i
Изобретение относится к технологическому оборудованию приборостроительной и часовой промышленности.
Станок может быть использован при обработке деталей с глубокими отверстиями и разнообразными пазами.
Известен многопозиционный станок по авт. св. N° 192596, широко используемый для обработки враш,аюшимся инструментом (сверлами, резцами, метчйкаМИ) плоских деталей часов и приборов. Вертикально перемещаемый ползун этого ставка оснашен инструментальными шпинделями, обладаюш,ими единой величиной рабочего хода и минутной подачей.
Для периодической проверки положения элементов базирования обрабатываемых деталей к ползуну прикреплено контрольное устройство . в виде возвратно-поступательно перемешаемого эталона базирующих поверхностей обрабатываемой детали.
Расширение технологических возможностей для обеспечения высокопроизводительной обработки деталей с глубокими отверстиями и разнообразными пазами обеспечивается тем, что предлагаемый станок оснашен дополнительно фрезерной головкой и механизмом управления перемещениями инструментального шпинделя, кинематически связанными с приводом станка. Одновременная обработка
пазов в нескольких деталях осуществляется за счет того, что на станке могут быть установлены несколько фрезерных головок, расположенных на фасонных рычагах, связанных общей осью со станиной станка, при этом свободное плечо каждого рычага взаимодействует с роликами, кинематически связанными с кулачковым распределительным валом.
Кроме того, механизм управления перемещениями инструментального шпинделя выполнен в виде фасонного рычага, ось которого закреплена на ползуне, одно плеч-о при рабоче.м ходе шпинделя взаимодействует с
неподвилчной частью станка, а другое - со шпинделем.
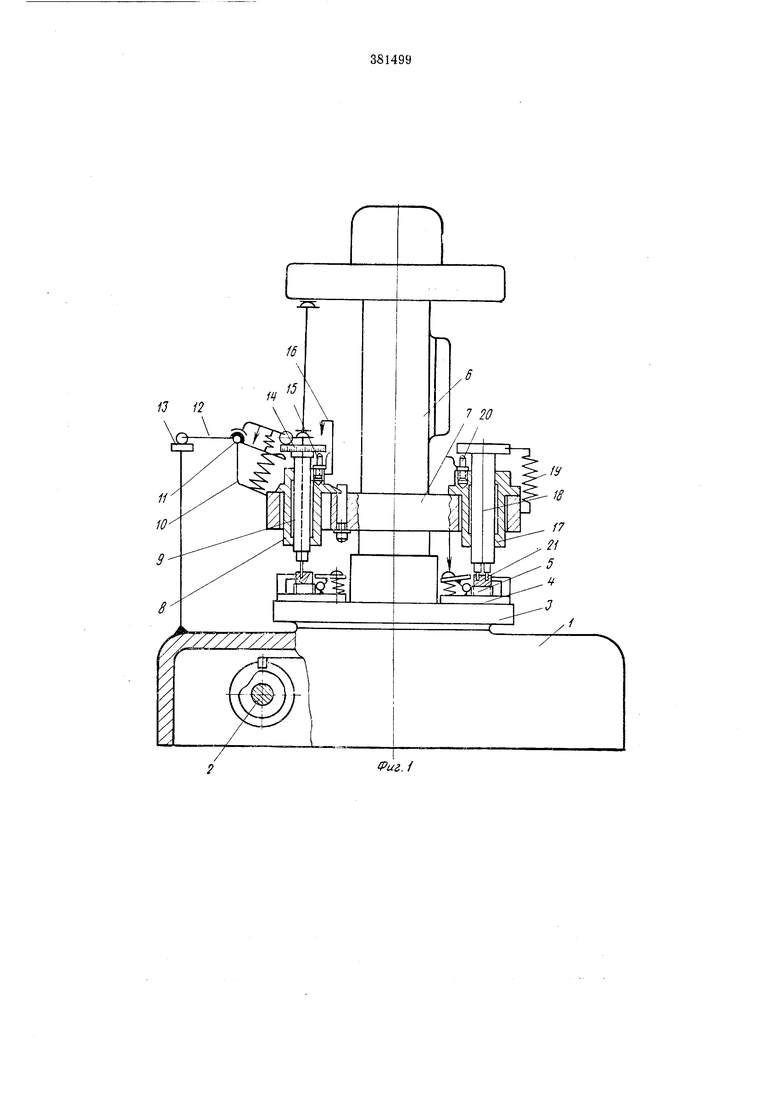
