внутри камеры по периметру ее стенки над загрузочным окном. s (Л Од 00 &д о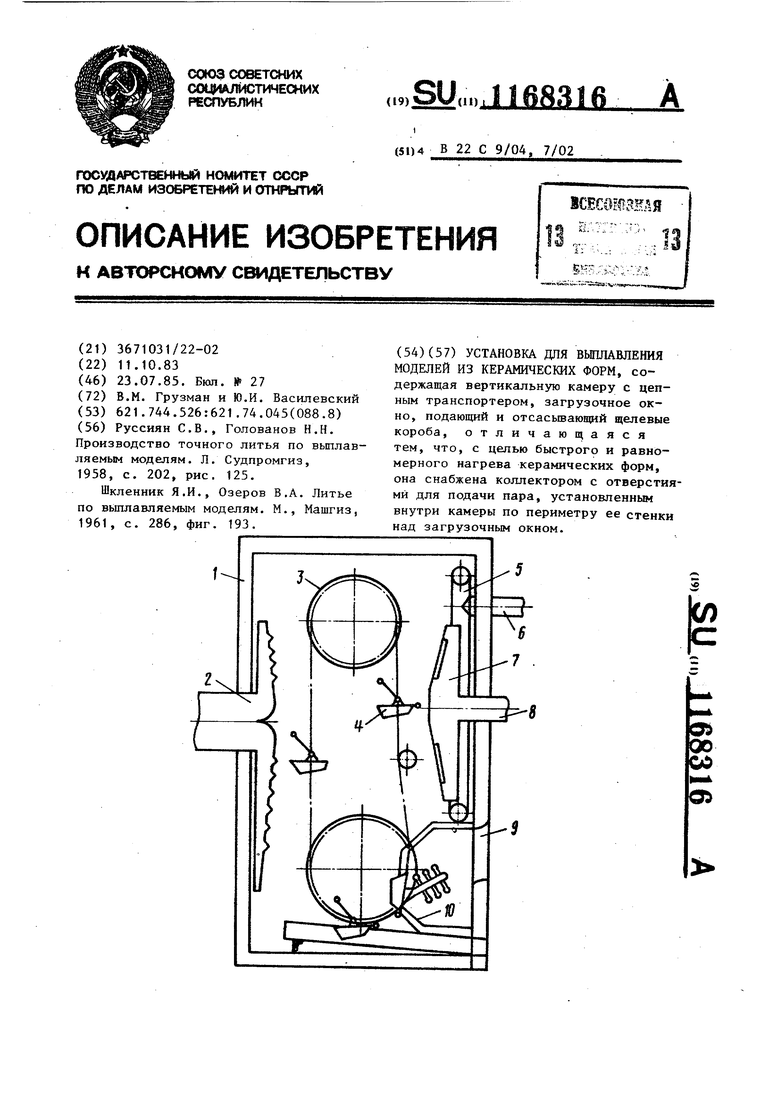
| Руссиян С.В., Голованов Н.Н | |||
| Производство точного литья по выплавляемым моделям | |||
| Л | |||
| Судпромгиз, 1958, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Шкленник Я.И., Озеров В.А | |||
| Литье по вьшлавляемым моделям | |||
| М., Машгиз, 1961, с | |||
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
