Изобретение относится к прокатному производству, а именно к машинам и способам правки дисковых пил из листового материала.
Известно устройство для правки, содержащее подвижную и неподвижную траверсы с установленным на их осях нечетным числом правильных роликов, расположенных в шахматном порядке и кинематически связанных между собой, кроме того устройство снабжено по меньшей мере двумя натяжными блоками, один из которых размещен перед правильными роликами, а другой - за ними, считая по ходу технологического процесса, подпружиненными в направлении от роликов, причем средний ролик на одной из траверс закреплен жестко, а остальные ролики смонтированы с возможностью возвратно-поступательного регулировочного перемещения по ходу технологического процесса, при этом кинематическая связь между роликами выполнена в виде бесконечно гибкого элемента, охватывающего оси роликов и блоки [1].
Недостатком данного устройства является то, что валки устанавливаются в одну линию с одинаковой величиной прогиба, а это ведет к проскальзыванию валков и появлению задиров на металле, а также к короблению диска.
Известны способы правки листового проката на многороликовых машинах. Правка на многороликовых машинах осуществляется путем перемещения исправляемого изделия между вращающимися роликами, расположенными в шахматном порядке.
Расстояние между рядами роликов регулируется и устанавливается обычно меньше толщины листа для обеспечения многократных чередующихся знакопеременных изгибов. При этом используют различные сочетания по величине последовательных прогибов листа каждым роликом или иначе различные технологические схемы правки, зависящие от размеров, механических свойств материала, требований к точности правки и т.д. [2].
Однако все эти многороликовые машины наиболее эффективны для листового проката, при правке же дисковых пил эффект сравнительно невысокий, металл после такой обработки подвергается короблению, а также характеризуется повышенными остаточными напряжениями.
Наиболее близкой по технической сущности к предлагаемой является машина для правки дисковых пил, используемая в цехе широкополочных балок Нижнетагильского металлургического комбината [3].
Машина для правки дисков пил состояит из следующих механизмов:
- механизм радиальной подачи диска в зону обработки, механизм вращения роликов, включающий два приводных ролика и блок холостых роликов, содержащий три неприводных ролика, а также механизм прижима блока холостых роликов, содержащий нажимной винт, вращаемый от двух независимых червячных передач.
Приводные ролики закреплены на станине машины и приводятся во вращение электродвигателем, холостые ролики связаны с нажимным механизмом, который создает общий прогиб. Зажатый таким образом диск так же приводится во вращение. Механизм подачи перемещает диск таким образом, чтобы валки как можно ближе подошли к посадочному отверстию, а затем перемещает диск, выводя его из валков.
Однако при работе машины качество правки диска получается неудовлетворительным, а именно получается дефект типа "тарелка". Основными причинами данного дефекта является следующее:- точки поверхности диска движутся по окружности таким образом, что при рабочем движении машины наблюдается проскальзывание роликов почти по всем линиям касания с диском. В результате проскальзывания по поверхности диска на металле образуются задиры и, следовательно, дополнительные касательные напряжения, приводящие к короблению диска;
- при обычной правке холостые ролики и N3 и N 5 настроены таким образом, чтобы прогибы создавали пластическую деформацию, а ролик N 2 находился на границе между упругой и пластической деформацией. Однако при разведении роликов - ролик № 1 уходит в зону упругих деформаций и в правке уже не участвует, а. ролики № 3 и № 5 все еще находятся в зоне пластических деформаций. Таким образом происходит не правка, а гибка.
Задачей изобретения является повышение качества правки дисковых пил.