На фиг. 1 показан продольный разрез многопозиционного станка с инструментальным шпинделем и контрольным устройством; на
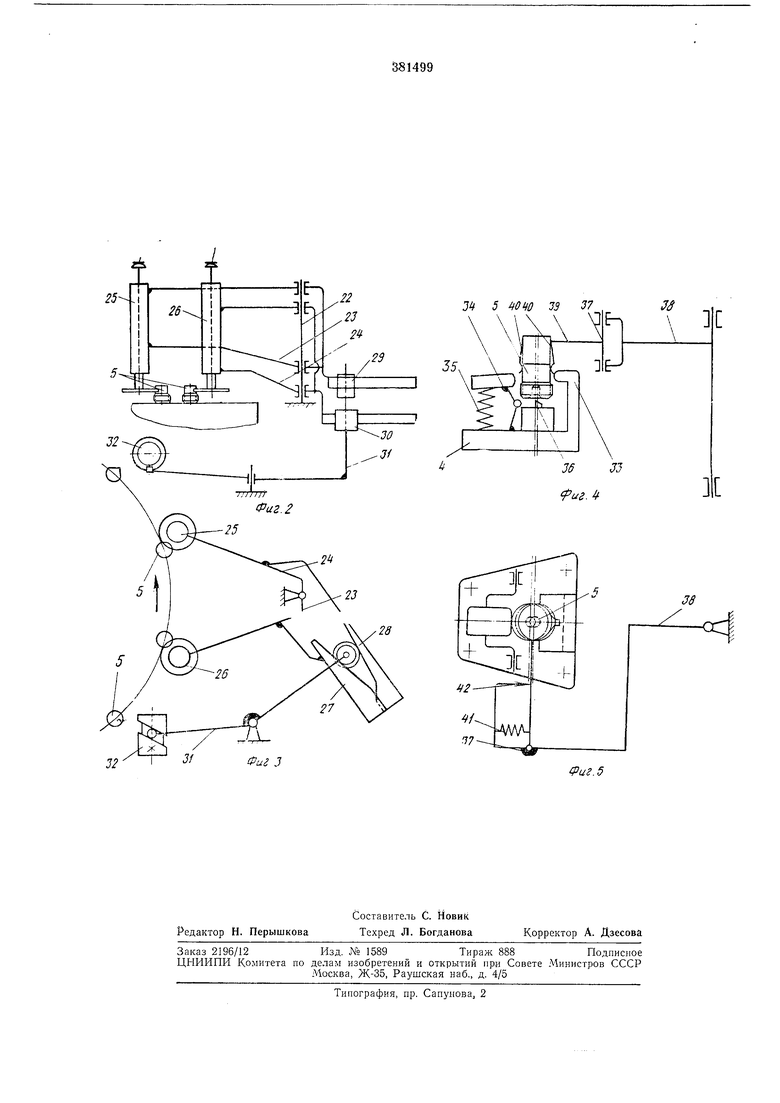
фиг. 2 схематически изображены фрезерные головки, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 схематически изображены базирующее и подающее детали устройства, вид сбоку; на фиг. 5 - то же, вид сверху,
Многопозиционный станок состоит из станины / с кулачковым валом 2, горизонтального поворотного стола 3 с базирующими приспособлениями 4 для деталей 5, вертикально перемещаемым ползуном 6 с диском
7, в отверстиях которого установле:ны раЗлиЧные инст|)ументальные шпиндели и устройства. К диску 7 прикреплен держатель и, в котором находится вертикально перемещаемая пиноль 9 инструментального шпинделя. На прикрепленной к дидку 7 посредством кронштейна 10 оси 11 установлен фасонный рычаг 12, одно плечо которого упирается в неподвижный упор 13 станка, а другое взаимодействует со шпинделем.
Пледо/ рычага, взаймодействуюш,ее со шпинделем, представляет собой составную вилку, один элемент которой упирается в лимб 14 пиноли снизу, а другой нажимает на него сверху. Оба элемента вилки подпружинены относительно кронштейна 1U. На держат еле 8 укреплены упор-контакт 15 н упор 16. В отверстие первой рабочей диска 7 установлен держатель 17 контрольного устройства, в котором перемешается скалка Уй, прижатая пружиной 1 к упору-контакту
.a нижне г концескалки смонтированы центрируюшие штифты 21. На оси 22 (фиг. 2, 3), прикрепленной к станине 1, установлены два рычага 23 и 24, в одном плече которых закреплены фрезерные головки 2й, 2о, а другое плечо закаичивается профильными накладками 27, 21, взаимодействующими с роликами 29 и Зи, посал :енным« на один рычаг jJ, работающий от кулачка 32 кулачкового вала 2 станка.
