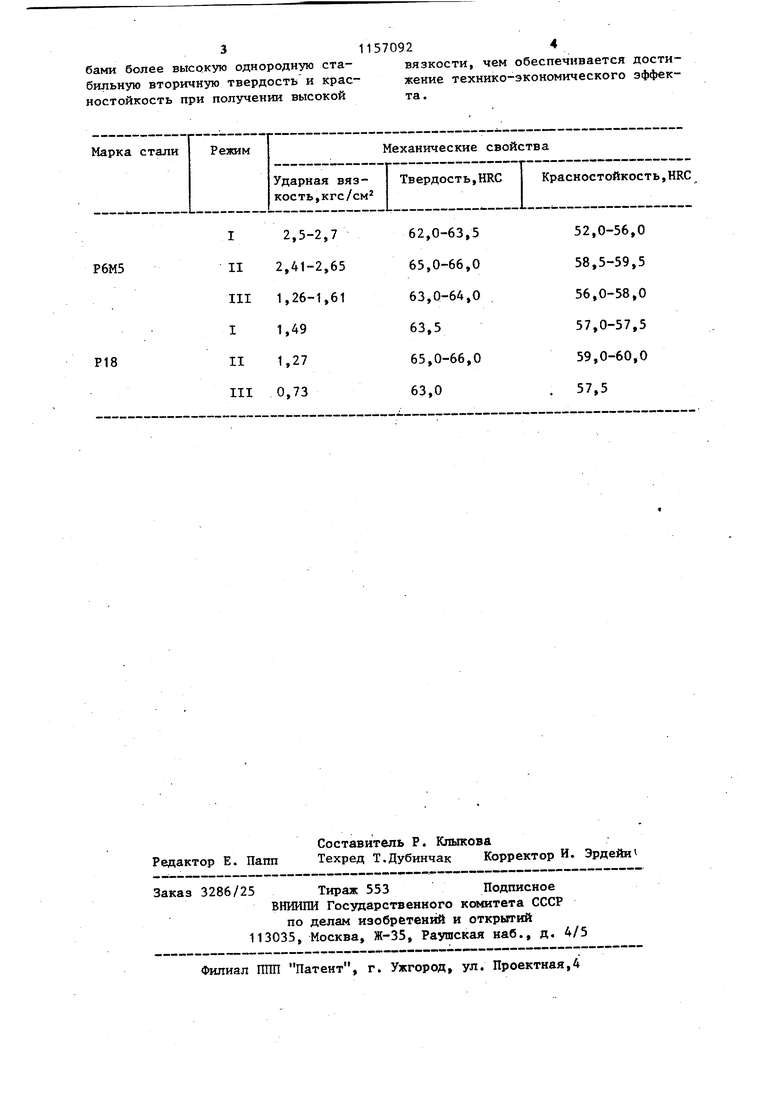
Изобретение относится к термической обработке инструментальных сталей, в частности быстрорежущих, и может быть использовано при изго товлении режущего инструмента. Известен способ термической обработки быстрорежущей стали, включающий нагрев до температуры закал ки, ступенчатую закалку при 560570°С и отпуск Cl Наиболее близким к предлагаемом по технической сущности и достигае мому результату является способ термической обра:ботки быстрорежущей стали, включающий подохтзёвы пр 400-500°С и при 780-840С с вьщерж кой 30-40 с на 1 мм при нагреве в печи и 15-20 с при нагреве в сол окончательный нагрев до температур закалки, ступенчатое охлаяадение и трехкратный отпуск 2J, Известные способы не обеспечива требуемого комплекса свойств по твердости, красностойкости и ударн вязкости. Цель изобретения - повышение ударной вязкости при сохранении красностойкости, Для достижения поставленной цел согласно способу термической обработки быстрорежущей стали, включаю му подогрев, окончательный нагрев под закалку, ступенчатую закалку и отпуск,подогрев производят при температуре на 10-20 С ниже А.Ступенчатую закалку производят с вьщержкой 15-30 мин при 560-580° Подогрев согласно предлагаемого способа производят до максимальных температур существования ферритокарбйдной смеси. Благодаря этому обеспечивается неизменность карбид ной фазы (дисперсность, состав), ускорение растворения карбидов в аустените, повьшение легированности аустенита. П р и м е р. Производилась термическая обработка образцов диамет ром 8,0 мм из сталей Р6М5 и Р18. . Образцы были термически обработаны по следующим режимам. Сталь Р6М5, температура А aosts c. I режим. Подогрев в соляной ван не при (775 t 5С) 3 мин, окончательный нагрев в соляной ванне до 1225-1230°С,вьщержка 2,5 мин,охлаждение в ванне с темпе ратурой 570±10С 20 мин, последую- щий трехкратньй отпуск при 560±10°С. IIрежим. Подогрев в соляной ванне при Ас,-(10-20)°С, т.е. при 795i5°C 3 мин. Последующие режимы термической обработки аналогичны режиму I. IIIрежим. Подогрев при А , т.е. при 815t5°C, последующие режимы термической обработки аналогичны режиму I. Сталь Р18, температура А. 815±5 С. Iрежим. Подогрев в соляной ванне при Ас -30°С, т.е. при 785±5С, 3 мин, окончательный нагрев в соляной ванне при 127015С 2,5 мин, охлаждение в ванне с температурой 570tlO°C 20 мин, последующий трехкратный отпуск в печи при 560±10С. IIрежим. Подогрев в соляной ванне при А -(10-20)С, т.е. 80515С, последующие режимы термической обработки аналогичны режиму I. IIIрежим. Подогрев в соляной ванне при А + , т.е. при 825t3C, 3 мин, последующие режимы термической обработки аналогичны режиму I. Результаты испытаний приведены в таблице. Проведенные испытания показали, что термическая обработка сталей Р6М5 и Р18 по предлагаемому способу согласно режима II позволяет получить наилучшее сочетание механических свойств по ударной вязкости, твердости и красностойкости. Обработка по режиму I, т.е. с выходом за нижнее граничное значение предлагаемого режима подогрева, позволяет получить более высокую вязкость, но инструмент выходит из строя при эксгшуатации из-за недостаточной красностойкости. Обработки по режиму III, т.е. с выходом за верхнее граничное значение предлагаемого режима подогрева, не обеспечивает высокой вязкости и инструмент выходит из строя при эксплуатации из-за выкрашивания режущих кромок. Использование предлагаемого способа термической обработки изделий из быстрорежущей стали обеспечивает по сравнению с существующими спосо311570924
бами более высокую однородную ста- вязкости, чем обеспечивается достибильную вторичную твердость и крас- жение технико-экономического эффекностойкость при получении высокой та.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| Способ термической обработки инструмента из быстрорежущей стали | 1983 |
|
SU1121304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| Способ термической обработки быстрорежущих сталей | 1986 |
|
SU1444368A1 |
| Способ термической обработки изделий из быстрорежущей стали | 1981 |
|
SU1006515A1 |
| Способ термической обработки легированных дисперсионно-твердеющих инструментальных сталей | 1987 |
|
SU1583454A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| Способ термической обработки быстрорежущей стали | 1987 |
|
SU1516499A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЬКГГРОРЕЖУЩЕЙ СТАЛИ, включающий подогрев, окончательный нагрев под закалку, ступенчатую закалку и отпуск, отличающийся тем, что, с целые повышения ударной вязкости при сохранении красностойкости, подогрев производят при температуре на 10-20 0 ниже Ас 2. Способ по П.1, отличающийся тем, что ступенчатую закалку производят с ввдержкой 1530 мин при 560-580°С.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЖ Металлургия, 1969 с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Геллер Ю.А | |||
| Инструментальные стали | |||
| М., 1975, с | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
