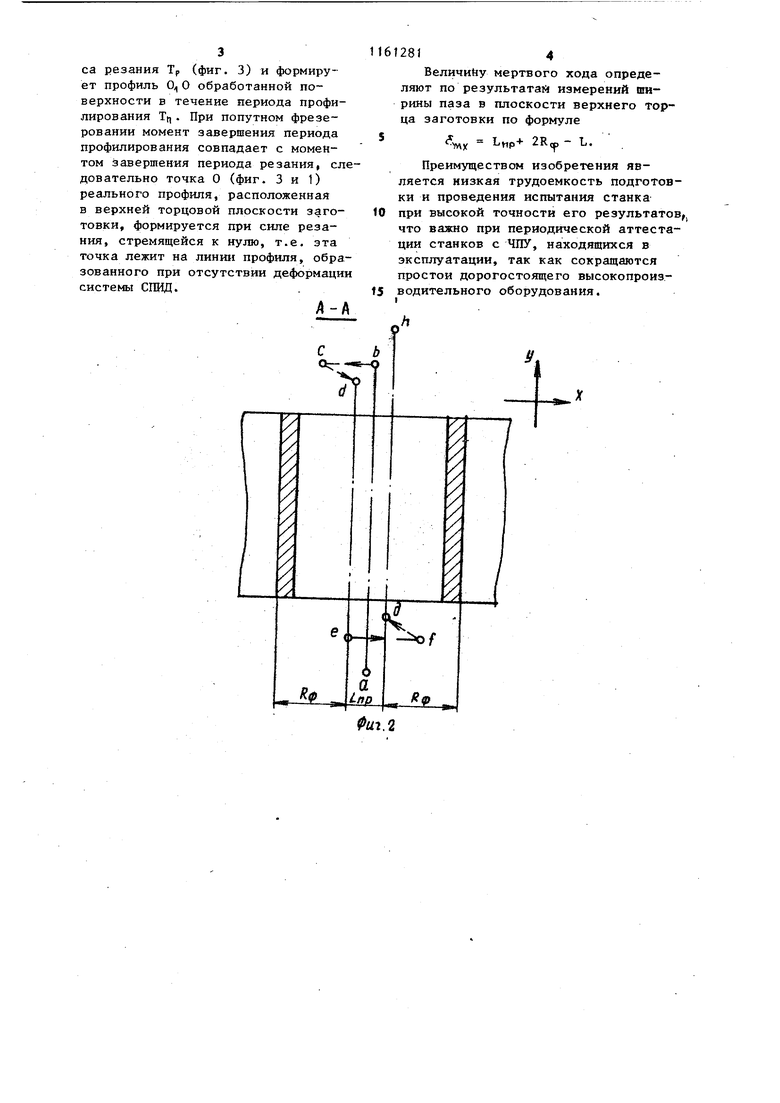
1 Изобретение относится к станкостроению и может быть исмользовано при производственных испытаниях фрезерных станков, в частности станков с ЧПУ. Известен способ определения мер вых ходов в приводах подач фрезерных станков, в частности станков с ЧПУ, при котором на станке устан ливают плоскую заготовку, обрабатьшают концевой фрезой ее поверхно ти, перпендикулярные верхнему торцу и направлению определения мертвого хода, измержот размеры обработанной заготовки и сравнивают их с размерами, заданными программой движения фрезы flj . /однако при Обработке заготовки за счет упругих деформаций системы СПИД под действием сил резания происходит дополнительное смещение обрабатываемых поверхностей заготовки, которое суммируется с мертвым ходом в приводе подачи и, соответственно, исключает возможность точного определения мертвого хода. Цель изобретения - повышение то ности и снижение трудоемкости. Указанная цель достигается тем, что согласно способу определения мертвых ходов в приводах подач фрезерных станков, в частности ста ков с ЧПУ, при котором на станке устанавливают плоскую заготовку, обрабатывают концевой фрезой ее по верхности, перпендикулярные верхне му торцу-и направлению определения мертвого хода, измеряют размеры обработанной заготсвк.и и сравнивают их с размерами, заданными программой движения фрезы, обработ ку ведут фрезой с правьм направлением винтовой линии зубьев, в заготовке обрабатывают паз глубиной не более половины осевого шага зуб ев фрезы, расфрезовьгаают его по ширине последовательно с двуэс сторон при попутной подаче, при этом параметры фрезы и величину припуск назначают такими, чтобы в резании участвовало одновременно не более одного зуба, и измеряют ширину паза в плоскости торца, а мертвый ход определяют как отклонение результата измерения от заданной шир ны паза. 812 В результате того, что расфрезовьшание паза ведут фрезой с правым направлением винтовой линии зубьев при попутной подаче, а параметры фрезы, величину припуска и глубину паза назначают такими, чтобы в резании участвовало одновременно не более одного зуба, обеспечивается прерьгоистый характер резания и точки боковых поверхностей паза, лежащие в плоскости верхнего торца, заготовки, формируются при силе резания, стремящейся к нулю. Таким образом, в моменты профилирования зтих точек исключается упругая деформация системы СПИД из-за незначительной величины сил резания и размеры паза в плоскости верхнего торца заготовки имеют отклонение от заданных программой только на