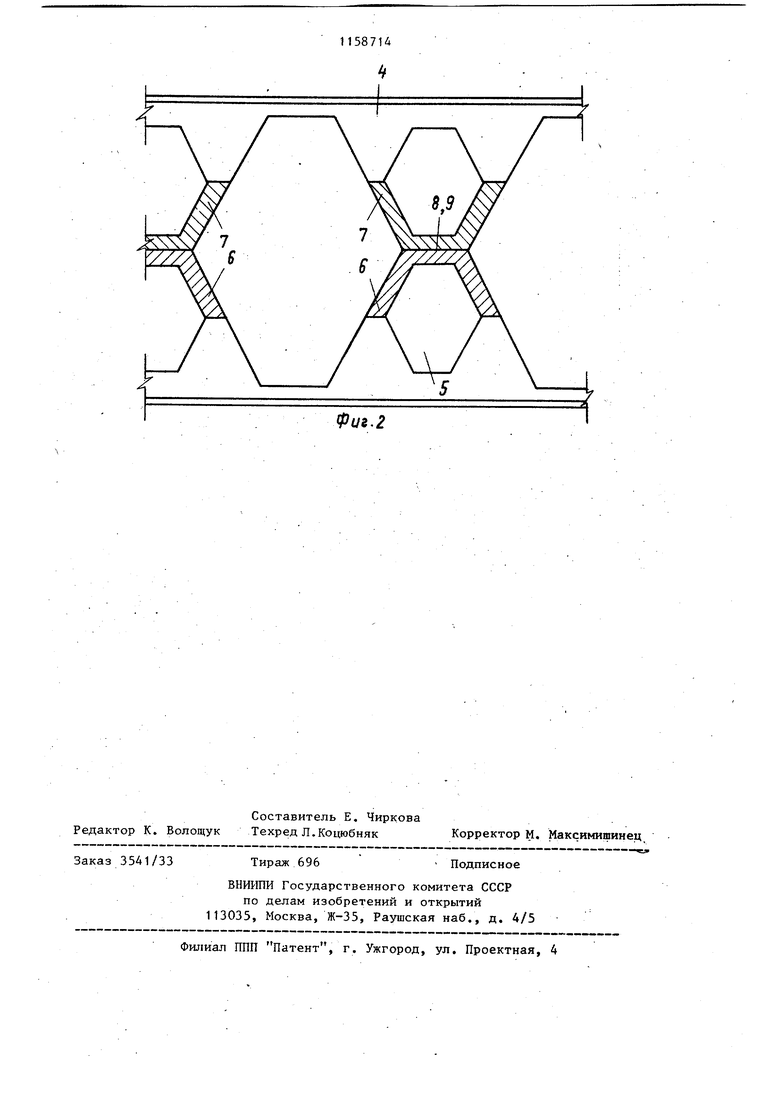
Изобретение относится к строитель ству и может быть использовано при изготовлении строительных-элементов из прокатных профилей. Известен способ изготовления стро ительных элементов в видебалок с пе форированной стенкой посредством рос пуска исходной заготовки по зигзагообразной линии с последующей раздвиж кой и. соединением через вставку выступов стенки полученных частей Недостатком данного решения является применение дополнительных деталей для вставок, что увеличивает расход металла на строительный элемент и трудоемкость его изготовления Наиболее близким к предлагаемому является способ изготовления металлической перфорированной балки путем роспуска заготовки по ломаным зигзагообразным линиям с последуннцей стыковкой образованных частей по выступающим участкам Г21. Недостатком известного способа являются ограниченные жесткость и несущая способность получаемого элемента за счет небольшой высоты и малый размер полученных отверстий непригодных для пропуска коммуникаций . Цель изобретения - увеличение жесткости и несущей способности баллеи за счет увеличения ее строительно высоты с одновременным образованием крупногабаритных отверстий для пропуска коммуникаций. Поставленная цель достигается тем что согласно способу изготовления металлической перфорированной балки путем роспуска заготовки по ломаным зигзагообразным линиям с последующей стыковкой образованных частей по выступающим участкам, роспуск заготовки производят по основной продоль ной линии и дополнительным, расположенным по обе стороны от основной прерывистым линиям на полволны зигзага с образованием, -/-образньрс элементов, попарно объединяемых выступающими основаниями, а части распущенной балки соединяют через спаренные -У -образные элементы, при этом ширина торцов ветвей элементов равна ширине выступающих участков. На фиг. 1 показана схема роспуска заготовок; на фиг. 2 - полученная перфорированная балка, вид сбоку. Исходная заготовка роспускается по основной продольной линии 1 и дополнительным прерывистьм линиям 2 и 3, расположенным по обе стороны от основной линии 1. В результате такого роспуска образуются две части 4 и 5, а также V-/ -образные элементы 6 и 7 (на чертежах для наглядности заштрихованы). Элементы 6 и 7 стыкуют друг с другом выступающими основаниями 8 и 9, а части 4 и 5 В1(ступающими участками 10 и 11 жестко прикрепляют к торцам 12 ветвей элементов 6 и 7. Ширина торцов 12 ветвей элементов 6 и 7 равна ширине выступающих участков 10 и 11 частей 4 и 5. В результате после соединения частей 4-и 5 с вставками 6 и 7, также соединенных между собой, образуется перфорированная балка увеличенной высоты с чередующимися отверстиями двух видов - крупногабаритных и более мелких, расположенных в два ряда по высоте. Предложенный способ может использоваться для изготовления как элементов с параллельными полками, так и переменной высоты. В последнем случае основная зигзагообразная пиния вписывается в две расходящиеся прямые. При расстоянии а от дополнительной линии роспуска до грани элемента, высоте заготовки h высота полученного элемента Н составит Н 4h - 10а . В то же время для прототипа при роспуске по двум параллельным линиям заготовки высотой li высота элемента Н 3 - 6й, что на 15-20% меньще высоты балки по данному решению, т.е. предлагаемый способ позволяет получить алку с лучшими характеристиками.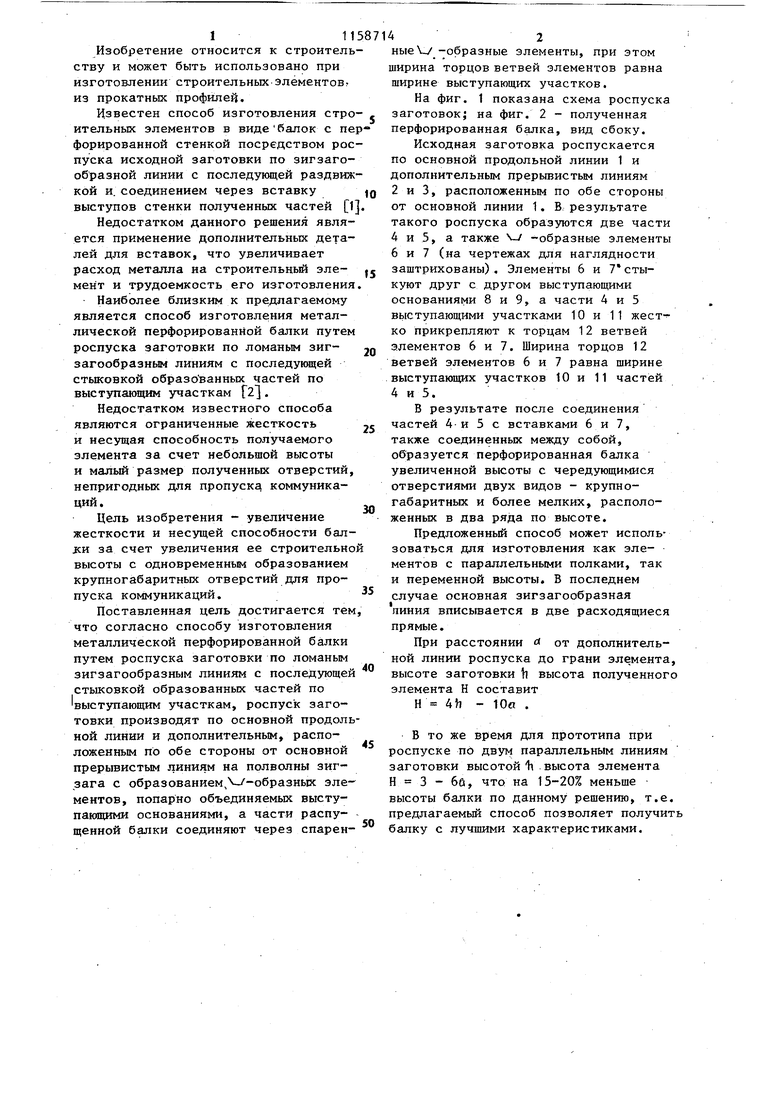
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлической перфорированной балки | 1985 |
|
SU1330280A1 |
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1821536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1997 |
|
RU2148132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2006 |
|
RU2339481C2 |
| Способ изготовления облегченных балок | 1982 |
|
SU1097766A1 |
| Способ изготовления строительного элемента | 2021 |
|
RU2770712C1 |
| Способ изготовления металлической перфорированной балки | 1988 |
|
SU1609529A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1997 |
|
RU2148131C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПЕРФОРИРОВАННОЙ БАЛКИ путем роспуска заготовки по ломаньвч зигзагообразным линиям с последующей стыковкой образованных частей по выступающим участкам, отличающийся тем, что, с целью увеличения жесткости и несущей способности балки за счет увеличения ее строительной высоты с одновременные образов.анием крупногабаритных отверстий для пропуска коммуникакий, роспуск заготовки производят по основной продольной линии и дополнительным, расположенным по обе стороны от основной прерывистым линиям на полволны зигзага с образованием -/- образных элементов, попарно объединяемых выступающими основаниями, а части распу- S щенной балки соединяют через спарен(Л ные -образные элементы, при этом ширина торцов ветвей элементов равна ширине выступающих участков. СП 00 
| ,1 | |||
| Волоконно-оптический пробник | 1987 |
|
SU1484305A3 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
