Изобретение относится к изготовлению режущего инструмента, а именно к изготовлению концевых фрез. Цель изобретения - повышение качества обработанной поверхности путем уменьшения вибрации за счет неодновременного входа в зону резания зубьев фрезы, так как различная ширина зубьев (при резании боковыми зубьями) создает различную ширину среза для каждого зуба, что совместно с их перемещением и расположением вдоль оси определяет снижение вибраций. Применение предлагаемого способа приведет к снижению трудоемкости изготовления фрез благодаря испоЛьзованию принципа- прямого деления на универсальном оборудовании. На фиг. 1 изображена схема навивки ленты; на фиг. 2 - готовая концевая фреза. Изготавливается концевая фреза диаметром 45 мм из ленты быстрорежущей стали марки Р6М5 сечением 6 Л 4 мм на модернизированном токарном станке с установленным на суппорте индуктором для подогрева ленты до 1100 С. Режущую часть 1 в виде пружины навивают на оправку 2 с неравномерным шагом Р с углом подъема to, равным и равным углу наклона стружечных канавок, причем шаг увеличивается к хвостовику фрезы. Лента закрепляется к оправке с использованием пайки или сварки. Затем проре|3ают стружечные канавки 3, а режущая часть разделена винтовыми канавками 4 на элементы 5.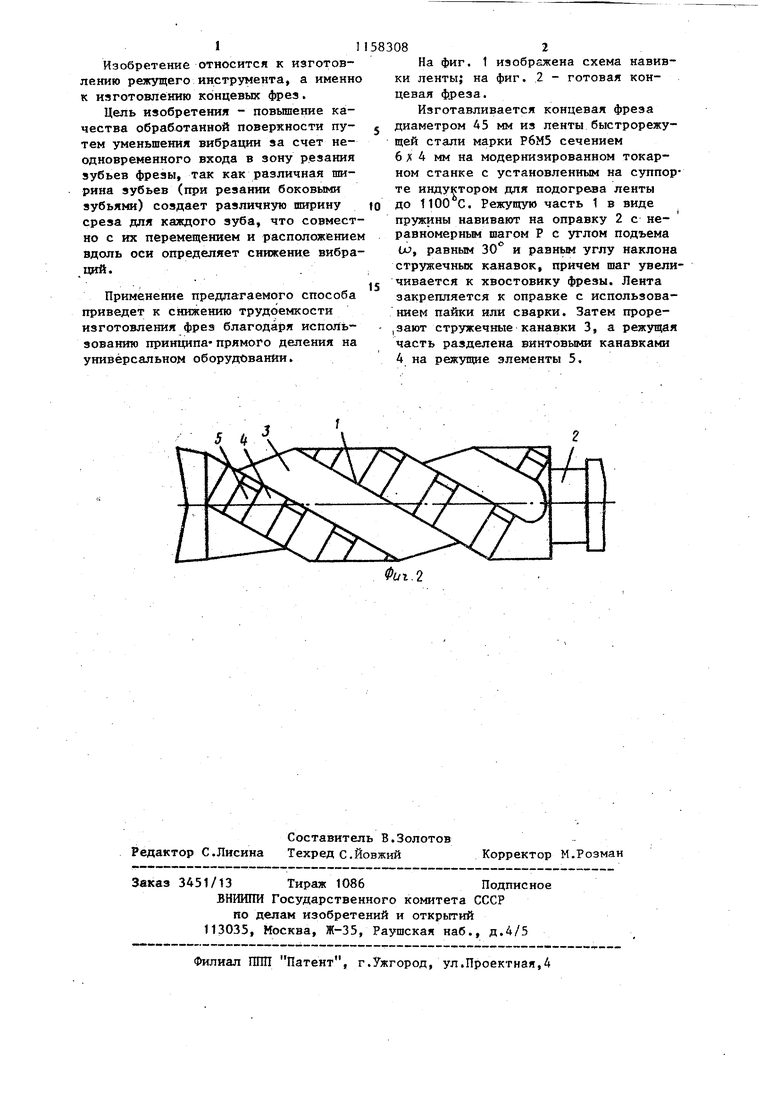
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| КОНЦЕВАЯ ФРЕЗА С НЕСИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ УГЛОВ ОТКЛОНЕНИЯ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2650019C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2005 |
|
RU2281837C1 |
| Инструмент для удаления поверхностных дефектов | 1989 |
|
SU1715648A1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| Концевая фреза | 1991 |
|
SU1808521A1 |
| КОРПУС ФРЕЗЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2126736C1 |
| Режущий инструмент | 1987 |
|
SU1468686A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, по которому на оправку навивают ленту прямоугольного сечения, закрепляют ее на оправке, прорезают стружечные канавки и затачивают режущую часть, отличающийся тем, что, с целью похгышения качества обрабатываемой . поверхности путем уменьшения вибраций, ленту навивают с углом подъема, равным углу наклона стружечных канавок, и неравномерным шагом, увеличивающимся к хвостовику, причем максимальное значение шага равно - где - максимальный шаг спирали ленты, мм; h - количество стружечных канавок; 1 - «соэффициент перекрытия зот 9 ны резания одним зубом; 8- ширина зуба, мм.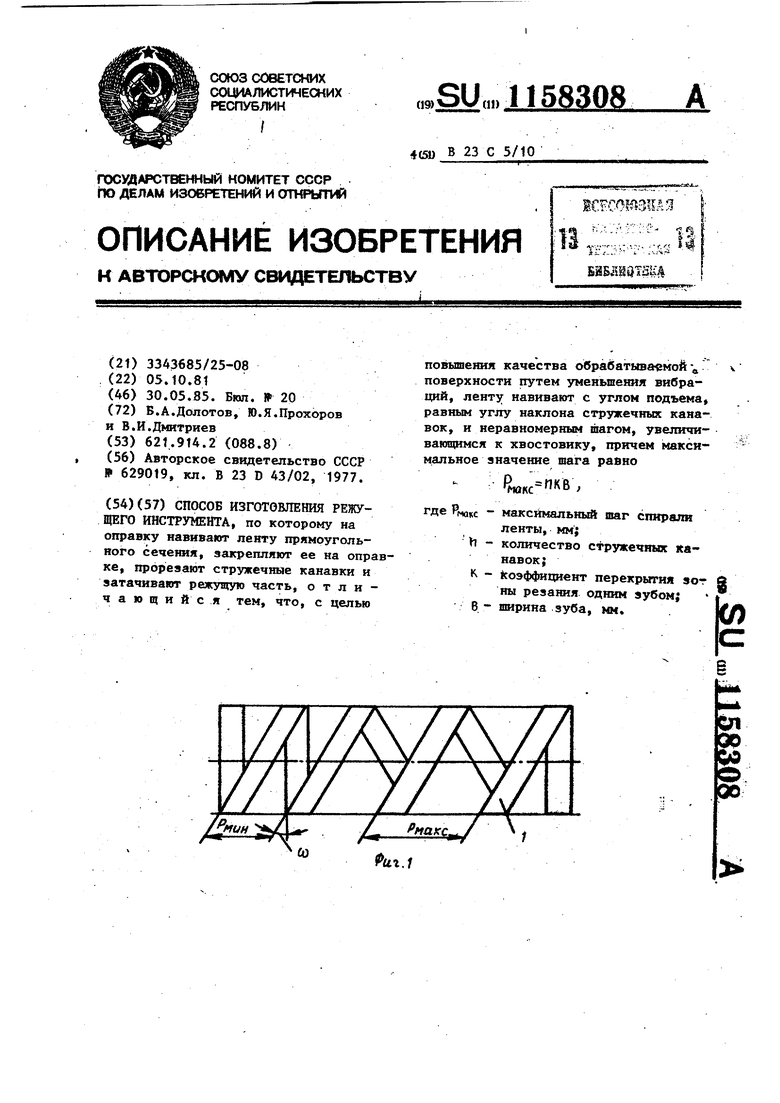
| Способ изготовления протяжки | 1977 |
|
SU629019A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
