11
Изобретение относится к способам финишной обработки отверстий и мо- может быть использовано для доводки тонкостенных гильз с неравножестким сечением.
Цель изобретения - повышение точности и качества обрабатываемых отверстий деталей комбинированным инструментом.
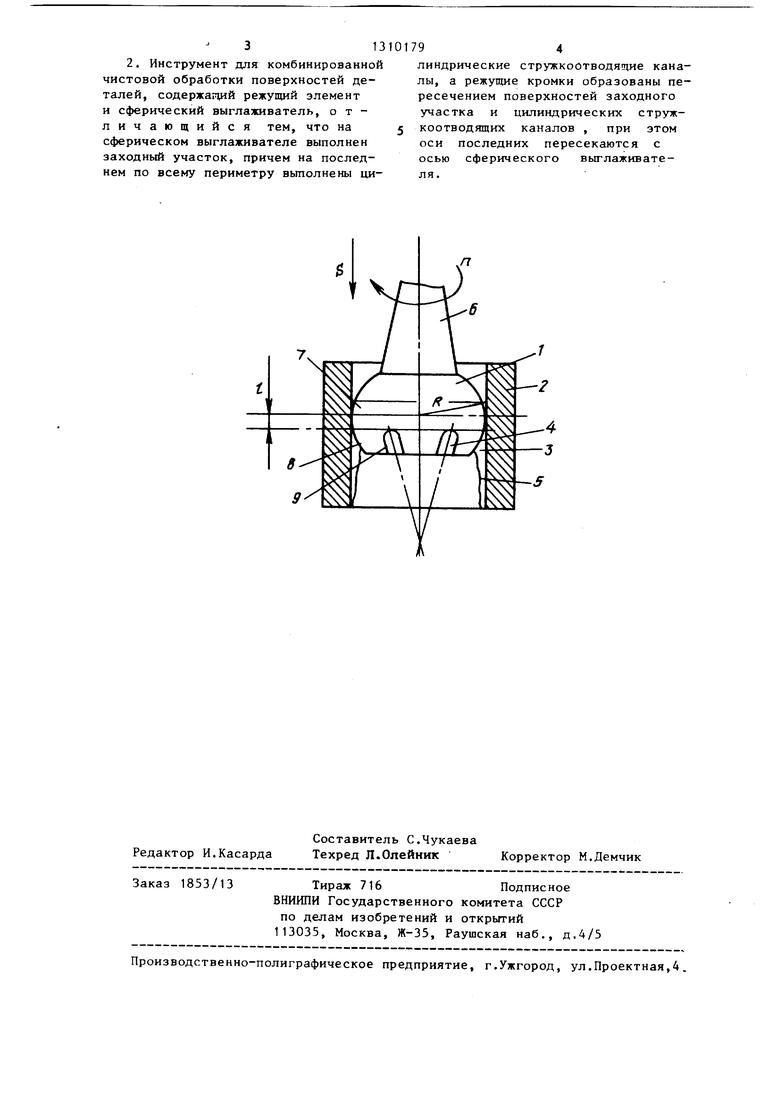
На чертеже изображен инструмент для комбинированной чистовой обработки поверхностей деталей.
Способ осуществляют следующим образом.
Выглаживателю 1 и детали 2 прида- ют взаимные контактные нагрузки по всему периметру обрабатываемого отверстия и относительные вращательные п и поступательные S перемещения. Образующуюся воздействием кон- тактных нагрузок волну 3 пластически деформированного металла удаляют равномерно расположенными по окружности режущими кромками 4. При этом припуск под выглаживание остав ляют равным высоте микронеровностей Rf исходной поверхности 5 обрабатываемого отверстия.
Инструмент для осуществления способа содержит корпус 6, выглаживател 1 с калибрующим 7 и заходным 8 участками. На последнем вьтолнены режущие кромки 4 в виде линий пересечени поверхности заходного участка с поверхностями стружкоотводящих каналов 9. Режущие кромки в осевом направлении удалены от калибрующего участка на расстояние И, определяемое соотношением
.
,-
е л12К
R ,
где R - радиус калибрующего участка выглаживателяJ
R - высота микронеровностей ис- ходной поверхности отверстия .
Калибрующий 7 и заходный 8 участк выполнены на одной и той же сферической поверхности. Поверхности струж- коотводящих каналов выполнены в виде цилиндрических канавок, оси которых пересекаются с осью выглажива- теля .
Пример . Предлагаемый способ опробован в производственных условиях при финишной обработке отверстий тонкостенных гильз диаметром 20 мм
5
Ю
0
ь-3035 40
25
45
50792
и исходной поверхностью R 6,3 мкм из бронзы БРОСН 10-2-3. Обработка осуществляется на координатно-рас- точном станке. В качестве инструмента используется выглаживатель, рабочая часть которого выполнена из твердого сплава ВК8. В качестве смазываю- ще-охлаждающей жидкости применяется смесь, состоящая из 10% керосина и 90% сульфофрезола. Обработка ведется при подаче S 0,014 - 0,125 мм/об и скорости резания V 17,5 м/мин.
Финищная обработка отверстий сферическим выглаживателем с попутным удалением волны пластически деформированного металла и оставленным под выглаживание припуском, равным высоте микронеровностей исходной поверхности обрабатываемого отверстия, позволяет получить стабильные формы отверстия в продольном и поперечном сечениях в пределах 3 мкм; стабильную шероховатость поверхности отверстий не выше R. 0,8 мкм.
Формула изобретения
1. Способ комбинированной чистовой обработки поверхностей деталей, при котором осуществляют поверхностное пластическое деформирование сферическим выглаживателем и срезание режущими кромками волны пластически деформированного металла, образуемого в зоне контакгньк нагрузок сферического выглаживателя с деталью, отличающийся тем, что, с целью повышения точности и качества обрабатываемых отверстий деталей комбинированным инструментом, контактные нагрузки прилагают одновременно по всему периметру обрабатываемой поверхности отверстия,а режущие кромки равномерно располагают по окружности сферического выглаживателя в осевом направлении от наибольшей диаметральной плоскости на величину , причем последнюю определяют следующим соотношением
Е 42R- R ,
R - радиус деформирующей части сферического выглаживателя;
R - высота микронеровностей исходной поверхности отверстия.
313101
2. Инструмент для комбинированной чистовой обработки поверхностей деталей, содержаддий режущий элемент и сферический выглаживатель, отличающийся тем, что на 5 сферическом выглаживателе выполнен заходный участок, причем на последнем по всему периметру вьтолнены ци794
линдрические стружкоотводящие каналы, а режущие кромки образованы пересечением поверхностей заходного участка и цилиндрических струж- коотводящих каналов , при этом оси последних пересекаются с осью сферического выглаживате- ля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| Протяжка | 1977 |
|
SU745610A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| Устройство для комбинированной обработки отверстий | 1982 |
|
SU1057196A1 |
| Устройство для вибрационного выглаживания цилиндрических деталей | 1976 |
|
SU703317A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Инструмент для глубокого сверления | 1990 |
|
SU1773583A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
Изобретение относится к финишной обработке отверстий комбинированным инструментом и может быть использовано для доводки тонкостенных гильз с неравножестким сечением. Цель изобретения - повьппение точности и качества обработки. Для этого к выглаживателю и детали прилагают взаимные контактные нагрузки с одновременным удалением волны пластически деформированного металла режущими кромками, равномерно расположенными по окружности выглаживателя. При этом припуск под выглаживание оставляют равным высоте микронеровностей исходной поверхности обрабатьг- ваемого отверстия. Режущие кромки в осевом направлении удалены от калибрующего участка на расстояние, определяемое по соответствующей зависимости. Обеспечиваются равномерное распределение припуска по периметру отверстия при резании и стабилизация его при выглаживании. 2 с.п, ф-лы, 1 ил. i (Л со
Редактор И.Касарда
Составитель С.Чукаева
Техред Л.Олейник Корректор М.Демчик
Заказ 1853/13
Тираж 716Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4.
| СПОСОБ КОМБИНИРОВАННОЙ УПРОЧНЯЮЩЕ-ЧИСТОВОЙОБРАБОТКИ | 0 |
|
SU358136A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