Поставленная задача решается за счет того, что выправляемый диск вводят в ролики до посадочного отверстия диска со скоростью, равной 35-40% от максимальной скорости каретки, а выводят диск из роликов до достижения периферии диска с изменяющимися скоростями, зависящими от вида неплоскостности, при этом путь правки диска, разбивают на три равных участка, на границах которых задают величины скоростей в зависимости от максимальной скорости каретки, в частности, при неплоскостности поверхности типа "тарелка" вывод диска из роликов производят на скоростях:
скорость 1 4-6% - начало 1-го участка,
скорость 2 13-15% - начало 2-го участка,
скорость 3 38-42% - начало 3-го участка,
скорость 4 68-73% - конец 3-го участка,
при неплоскостности поверхности типа "винт" или "пропеллер" вывод роликов производят на скоростях:
скорость 1 4-6% - начало 1-го участка,
скорость 2 11-13% - начало 2-го участка,
скорость 3 28-32% - начало 3-го участка,
скорость 4 48-53% - конец 3-го участка,
причем скорости изменяются одна от другой линейно в зависимости от пройденного пути, каждый правильный ролик выполняют в виде трех независимых цилиндрических обойм, свободно вращающихся друг относительно друга и находящихся на одной общей оси с промежутком 10-15 мм между соседними обоймами, кроме того приводные и неприводные ролики располагают друг от друга с шагом, равным 0,9-1,2 диаметра ролика. Для уменьшения напряжений смятия поверхность диска смазывают густой смазкой, например солидолом или литолом, а правку диска проводят за несколько циклов до получения кривизны не более 1 мм на один погонный метр.
Машина для правки дисковых пил состоит из следующих основных узлов и механизмов: станина, блок холостых роликов, ролики рабочие с приводом, механизм нажимной, снабженный импульсным датчиком, механизм подачи диска, снабженный импульсным датчиком для отслеживания рабочих перемещений.
Станина представляет собой металлоконструкцию прокатного типа, сваренную из листового металла, в которой установлены рабочие ролики с приводом, нажимной механизм, блок холостых роликов.
Блок холостых роликов состоит из корпуса, который перемещается перпендикулярно к плоскости пильного диска по двум цилиндрическим направляющим, прикрепленным к станине: в корпус вставлены три неприводных ролика, положение каждого относительно выправляемого диска может независимо регулироваться при вращении нажимных винтов через червячно-цилиндрические передачи.
Ролики рабочие с приводом, включающим два приводных ролика, установленные в корпусе, который крепится к станине, два шпинделя, редуктор и электродвигатель.
Механизм нажимной служит для прижима блока холостых роликов, содержащий нажимной винт, вращаемый от червячно-цилиндрической передачи S 160×16 с помощью электродвигателей. Прижим блока роликов осуществляется посредством нажимного винта через подпятник.
Механизм радиальной подачи диска в зону обработки включает узел каретки, перемещающийся по цилиндрическим направляющим посредством ходового винта, соединенного с двигателем постоянного тока через червячный редуктор.
Предлагаемый способ правки дисков поясняется чертежами, на которых показано:
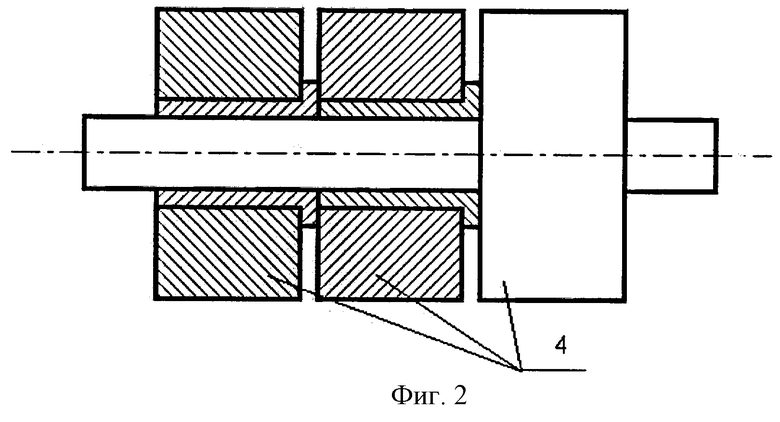
фиг.1 - схема правки дисковых пил роликами;
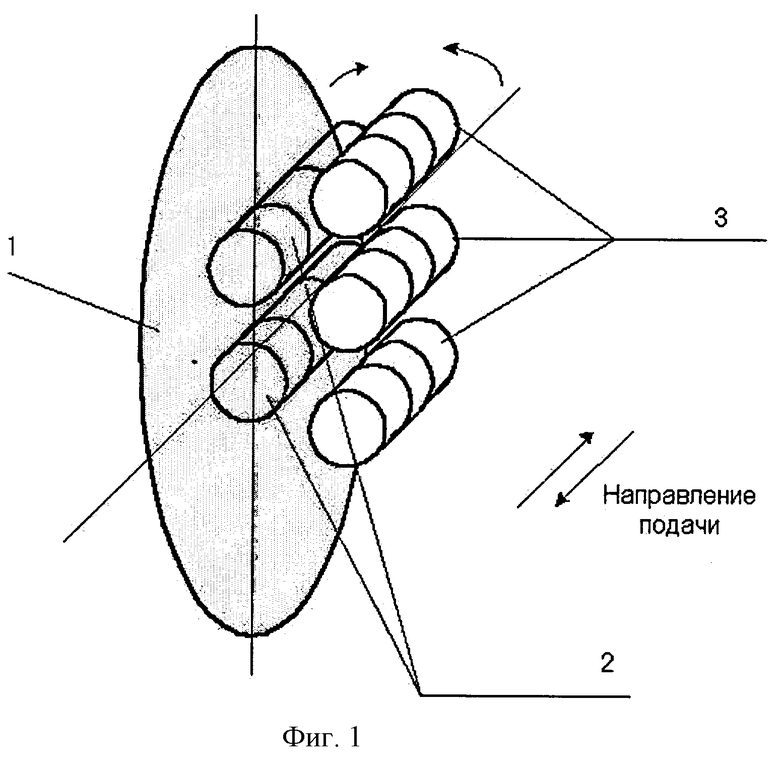
фиг.2 - конструкция ролика правильной машины.
Процесс правки осуществляется в следующей последовательности
Сначала запускают механизмы машины в исходное состояние и устанавливают ручной режим работы. После проверки работы всех механизмов машины вхолостую на планшайбу устанавливают диск, предназначенный для правки, и закрепляют его стопорным кольцом, после чего включают автоматический режим работы машины. Далее проводят рабочую настройку машины путем смещения холостых роликов от нулевого положения в горизонтальном направлении на величины, необходимые для правки прогибов, для чего выставляют штурвалами перемещения холостых роликов показания соответствующие необходимым прогибам. После чего вводят технологические параметры выправляемого диска. К ним относятся: диаметр диска, толщина диска, величина общего рабочего прогиба, скорость введения диска в ролики и распределение скоростей при выведении диска в зависимости от неплоскостности диска. После запуска машины на рабочий цикл происходит перемещение диска к роликам на максимальной скорости, при достижении диском положения, когда зубцы находятся вблизи роликов, привод передвижения диска останавливают.
При необходимости диск направляют, чтобы он беспрепятственно проходил между правильными роликами. Затем опять включается автоматический режим машины, при введении диска на длину валка механизм перемещения останавливается и автоматически включается нажимной механизм и происходит создание рабочего прогиба.
Ввод диска в ролики производят до посадочного отверстия диска, со скоростью, равной 35-40% от максимальной скорости каретки, а выводят диск из роликов до достижения периферии диска с изменяющимися скоростями, зависящими от вида неплоскостности поверхности. При этом путь правки, равный радиусу диска, разбивают на три равных участка, на границах которых задают величины скорости каретки. В частности, при неплоскостности поверхности типа "тарелка" вывод диска из роликов производят на скоростях:
скорость 1 4-6% - начало 1-го участка,
скорость 2 13-15% - начало 2-го участка,
скорость 3 38-42% - начало 3-го участка,
скорость 4 68-73% - конец 3-го участка,
при неплоскостности поверхности типа "винт" или "пропеллер" вывод диска из роликов производят на скоростях:
скорость 1 4-6% - начало 1-го участка,
скорость 2 11-13% - начало 2-го участка,
скорость 3 28-32% - начало 3-го участка,
скорость 4 48-53% - конец 3-го участка.
Выведение диска является наиболее ответственным этапом в технологической цепочке, поскольку качество правки целиком зависит от вида первоначального дефекта и распределения скоростей в процессе выведения диска из валков. Это объясняется следующим: при знакопеременной деформации в структуре металла происходит уплотнение кристаллической решетки, а значит, и уменьшение линейных размеров, поэтому оператор, оценив первоначальный дефект диска, определяет, в каком месте диска необходимо произвести наибольшую усадку (ближе к центру или на периферии диска), исхода из того, что чем выше скорость выведения, тем меньше циклов деформации на выбранном участке будет произведено, тем меньше усадка. Например, при первоначальном дефекте типа "тарелка" наибольшую усадку следует произвести в области центра диска, а на периферии наименьшую, следовательно, при выведении диска скорость вначале должна быть низкой, а в конце выведения высокой. При дефекте типа "винт" наибольшую усадку следует произвести на периферии диска, а скорость по мере выведения должна изменяться более плавно. Для управления механизмами машина, оборудована программным логическим контроллером, благодаря которому осуществляется автоматическая правка, дисков.
Каждый правильный валок выполнен в виде 3 наборных цилиндрических обойм 4 (фиг.2), свободно вращающихся друг относительно друга. Поэтому не происходит проскальзывания крайних точек ролика по поверхности диска и не происходит задиров и чрезмерного смятия металла. Наборные цилиндрические обоймы находятся на расстоянии 10-15 мм одна от другой, т.к. цилиндрические обоймы находятся на разном расстоянии от посадочного отверстия выправляемого диска, то и радиусы движения и скорости вращения у них разные, что в конечной стадии приводит к равномерному обжатию выправляемого диска. Расстояние между соседними роликами (приводные и холостые) равно 0,9-1,2 диаметра ролика.
Для уменьшения напряжений смятия металлической поверхности диск смазывают густой смазкой, например солидолом или литолом.
В отличие от правки дисков по прототипу отработан новый алгоритм самого процесса правки, касающийся новых режимов введения и выведения исправляемого диска из роликов. Предлагаемая машина для правки работает в автоматическом режиме и устраняет все виды неплоскостности методом знакопеременного изгиба полотна диска, вращаемого правильными роликами при радиальной подаче диска относительно роликов от периферии диска к его центру и обратно.
Если кривизна диска превышает 1 мм/п.м., то цикл правки повторяется.
Пример конкретной реализации
Правке подлежал диск горячей резки проката с наружным диаметром - 2000 мм,
- толщина, диска - 8 мм
- диаметр посадочного отверстия - 400 мм
- число правильных роликов
(2 приводных и 3 холостых) - 5
- диаметр роликов - 300 мм
длина ролика (3-и наборных
цилиндрических обоймы
на одном валу) - 320 мм
длина одной цилиндрической
обоймы - 100 мм
- промежуток между обоймами - 10 мм
- расстояние между соседними роликами (шаг) - 300 мм
- максимальная скорость перемещения каретки - 25мм/сек
- прогибы по роликам (абсолютн. величины):
первый ролик - минус 3,5 мм
третий ролик - + 3,0 мм
пятый ролик - + 8,5 мм
- точность правки - 1,0 мм/п.м
- количество циклов обработки - 2
Правку диска проводили в автоматическом режиме по заданной программе. Для этого использовался программный логический микроконтроллер S7-200 и операторская панель ОР-7 фирмы Siemens.
Диск, подвергнутый правке по предлагаемой технологии приобретает дополнительную жесткость, что обеспечивает качество реза, и повышает его эксплуатационную стойкость.
Скоростные режимы и геометрические параметры роликов для правки дисков были получены экспериментальным путем. Именно при таких соотношениях были достигнуты наилучшие показатели. Обработанные таким образом диски имели хорошее качество поверхности, без вмятин, задиров и волнистости, появлявшихся в процессе правки ранее.
Таким образом, заявляемое изобретение полностью выполняет поставленную задачу. Сопоставительный анализ заявляемого технического решения и прототипа показывает, что предложенная технология правки дисковых пил позволяет повысить качество исправляемых дефектов на поверхности дисков и увеличить их срок службы, что подтверждает соответствие критерию "новизна".
Анализ патентов и научно-технической литературы не выявил использования новых существенных признаков, используемых в предлагаемом изобретении, которые отличают его от известных решений, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень".
Конкретное использование предлагаемого изобретения в условиях Нижнетагильского металлургического комбината подтверждает промышленную применимость изобретения.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
1. А. с. 925470. В 21 D 1/02, опубл. в бюлл. № 17 за 1982 г.
2.Слоним А.З., Сонин А.Л. Правка сортового и листового металла. - М.: Металлургия, 1981(стр.39-51).
3. Полезная модель N 7912 "Машина для правки дисковых пил", В 21 D 1/00, опублик. в бюлл. N 10, 16.10.1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРАВКИ ПИЛЬНЫХ ДИСКОВ | 1990 |
|
RU2013157C1 |
| Роторная косовалковая правильная машина | 1975 |
|
SU656697A1 |
| Машина для правки дисков из листового материала | 1976 |
|
SU609571A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Способ правки кольцевых дисков | 2021 |
|
RU2790993C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2010 |
|
RU2530229C2 |
| Косовалковая машина для правки труби пРуТКОВ | 1978 |
|
SU848118A1 |
| Устройство для правки кромок монтажных стыков цилиндрических резервуаров | 1982 |
|
SU1044378A1 |
Изобретение относится к прокатному производству, а именно к машинам и способам правки дисковых пил из листового материала. Способ правки дисковых пил включает в себя подачу диска в зону обработки с помощью каретки, включение вращения роликов, обжатие приводными и холостыми роликами исправляемого диска при его введении и выведении из роликов, при этом выправляемый диск вводят в ролики до посадочного отверстия диска со скоростью, равной 35-40% от максимальной скорости каретки, а выводят диск из роликов до достижения периферии диска с изменяющимися скоростями, зависящими от вида неплоскостности поверхности, при этом путь правки диска разбивают на три равных участка, на границах которых задают величины скоростей в зависимости от максимальной скорости каретки, в частности, при неплоскостности поверхности диска типа “тарелка” вывод диска из роликов производят на одних скоростях, при неплоскостности поверхности типа “винт” или “пропеллер” вывод диска из роликов производят на других скоростях, причем скорости изменяются одна от другой линейно в зависимости от пройденного пути, каждый правильный ролик выполняют в виде трех независимых цилиндрических обойм, свободно вращающихся друг относительно друга и находящиеся на одной общей оси с промежутком 10-15 мм между соседними обоймами, кроме того, приводные и неприводные ролики располагают друг от друга с шагом, равным 0,9-1,2 диаметра ролика. Для уменьшения напряжения сжатия поверхность диска смазывают густой смазкой, например солидолом или литолом. Правку диска проводят за несколько циклов до получения кривизны не более 1 мм на один погонный метр. Изобретение обеспечивает повышение качества правки дисковых пил. 2 з. п. ф-лы, 2 ил.
скорость 1: 4-6% - начало 1-го участка,
скорость 2: 13-15% - начало 2-го участка,
скорость 3: 38-42% - начало 3-го участка,
скорость 4: 68-73% - конец 3-го участка,
при неплоскостности поверхности типа “винт” или “пропеллер” вывод диска из роликов производят на скоростях:
скорость 1: 4-6% - начало 1-го участка,
скорость 2: 11 -13% - начало 2-го участка,
скорость 3: 28-32% - начало 3-го участка,
скорость 4: 48-53% - конец 3-го участка,
причем скорости изменяются одна от другой линейно в зависимости от пройденного пути, каждый правильный ролик выполняют в виде трех независимых цилиндрических обойм, свободно вращающихся друг относительно друга и находящихся на одной общей оси с промежутком в 10-15 мм между соседними обоймами, кроме того, приводные и неприводные ролики располагают друг от друга с шагом, равным 0,9-1,2 диаметра ролика.
| Приспособление к фрезерному станку для нарезания комплектных болторезных плашек | 1926 |
|
SU7912A1 |
| RU 98117014 А, 12.03.2002 | |||
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| US 3748077, 24.07.1973. | |||

