Све.рлнльно-фрезерные автоматичеакие Станки с И|Н1Струменталь(ными головками, пиавматически или гидр.авличезки сблокифоваяными с подачей П1рофилыного материала, извеслны.
ОсобвН|НО Стью предлагаемого авто:маткчес,кого ставка является выпол.ненне ело с шестью инструментальными головками, совершающими олределешные операции, обеспечивающие изготовление за один рабочий цикл детали ти-па скобообразного хомутика с ша1рнкр|ной крышкой, запираемой замком.
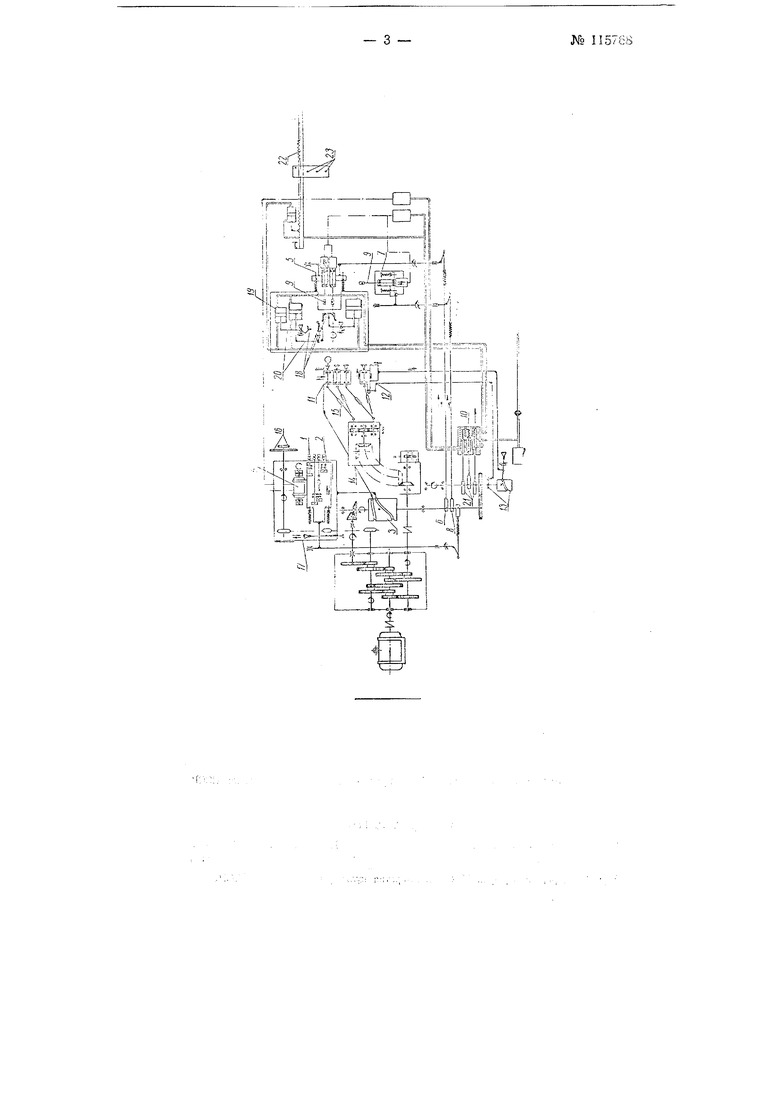
На чертеже дата кинематичеокая схема предлагаемого автоматического све/рлнл1 но-фрезер1ного станка.
CTaiHOK Имеет шесть инструментальных головок, из которых три головки являются сверлилыными и трИ головки-фрезеряьими, Cseipлильная головка / предназиачена для торцового аверления отверстий в профильном материале, помещена на П1р0долыном суппорте 2 л получает воз;врат1но-поступате.льйое Д|Вижение посредством рычагов от кулака 3. Шпиндели головки 1 получают пе,рио дичеокое вращение от элбктрО|Мотора 4.
Вторая верхняя оверлильНЗЯ головка 5 предназначена для оверленИЯ отверстий в донышке скобы; ей сообщается вертикальное возвратно-постуцательное дви1Жвние посредством рычагов от кулака 6.
Третья боковая сверлильная головка 7 предназначена для сверлеН ия отвбрстия в станке скобы; она также имеет вертикальное возвратно-поступательное движение посредством рычагюв от кулака 8.
Как верхняя аверлилыная головка 5, так и боковая сверлильная головка 7 снабжены электродрелями Я которые включаются периодически через пневмораопределитель 10.
.вая ф,резерная головка 11 ИМеет три шпинделя для обработки ушков скобы, вилок крышки и пазов замка.
Вторая фрезериая головка 12 AMQет ОДИ1Н шпиндель для обработки паза скобы и посредством рычагов и копирОВ .13 имеет вертикальное
возвратно-поступательное и горизо}1талыное движения. Вращение шпинделей передается от редуктора 14 noopeacTiBOM шарнирных соединеН1ен ий 15.
,- деталей производится тргп.ей фрезерной головкой 16, помешенлой на полеречном суппорте П.
Для зажатия и освобождения п-р оф/1лей 18 служат пневМэтические ИИлиндры 19 и рычаги 20, работа которых происходит периодически 1К);1)едствОМ пневмора зпределителя 10 и кулачков 21.
ПодзЧа Профилей 18 осуществляется такжес помощ ою пневматики. Зубчатая рейха 22 с шатом. зубьев, еоответстзующим длине отрезаемой детали, имеет воззратнопостз пательное движевие. Профили 18, зажатые прижичма ми 23 на подвижной каретке с собачкой, передвигаются с каждым циклом на один зуб.
Предмет изобретения
Сверлильно-фрезерный акто-матичес кий станок с инструментальными
гоЛОика.ми, тневматичесии или гидр авличеак и сбло.ки.р01за:н.нь:ми с подачей профильного материала, отл и ч а ю и и с Я тем, что, с целью язготовлбния за Один рабочий п.икл деталей типа скобообразного ХОмутила с ша:р:нирной крыиькой, запираемой замКСМ, применено шесть И1нст|румедтальеых головок, из которых одна сверлильная голсзха предназиамана для торцового сверления отверстий- ,3 профильном материале, другая-лДлп снерлоння отверстий в .ке скобы и третья-для озерлеп|- Я отверстий в стенке скобы; едка ф-:резерная головка предназначона для обработки ушков скобы, вилок крышки и пазов залпса, друга-я фрез-еря-гая головка-для обработки пазо13 скобы и третья-для отрезки деталей.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2053044C1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2049609C1 |
| Способ зубозакругления и станокдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU831441A1 |