Изобретение относится к метгшлургии и может быть использовано для изготовления монолитных футеровок промежуточных ковшей для непрерывной разливки стали.
Известна установка для футеровки сталеразливочных ковшей, содержащая узел приготовления масс, шаблон с копиром и желоб с телескопическим носком 1.
При изготовлении футеровки в ковш ставится шаблон. Огнеупорная масса поступает на желоб и по нему ссыпается в ковш. Вылет желоба регулируется с помощью копира, взаимодействующего с катком желоба.
Недостаток этой установки состоит в том, что на ней можно изготовить только монолитную футеровку ковшей, имеющих в поперечном сечении форму близкую к окружности, т.е. ковшей несложной конфигурации..
Наиболее близким техническим решением и достигаемому результату к предлагаемой является установка для футеровки металлургических емкостей сложной конфигурации. Она содержит узел приготовления огнеупорной массы, шаблон, размещенный в ковше, установленном на подвижной тележке (стенде) и шарнирно закрепленные на раме направляющие рукава, свяЧ занные с приводом механизма перемещения с ковшом 2.
При изготовлении монолитной футеровки ца тележку, перемещающуюся по рельсам, ставится ковш, в который устанавливается шаблон. Огнеупорная масса через направлякшще рукава по10дается в полости, образованные стенками шаблона и ковша. В ковше, имеющем в поперечисм сечении прямоугольник , заполнение продольных полостей происходит при перемещении ковша с
15 тележкой, а торцовые полости заполняЬтся при сведении и разведении руковов.
Один из недостатков этой установки заключается в том, что она позво20ляет футеровать ковш с формой поперечного сечения, близкой к прямоугольной и в виду сложной синхронизации перемещений тележки с ковшом и на правляющих рукавов практически невозможно футеровать ковши круглой На практике, при наличии в производстве ковшей различной формы, возникает необходимость на одной установке футеровать различные ковош,
30 что невозможно на известной установка.
Таким образом, она не обеспечивает универсальности работы
Другой недостаток установки заключается в том, что при переходе с одного типоразмера ковша на другой требуется сложная перенастройка путем подбора скоростей и величин ходов перемещений направляющих рукавов и тележки с ковшом. При этом траектория Движения рукавов должна совпадат с контуром ковша.
Кроме того, необходимость совершения тележкой с ковшом возвратнопоступательных движений приводит к увеличению габаритов установки.
Цель изобретения - повьошение универсальности установки в упрощение обслуживания при переходе с одного типоразмера емкости на другой.
Для достижения указанной цели установка для изготовления монолитной футеровки металлургических емкостей, преимущественно.ковшей, содержащая шаблон, размещенный в ковше, и узел приготовления и подачи огнеупорных масс, снабжена расположенной на ша:блоне направляющей надставкой, выполненной в виде двух соосных смонтированных между собой, с зазором частей, нижние основания которых повторяют контур ковша, а верхние являются окружностями.
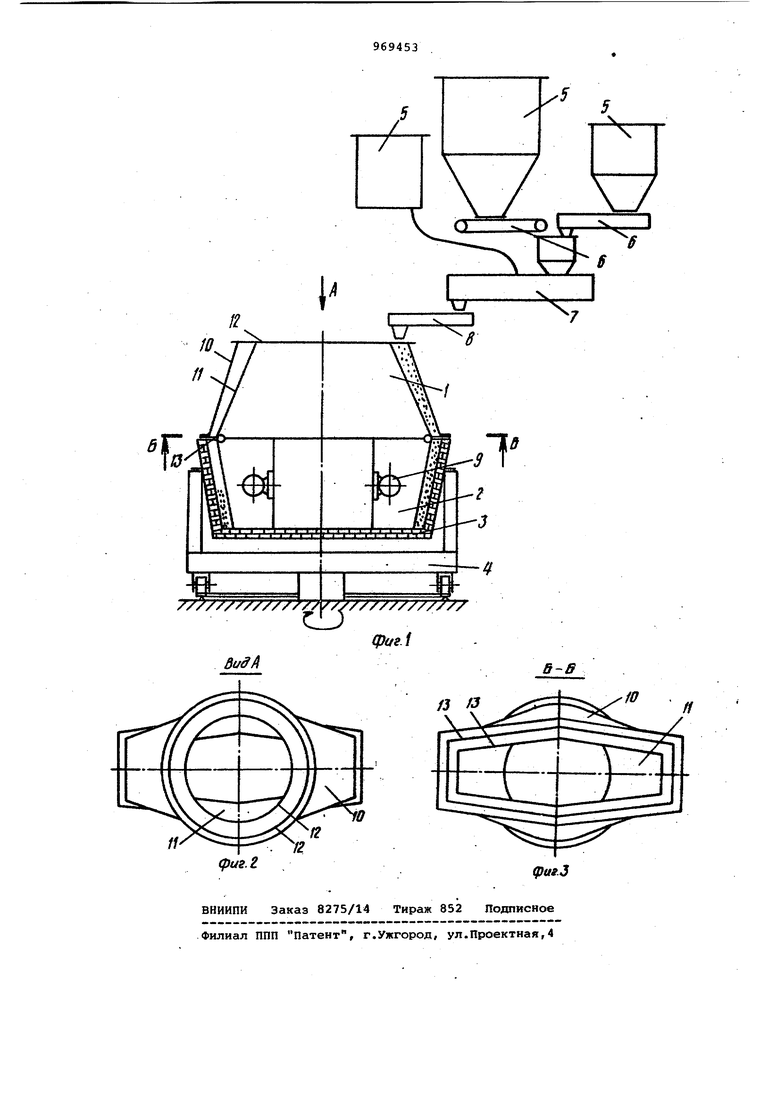
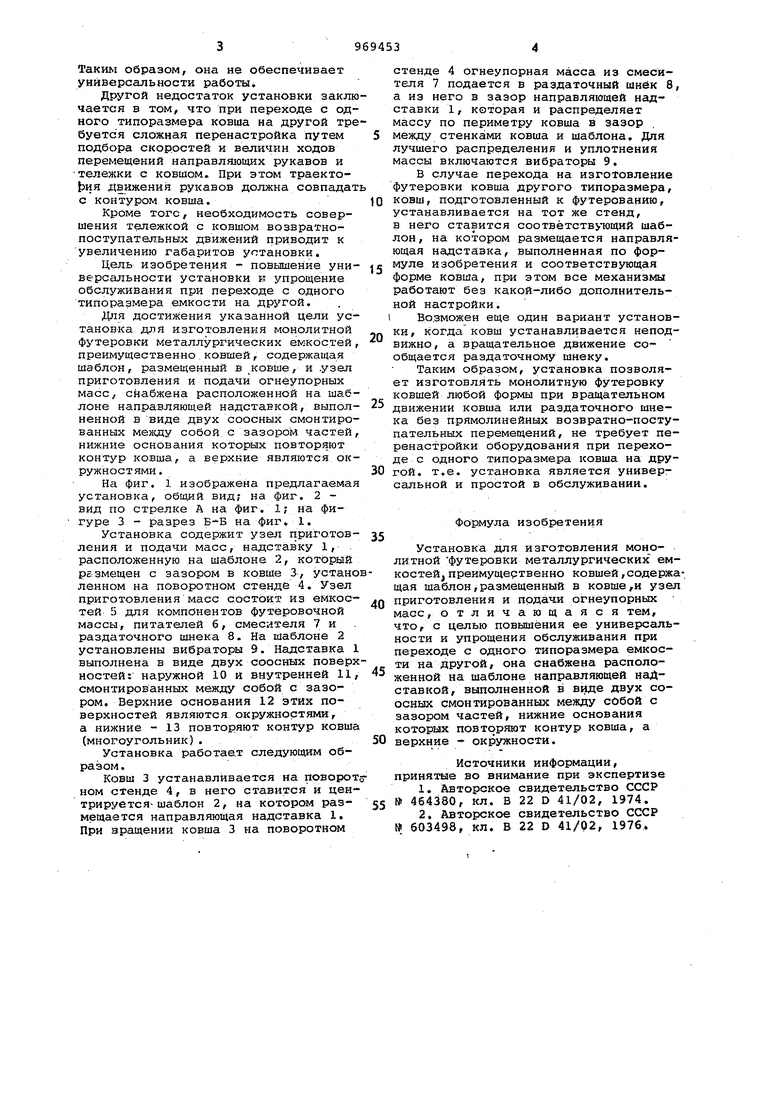
На фиг, 1 изображена предлагаемая установка, общий вид на фиг. 2 вид по стрелке А на фиг. 1; на фигуре 3 - разрез Б-Б на фиг 1.
Установка содержит узел приготовления и подачи масс, надставку 1, расположенную на шаблоне 2, который размещен с зазором в ковше 3, устано ленном на поворотном стенде 4. Узел приготовления масс состоит Из емкостей 5 для компонентов футеровочной массы, питателей 6, смесителя 7 и раздаточного шнека 8. На шаблоне 2 установлены вибраторы 9. Надставка 1 выполнена в виде двух соосных поверхностей: наружной 10 и внутренней 11, смонтированных между собой с зазором. Верхние основания 12 этих поверхностей являются окружностями, а нижние - 13 повторяют контур ковша (многоугольник).
Установка работает следующим образом.
Ковш 3 устанавливается на поворотном стенде 4, в него ставится и центрируется- шаблон 2, на котором размещается направляющая надставка 1. При вращении ковша 3 на поворотном
стенде 4 огнеупорная масса из смесителя 7 подается в раздаточный шнек 8, а из него в зазор направляющей надставки 1, которая и распределяет массу по периметру ковша в зазор
между стенками ковша и шаблона. Для лучшего распределения и уплотнения массы включаются вибраторы 9.
