ел
;о
4
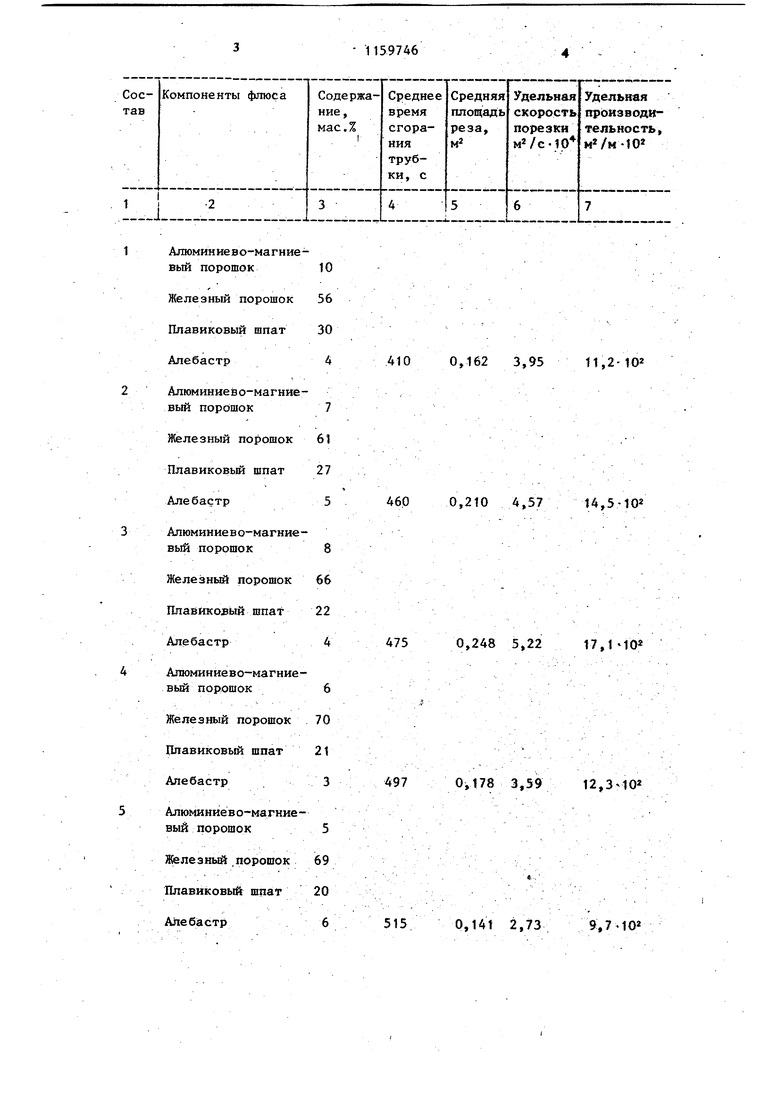
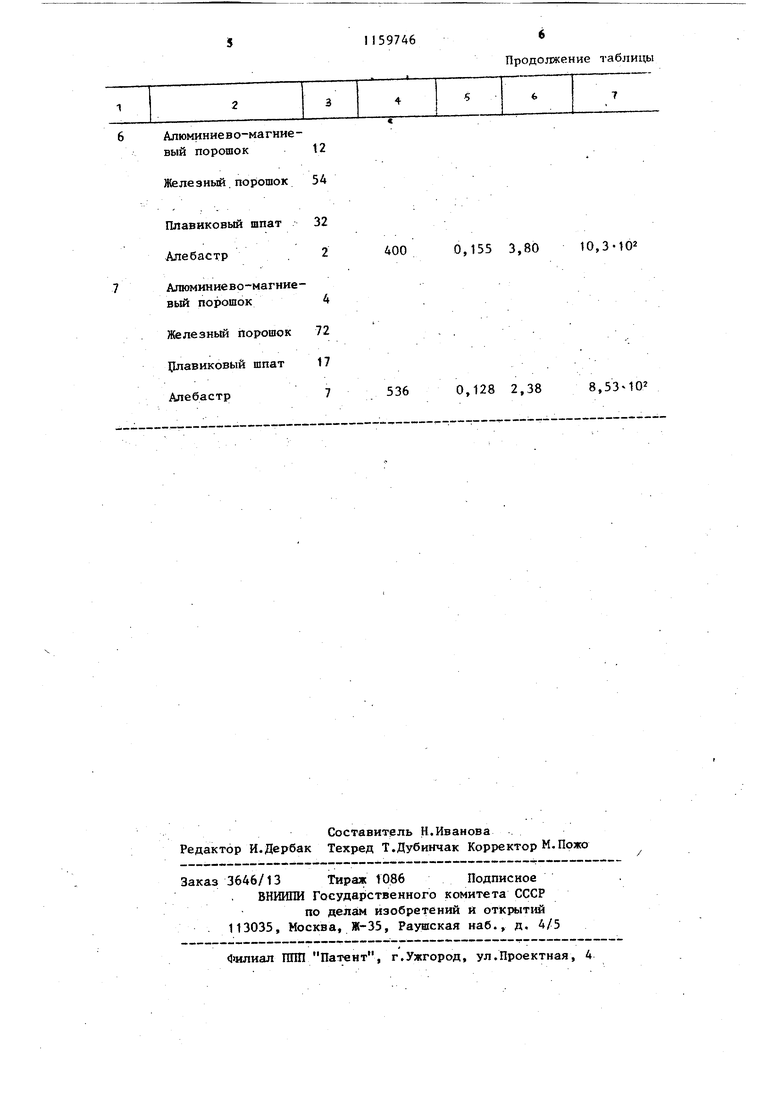
Ь Изобретение относится к кислород но-флюсовой резке, в частности к электродным покрытиям стальных огнерезных трубок, примеHHei-Oiix преи мущественно для резки настылей и корок, находящихся в горячем состоя нии в чугуновозных ковшах. Цель изобретения - повышение производительности резки, улучшение технологических свойств электрода и снижение стоимости покрытия. Для достижения указанной цели в покрытие для кислородной резки дополнительно введены плавиковый шпат и алебастр при следукяцем соотношении компонентов, мас.%: Алюминиево-магниевый . порошок5-10 Железный порошок . 56-70 Плавиковый шпат 20-30 Алеёастр3-6 Алебастр стабилизирует процесс .горения покрытия, вследствие чего покрытие и трубка сгорают одновреме но, что способствует повышению производительности процесса резки. Замена част алюминиёво-магниево .го порошка эквивалентным по выделению тепла железным порошком обусловлена снижением стоимости покрыти без снижения его эффективности. Стабилизация горения способствует пЬвьш1енмо производительности процес са резки. Кроме того, алебастр (жже ный гипс), являясь СВЯЗУ10ЩИМ покрытия, способствует равномерному его распределению по трубке и более быс рому высыханию флюса, что ускоряет процесс Изготовления офлюсованных трубок. изготавливают смесь предлагаемог покрытия путем тщательного перемеши вания компонентов покрытия с последующим замесом на яащком стекле до тестообразного состояния, затем нан сят на стальную огнерезную трубку равномерным слоем толщиной 3 - 3,5м сушат при комнатн-ой температуре до полного затвердевания флюса. В таблице приведены результаты эксперимента, полученные при резке горячей настыли (500С) при помощи стальных огнерезных трубок. Длина сгоревшей части трубки составляет в среднем 1,5 м. Площадь реза определяют как произведение средней длины реза на среднюю толщину настыли, а удельную производительность - как частное от деления средней площади реза на длину сгоревшей части трубки {1,5 м). Анализ результатов опыта показывает, что уменьшение содержания алюминий-магниевоГо порошка менее 5 мас.% (состав 8) приводит к снижению производительности до , что . экономически нецелесообразно. Увеличенное Содержание алюминиймагниевого порошка более tO мас.% (состав 7), хотя и более эффективно по производительности (до 10,3 ), чем низкие его содержания, но не достигает оптимальных значений и приводит к увеличению стоимости офлюсованных трубок-. Уменьшение доли железного порошка менее 56 мас,% (состав 7) и увеличение более 70 мас.% (состав 8) также не приводит к увеличению производительности по сравнению с :оптимальным его содержанием во флюсе в пределах 56 -70 мас.%. Аналогично нецелесообразно уменьшение доли плавикового шпата ниже 20 мас.% (состав 8) и более 30 мас.% (состав 7), а также уменьшение доли алебастра менее 2 мас.% и увеличение более 6 мае.%. Таким образом, использование стальных трубок с предлагаемым покрытием (составы 2 - 6) позволяет значительно повысить производительность и технологичность процесса резки при невысокой стоимости покрытия.
Алюминиево-магниевый порошок
Железный порошок Плавиковый шпат Алебастр
Алюминиево-магниевый порошок
Железный порошок Плавиковый шпат Алебастр
Алюминиево-магниевый порошок
Железный порошок Ппавиковый шпат Алебастр
Апюминиево-магниевый порошок
Железный порошок Плавиковый шпат Алебастр
Алюминиёво-магниевый порошок
Железный порошок Плавиковый шпат Алебастр
4100,162 3,9511,2-102
4600,210 4,5714,5-102
475
0,248 5,2217,1402
497
0,178 3,5912,3-10
515
0,141 2,73
9,740
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для кислородной резки | 1977 |
|
SU625876A1 |
| Флюс для кислородно-флюсовой резки | 1977 |
|
SU625875A1 |
| Флюс для кислородно-кольцевой резки | 1977 |
|
SU643265A1 |
| Электродное покрытие для сварки низкоуглеродистых и низколегированных сталей | 1990 |
|
SU1759588A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2000 |
|
RU2197537C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА для НАПЛАВКИ | 1972 |
|
SU338336A1 |
| Состав электродного покрытия | 1983 |
|
SU1074692A1 |
| КОНСТРУКЦИЯ СВАРОЧНОГО АППАРАТА-РЕЗАКА С ФУНКЦИЕЙ НАПЫЛЕНИЯ | 2003 |
|
RU2252119C2 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1977 |
|
SU651930A1 |
ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ, премущественно настылей и корок чугуновозных ковшей, содержащее алюминиево-магниевый порошок и железный порошок, о т л и чающее ся тем, что, с целью повышения производительности резки, улучшения технологических свойств электрода и снижения стоимости покрытия, оно дополнительно содержит плавиковый шпат и алебастр при следующем соотношении компонентов, мас.% Алк тниево-магниевый порошок5-10 Железный порошок 56-70 Плавиковый шпат 20-30 Алебастр3-6 (О
вый порошок
Железный порошок
Плавиковый шпат
Алебастр
Алюминиево-магниевый порошок
Железный порошок
Цлавиковый шпат
Алебастр
0,155 3,80 10,3-102
0,128 2,38
8,53ПОг
| Флюс для кислородной резки | 1977 |
|
SU625876A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