На столе 3 установлены базирующие приспособления 4, состоящие каждое из неподвижной призмы 33, подвижной губки 34 с пружиной 35 « центрирующего щтифта 3t. На вертикальной оси .3/ автоматической руки 38 прикреплен рычаг ЗУ, оканчивающийся
пружинным захватом 4U для подачи деталей 5. Рычаг 39 пружиной 41 прижат к упору 42. Станок работает следующим образолк Ноданная питателем любой конструкции
ступенчатая цилиндрическая заготовка t, удерживаемая пружинным захватом 4U, останавливается автоматической рукой под базируюЩИМ приспособлением 4 и опускается в него. При этом прикрепленный к вертикальной оси 37 рычаг 39, прижатый пружиной 41 к упору 42, обеспечивает смещение оси заготовки в сторону подвилшой губки 34 базирующего приспособления. Это смещение необходимо для свободного пропуска ббльшего диаметра обрабатываемой детали мимо подвижной губки 34.
К концу опускания деталь центрируется
своим отверстием относительно скоса или конуса штифта 36, который обеспечивает правильность ее базирования.
При загрузке детали рычаг 39 отрывается от упора 42, следуя за верхним торцом заготовки 5 и не мешая ее правильному базированию. Таким же способом осуществляется надежная разгрузка базирующих приспособ.лейий.
После загрузки обрабатываемая деталь пе,ремещается на первую рабочую позицию, где в случае необходимости обработки с одной
стороны на нескольких последовательных станках, на диск 7 второго и следующих станков устанавливается контрольное устройство, обеспечивающее дополнительную ориентацию детали. При опускании ползуна подвижная губка базирующего приспособления приоткрывается, центрирующие штифты 2J устройства входят в заранее обработанные отверстия в верхнем торце детали 5 и разворачивают ее. При невозможности развернуть деталь скалка l8 отрывается от упора-контакта 20 и дает команду на останов станка. При дальнейшем перемещении под рабочими позициями диска 7 зажатая деталь подводится под различные инструментальные шпиндели. В диск 7 вставлены щпиндели, у которых в верхнем положении ползуна Ь лимб 14 пиноли 9 прижат пружиной к упору It/. При опускании ползуна пиноль 9 опускается вместе с ним, пока рычаг 12 не коснется жесткого упора 13. При дальнейшем опускании ползуна элемент вилки, установленной на фасонном рычаге 12, будет перемещать пиноль У относительно держателя 8 вниз. Величина
хода пиноли относительно держателя зави сит от соотношения плеч рычага 12.
Упор-контакт 15 обеспечивает стабильность глубины обрабатываемых отверстий и сигнализирует о неисправностях работы станка.
Для обработки пазов в деталях на неподвижной части станка укреплена ось 22 с двумя рычагами 23 и 24.
При вращении кулачкового распределительного вала станка двуплечий рычаг 31 сообщает движение роликам 29 и 30, которые через профильные накладки 27 и 28 передают движение рычагам 23 и 24, на конце которых закреплены фрезерные головки. При повороте головок происходит врезание.
Предмет изобретения
1.Многопозиционный станок по авт. св. N° 192596, отличающийся тем, что, с целью расщирения технологических возможностей,
включая обработку в деталях глубоких отверстий и пазов, он снабжен фрезерной головкой и механизмом управления пере.мещениями инструментального шпинделя, кинематически связанными с приводом станка.
2.Станок по п. 1, отличающийся тем, что, с целью одновременной обработки пазов в нескольких деталях, он снабжен несколькими фрезерными головками, расположенными на фасонных рычагах, связанных общей осью
со станиной станка, причем свободное плечо каждого рычага взаимодействует с роликами, кинематически связанными с кулачковым распределительным валом.
3.Станок по п. 1, отличающийся тем, что механизм управления перемещениями инструментального шпинделя выполнен в виде фасонного рычага, ось которого закреплена на ползуне, одно плечо при рабочем ходе шпинделя взаимодействует с неподвижной
частью станка, а другое - со шпинделем.
1Риг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Многопозиционный станок | 1980 |
|
SU944832A1 |
| Станок для изготовления гладких бус | 1977 |
|
SU768650A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК | 1973 |
|
SU387818A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ ПЛОСКИХ МАЛОГАБАРИТНЫХДЕТАЛЕЙ | 1968 |
|
SU222133A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |