В известных многовалковых машинах для правки листового проката шаг (расстояние между осями) опорных роликов выполняется равным шагу (расстоянию между осями) рабочих валков. Относительно малый шаг опорных роликов таких машин при соответствующих ему габаритах подшипниковых узлов ограничивает резко допустимые нагрузки на рабочие валки и снижает возможности правки листового проката.
Описываемая многовалковая машина для правки листового проката, по сравнению с известными, позволяет расширить диапазон толш,ин выправляемых листов, имеет более простую конструкцию и является более удобной в настройке и обслуживании.
Для этого применяют уменьшение шага рабочих валков при одновременном повышении допустимых усилий правки за счет применения блока из п опорных роликов и (2п - /) рабочих валков, шаг которых выполнен в два раза (или более) меньшим шага опорных роликовРабочие валки применяют двух диаметров с установкой больших из них в промежутках между опорными роликами, а меньших - над (для нижиего ряда) и под (для верхнего ряда) опорными роликами.
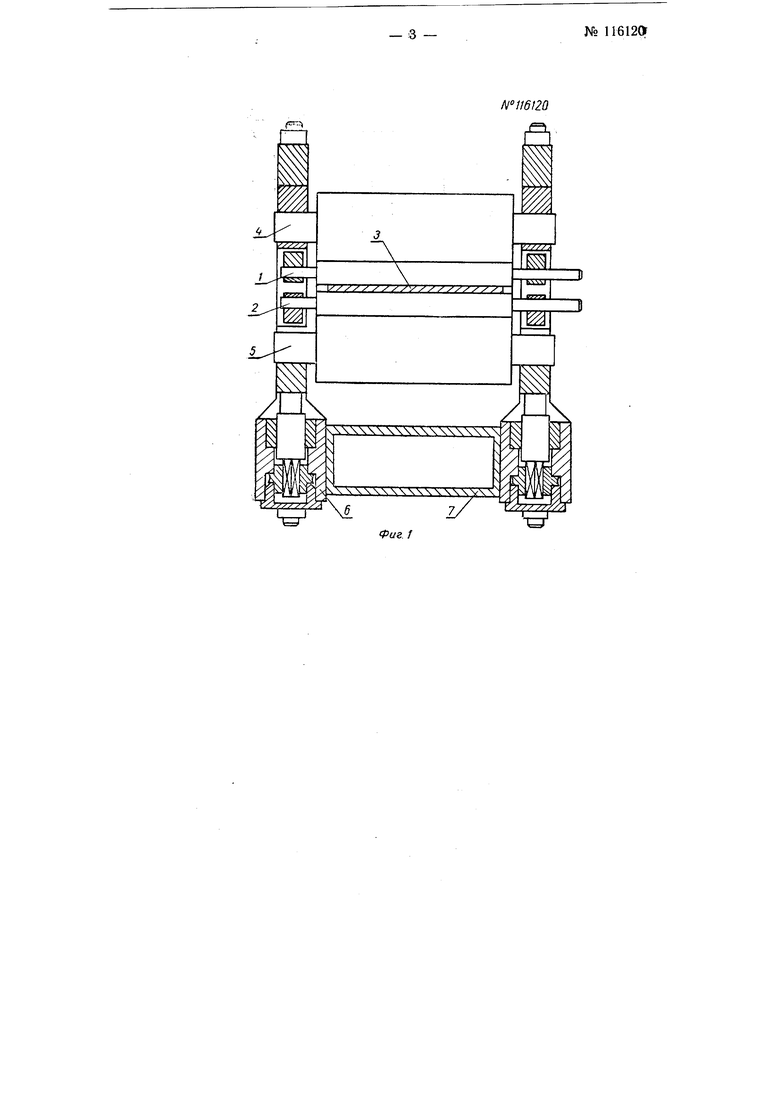
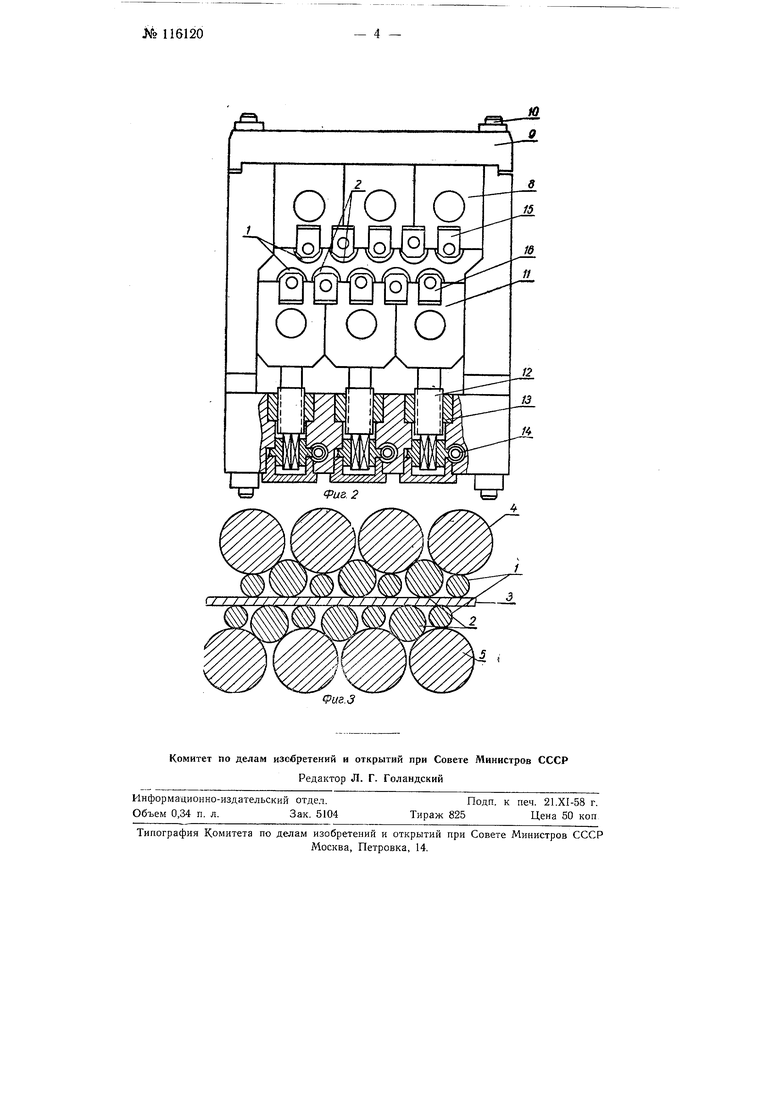
На фиг. 1 изображен вид машины спереди, на фиг. 2 - вид машины сбоку, на фиг. 3 -- схема взаимного расположения рабочих валков и опорных роликов.
Машина состоит из двух рядов рабочих валков / и 2, через которые пропускается выправляемый лист 3 проката опираюш,ихся соответственно на верхний ряд опорных роликов 4 и на нижний ряд опорных роликов 5. Число рабочих валков на единицу меньше удвоенного количества опорных роликов, причем рабочие валки выполнены двух диаметров с установкой больших из них в промежутках между опорными роликами.
К9 116120- 2 -
а меньших - над (для нижнего ряда) или под (для верхнего ряда) опорными роликами.
Согласно схеме расположения валков и роликов, приведенной на фиг. 3, шаг рабочих валков J к 2 равняется половинному расстоянию между осями опорных роликов. В случае применения в машине блока из двух опорных роликов и трех рабочих валков (например для шестивалковой машины) шаг последних может быть уменьшен, по сравнению с шагом опорных роликов, более чем в два раза за счет некоторого смеш,ения крайних рабочих валков (меньшего диаметра) от вертикальной оси во внутрь блока.
Машина имеет две станины 6, соединенные в нижней части траверсой 7, а в верхней части - стяжками (на чертеже не показаны). В проемах станины монтированы подушки для опорных роликов. Подушки 8 верхних опорных роликов закреплены на крышках 9 станины, соединенных со ттанинами стяжными болтами 10. Подушки 11 нижних опорных роликов опираются на нажимные винты 12, гайки 13 которых смонтированы в расточках нижней части станины. Вращение нажимных винтов 12 производится при помощи червячных передач 14. Подушки /5 и 16 рабочих валков установлены в пазах подушек 8 к 11 опорных роликов с необходимы-м уравновешивающим креплением подушек верхнего ряда.
Рабочие валки 1 меньшего диаметра являются приводными. Конструкция многовалковой машины для правки листового .проката может быть представлена и в других вариантах исполнения, в частности; регулируемым по высоте может быть выполнен верхний ряд опорных роликов; привод может быть .осуществлен как через опорные ролики, так и через рабочие валки большего диаметра; каждый из опорных роликов может быть выполнен разрезным или состоящим из отдельных секций И т. п.
Предмет изобретения
1.Многовалковая машина для правки листового проката, отличающаяся тем, что, с целью расширения диапазона толщин выправляемых листов, применяют уменьшение шага рабочих валков при одновременном повышении Д0|пустимых усилий правки за счет применения блока из п опорных роликов и (2п--/) рабочих валков, шаг которых выполнен в два раза (или более) меньшим шага опорных роликов.
2.Форма выполнения машины по п. 1, отличающаяся тем, что рабочие валки применяют двух диаметров с установкой больших из них в промежутках между опорными роликами, а меньших - над (для нижнего ряда) и .под (для верхнего ряда) опорными роликами.
.
W
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2179901C2 |
| Устройство для правки проката | 1980 |
|
SU893303A1 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2100116C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2201826C2 |
| ВИНТОВОЕ НАЖИМНОЕ УСТРОЙСТВО | 1992 |
|
RU2033285C1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Устройство для укладки прокатанных листов в штабель | 1960 |
|
SU133807A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 1970 |
|
SU262068A1 |