В случае перехода на изготовление футеровки ковша другого типоразмера,
0 ковш, подготовленный к футерованию, устанавливается на тот же стенд, в него ставится соотвётств тощий шаблон, на котором размещается направляющая надставка, выполненная по формуле изобретения и соответствующая форме ковша, при этом все механизмы работают без какой-либо дополнительной настройки. I Возможен еще один вариант установ-. ки, когда ковш устанавливается неподвижно, а вращательное движение сообщается раздаточному шнеку.
Таким образом, установка позволяет изготовлять монолитную футеровку ковшей любой формы при вращательном
5 движении ковша или раздаточного шнека без прямолинейных возвратно-поступательных перемещений, не требует перенастройки оборудования при переходе с одного типоразмера ковша на другой. т.е. установка является универсальной и простой в обслуживании.
Формула изобретения
Установка для изготовления моноитной футеровки металлургических емкостей, преимущертвенно ковшей,содержаая шаблон,размещенный в ковше,и узел
приготовления и подачи огнеупорных асс, отличающаяся тем, что, с целью повышения ее универсальности и упрощения обслуживания при переходе с одного типоразмера емкости на другой, она снабжена расположенной на шаблоне направляющей наДставкой, выполненной в виде двух соосных смонтированных между собой с зазором частей, нижние основания которых повторяют контур ковша, а
верхние - окружности.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 464380, кл. В 22 D 41/02, 1974.
2.Авторское свидетельство СССР 603498, кл. В 22 D 41/02, 1976.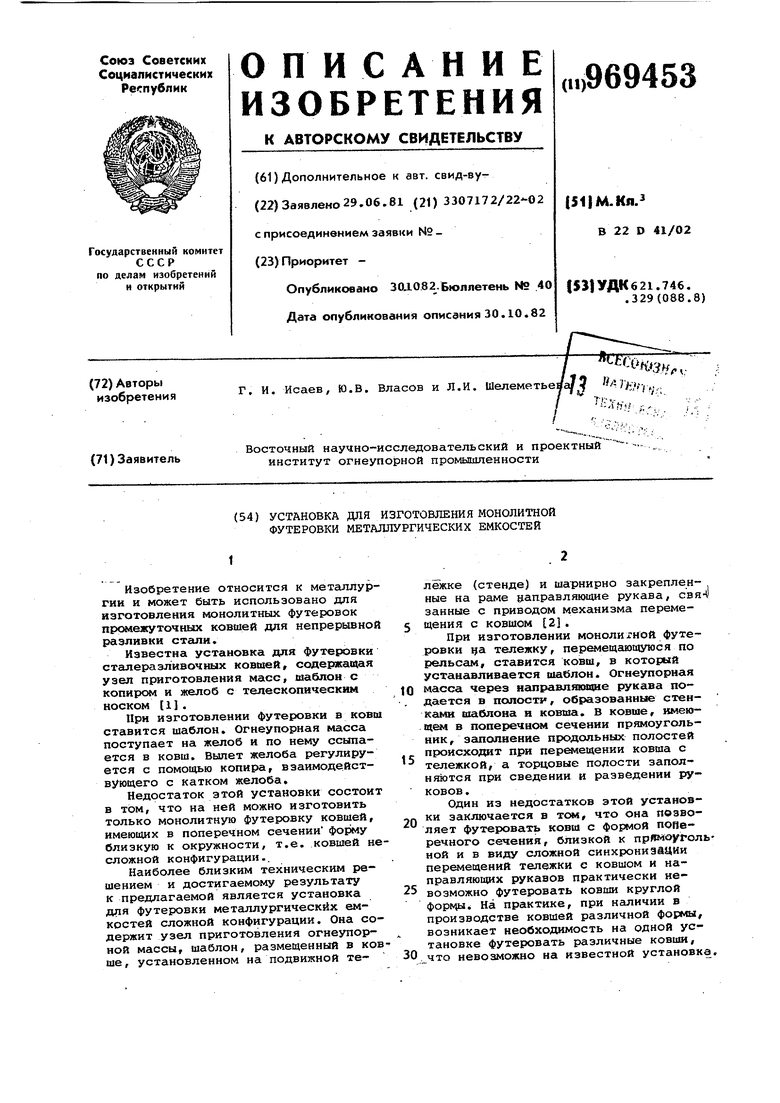
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Установка для изготовления наливной футеровки металлургических ковшей | 1990 |
|
SU1799682A1 |
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| Линия для футеровки желобов | 1979 |
|
SU774797A1 |
| Устройство для футеровки металлургических емкостей | 1976 |
|
SU603498A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |