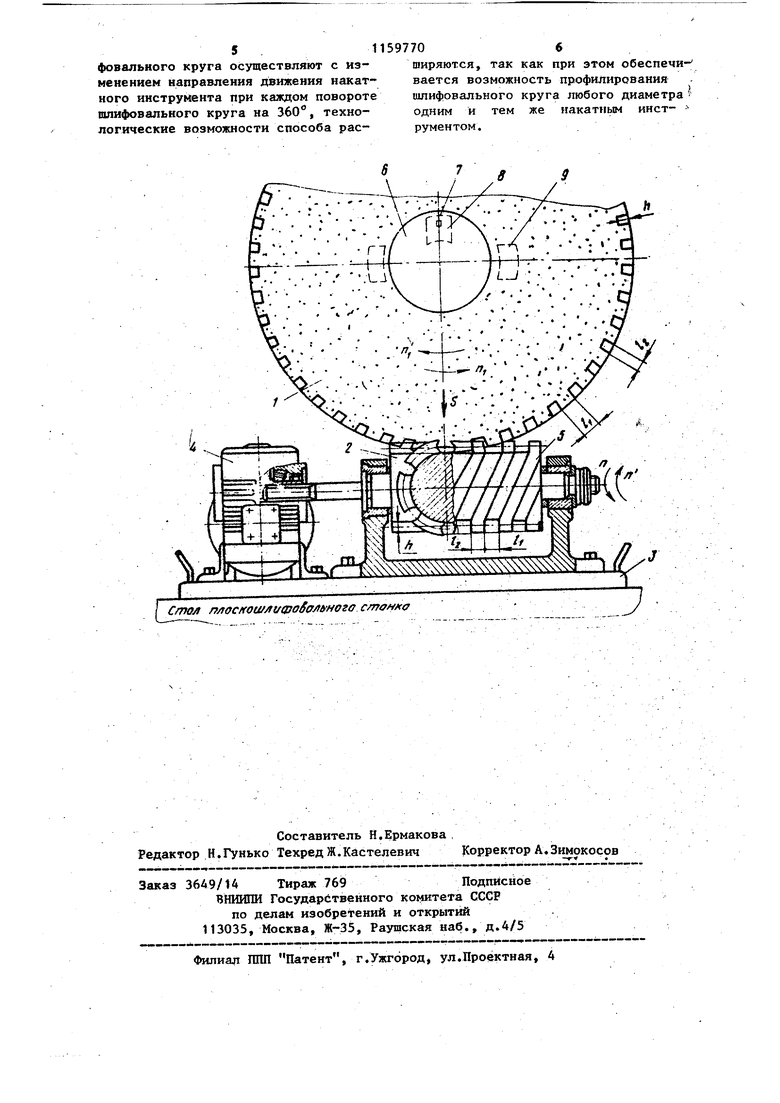
сд о М 1 Изобретение относится к обработке деталей шлифованием и может быть использовано при изготовлении деталей ответственного назначения, к качеству поверхностного слоя которых предъявляются повьшенные требования. . Известен способ профилирования прерывистого пшифовального круга режущим инструментом на станке, по которому режущему инструменту сообщают вращение и периодическое перемещение, а шлифовальный круг поворачивают на заданный угол, чередуя с периодическим перемещением режущего инст эумента 1. Однако способ обладает низкой про изводительностью, так как прорезка пазов на шлифовальном круге производится дискретно. Известен также способ профилирова ния прерывистого шлифовального круга накатнь1м инструментом на станке, по которому накатному инструменту сообщают связанное с вращением шлифовального круга движение, исключающее относительное скольжение их рабочих поверхностей в направлении вращения шпифовального круга, и пери одическую подачу на врезание, а в зону контакта струей подают охлаждающую жидкость 2. Однако известньш способ не обеспечивает возможность профилирования прерывистых шлифовальных кругов разного диаметра одним инструментом, так как приводит к срезанию выступов при многооборотном вращении шлифовального круга. Цель изобретения - расширение тех нологических возможностей способа путем профилирования прерывистых шлифовальных кругов различного диаметра одним накатным инструментом. Цель достигается тем, что согласно способу профилирования прерывистого шлифовального круга накатньм инструментом на станке, по которому накатному инструменту сообщают связанное с вращением шлифовального круга двилсение, исключакицее относительное скольжение их рабочих повер ностей в направлении вращения шлифовального круга, и периодическую подачу на врезание, направление движения накатного инструмента изменяют на противоположное при каждом поворо те шлифовального круга на 360. На чертеже показан вариант реализации предлагаемого способа. 0 Для профилирования прерьшистого пшифовального круга 1 служит накатной инструмент 2, установленный, например, в приспособлении 3, содержащем привод 4 вращения. В этом случае накатной инструмент 2 имеет рабочую поверхность в виде винтовых выступов 5. Профилирование шлифовального круга 1 осуществляют при связанном вращении круга 1 и движении накатного инструмента 2 таким образом, что в направлении вращения шлифовального круга исключается проскальзывание их рабочих поверхностей. При повороте шлифовального круга на 360° изменяют направление движения накатного инструмента на противоположное, при зтом направление вращения шлифовального круга также изменяется, а условие отсутствия скольжения рабочих поверхностей круга и накатного инструмента в направлении вращения шлифовального круга сохраняется. Периодически накатному инструменту (или шлифовальному кругу) сообщают подачу на врезание. При необходимости накатной инструмент может перемещаться перпендикулярно плоскости вращения шлифовального круга или в другом направлении со скольжением его рабочей поверхности в этом направлении относительно поверхности шлифовально о круга. Предлагаемый способ профилирования шлифовального Круга осуществляют следующим образом. На столе плоскошлифовального станка устанавливают приспособление 3 для изготовления прерьшистой рабочей поверхности шлифовального круга 1, содержащее привод 4 вращения с частотой вращения 50-250 обУмин. На шпинделе 6 со стороны противоположной шлифовальному кругу на расстоянии от оси шпинделя не менее 15 мм устанавливают светодиод 7, а на отдельном кронштейне (условно не показан) - фотозлемент 8. С целью исключения влияния освещенности помещения на точность срабатывания обьтно применяют светодиод и фотозлемент, раб1 тающие в люминисцентном или инфракрасном свете. Фотозлемент может быть соединен с усилителем электрического сигнала, например с усилителем типа К-140-УД, собранном по компарационной схеме. Усилитель электрического сигнала связан с счетчиком импульсов (сигналов), который в свою очередь соединен с управляющим элементом реверса привода вращения и уп равляющим элементом электромагнитног тормоза 9 .шпинделя 6. Продольным и поперечным перемещениями стола станка устанавливают накаТной инструмент 2 таким образом, чтобы его ось была перпендикулярна оси шпинделя 6 и симметрична .торцам шлифовального круга 1. Привод шпинделя 6 шлифовального круга 1 отключа ют. В некоторых случаях для уменьшения силы накатывания снимшот ремень, соединяющий электродвигатель станка с шпинделем шлифовального круга. Путем радиальной подачи пшифовального круга 1 накатной инструмент 2 слегка прижимак т к неподвижному шлифовальному кругу. В зону контакта подают охлаждающую жидкость,Включают привод 4 вращения. Накатной инструмент 2, вдавливаясь в шлифовальный круг 1, скалывает частицы абразива и связки, которые уносятся струей охл.аждающей жидкости. На поверхности шлифовального круга образуется профиль, соответствующий выступам и впа динам накатного.инструмента 2. Глуби на впадин и высота выступов на шлифовальном круге равна величине радиальной подачи S шлифовального круга на Накатной инструмент. При вращении
накатного инструмента в направлении движения по часовой стрелке с числом. оборотов п шлифовальный круг вследствие фрикционной связи с накатным
инструментом получает принудительное 35 вращение, обкатываясь по накатному инструменту против часовой стрелки с числом оборотов п. При этом на рабо чей поверхности шлифовального круга формируются впадины и выступы,причем 40 протяженйость впадин на рабочей понерХ1 сти шлифовального круга соответг ствует протяженности, выступов накаткого инструмента /82 протяженность выступов на рабочей поверхности шлифо-.5 вапьного круга (за исключением одного) соответствует протяженности sna дни накатного инструмента .При каж дом повороте шлифовального круга совместно с шпинделем 6 на: 360° све- 50 тодиод 7, установленный на шпинделе 6, проходит напротив фотоэлемента 8. Световой поток (инфракрасный или
ультрафиолетовый) падает на фотоэле- . мент 8. Фотоэлемент 8 при падении на 55 него пучка света от светодиода 7 вырабатывает электрический сигнал,который усиливается усилителем, собранным
Предлагаемый способ может.быть реализован на различных типах шлифовальных станков, причем в приспособлении для формирования прерывистой рабочей поверхности могут быть использованы электродвигатели как постоянного, та и переменного тока, а также накатные инструменты (ролики, рейки и т.д.) с постоянными и переменными протяженностями выступов и впадин, переменным отношением протяженностей выступов и впадин с прямыми, наклонными и фигурными выступами и впадинами.
Наиболее эффективно применение предлагаемого способа для получения прерывистой рабочей поверхности .шлифовальных кругов на керамической связке. Время профилирования круга 1Ш 250 75-25 не превьш1ает 2-3 мин. Полученные прерывистые круги па . работоспособности не уступают преры,вистым кругам. Изготовленным другими известньми способами,например путем вырезки пазов на заточном станке, а по стойкости даже превосходят их.
, Благодаря тому, что профилирование, предлагаемого прерыв.истого шлипо -компарационнои схеме, и передяг- ся на счетчик импульсов. Счетчик импульсов -в зависимости от четности или нечетности сигнала подает команду на управляющий элемент реверса привода 4 вращения. Одновременно сигнал со счетчика поступает на управляющий элемент электрЬмагнитного тормоза 9 шпинделя 6. Электромагпитньш тормоз 9 обеспечивает мгновенный останов шпинделя 6 с то.чностью до нескольких сотых градуса по углу поворота шлифовального круга. Затем электромагнитный тормоз освобождает шпиндель, а привод 4 вращения начинает вращать накатной инструмент 2 в противоположном направлении с числом оборотов и , что приводит к вращению шлифовального круга по часовой стрелке. Число оборотов п п . При этом гилифовальному кругу 1 сообщают радиальную пода- чу S. Периодичность радиальной подачи S равна ЗбО поворота шлифовального круга. Величина радиальной подачи составляет 0,3-2,5 мм. Процесс повторяется до тех пор, пока не будет достигнута заданная глубина впадин h на рабочей поверхности шлифовального круга, которая равна сумме всех радиальных подач S шлифовального круга 1 на накатной инструмент 2. фовального круга осуществляют с изменением направления движения накатного инструмента при каждом повороте шлифовального круга на 360, технологические возможности способа расширяются, так как при этом обеспечивается возможность профилирования шлифовального круга любого диаметраодним и тем же накатнь1м инст- рументом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2163534C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| Способ накатывания профильных кругов из сверхтвердых материалов | 1990 |
|
SU1810194A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
СПОСОБ ПРОФИЛИРОВАНИЯ ПРЕРЬШИСТОГО ШЛИФОВАЛЬНОГО КРУГА НАКАТНЫМ ИНСТРУМЕНТОМ НА СТАНКЕ,по которому накатному инструменту сообщают связанное с вращением шлифовального круга движение, исключающее относительное скольжение их рабочих поверхностей в направлении вращения шлифовального круга, и периодическую подачу на врезание, отличающийс я тем, что, с целью расширения его технологических возможностей путем профилирования прерьшистых шлифовальных кругов различного диаметра одним накатным инструментом, направление движения накатного инструмента изменяют на противоположное при каждом повороте шлифовального круга на 360°. 0
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Якимов А.В | |||
| Оптимизация процесса шлифования | |||
| М., Машиностроение, 1975, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дашевский И.И | |||
| и др | |||
| Профильное шлифование деталей машин ,и приборов | |||
| М,, Машиностроение, 1,977, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