величину мертвого хода в приводе подачи, что обеспечивает возможность определения точного значения мертвого хода. На фиг. 1 изображено, сечение паза в заготовке для осуществления способа; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - обработанная поверхность паза в заготовке и график изменения нормальной составлянлцей силы резания РХ . Способ осуществляют следующим образом. Центр фрезы (не показано) перемещают по траектории, обозначенной точками a-b-c-d-e-f-q-h. В процессе обработки противоположных сторон паза в заготовке 1 система СПИД нагружается силами резания, т.е. реализуется схема нагружения в динамических условиях процесса фрезерования, в котором координатные составлякщие Рх направлены противоположно . Фактическая ширина L расфрёзерованного паза, измеренная в произвольном сечении А-А (фиг. 1) по его глубине, определяется запрограммированной длиной LOP участка траектории центра фрезы, радиусом фрезы R;p, мертвым ходом S,, и величиной упругой деформации 5 системы СПИД под действием сил резания, L Ьяр4. (--(5д. Режущая кромка М-М (фиг. 3) зуба фрезы контактирует со срезаемым припуском в течение периода процесса резания Тр (фиг. 3) и формирует профиль 0 О обработанной поверхности в течение периода профилирования Тп. При попутном фрезеровании момент завершения периода профилирования совпадает с моментом завершения периода резания, следовательно точка О (фиг. 3 и 1) реального профиля, расположенная в верхней торцовой плоскости заготовки, формируется при силе резания, стремящейся к нулю, т.е. эта точка лежит на линии профиля, образованного при отсутствии деформации системы СПИД.
А-А
11612814
Величину мертвого хода определяют по результатам измерений ширины паза в плоскости верхнего торца заготовки по формуле
L.
Л.Л. 2R
VWK - 1Р
Преимуществом изобретения является низкая трудоемкость подготовки и проведения испытания станка при высокой точности его результатов,, что важно при периодической аттестации станков с ЧПУ, находяшихся в эксплуатации, так как сокращаются простои дорогостоящего высокопроизводительного оборудования.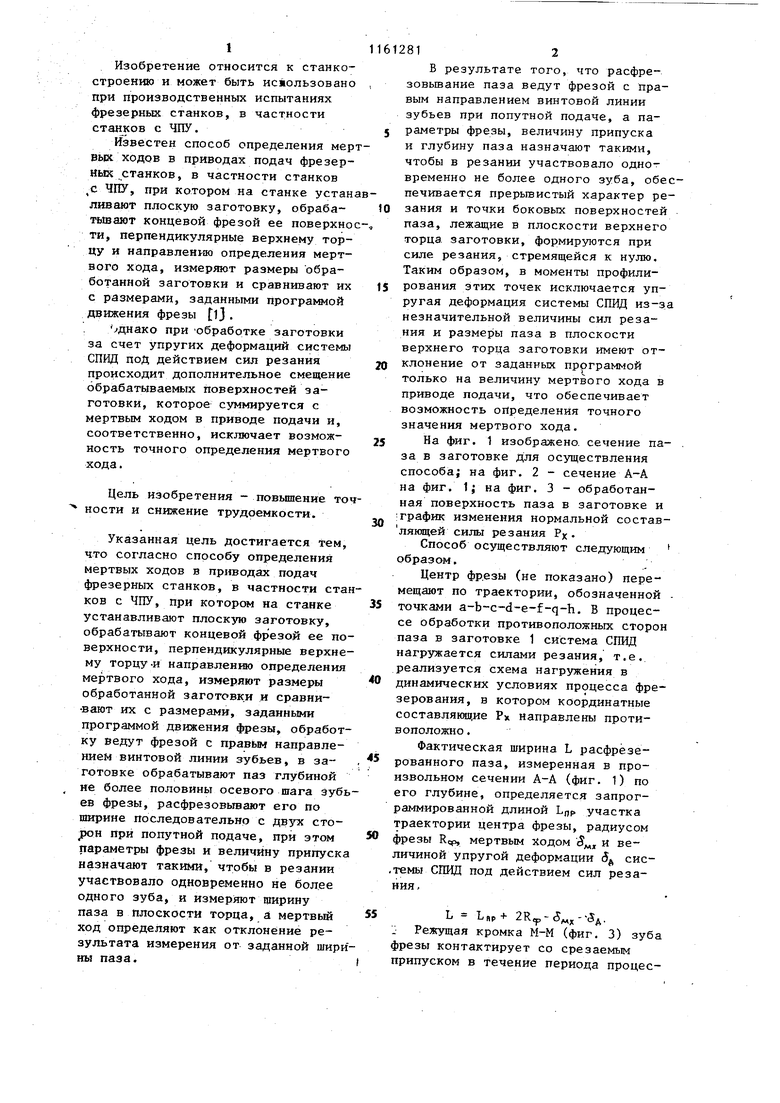
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения характеристик податливости технологической системы спид фрезерного станка | 1978 |
|
SU764852A1 |
| Устройство для автоматической коррекции погрешности фрезерования | 1981 |
|
SU1028473A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ контроля технического состояния станков с ЧПУ | 1983 |
|
SU1228971A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
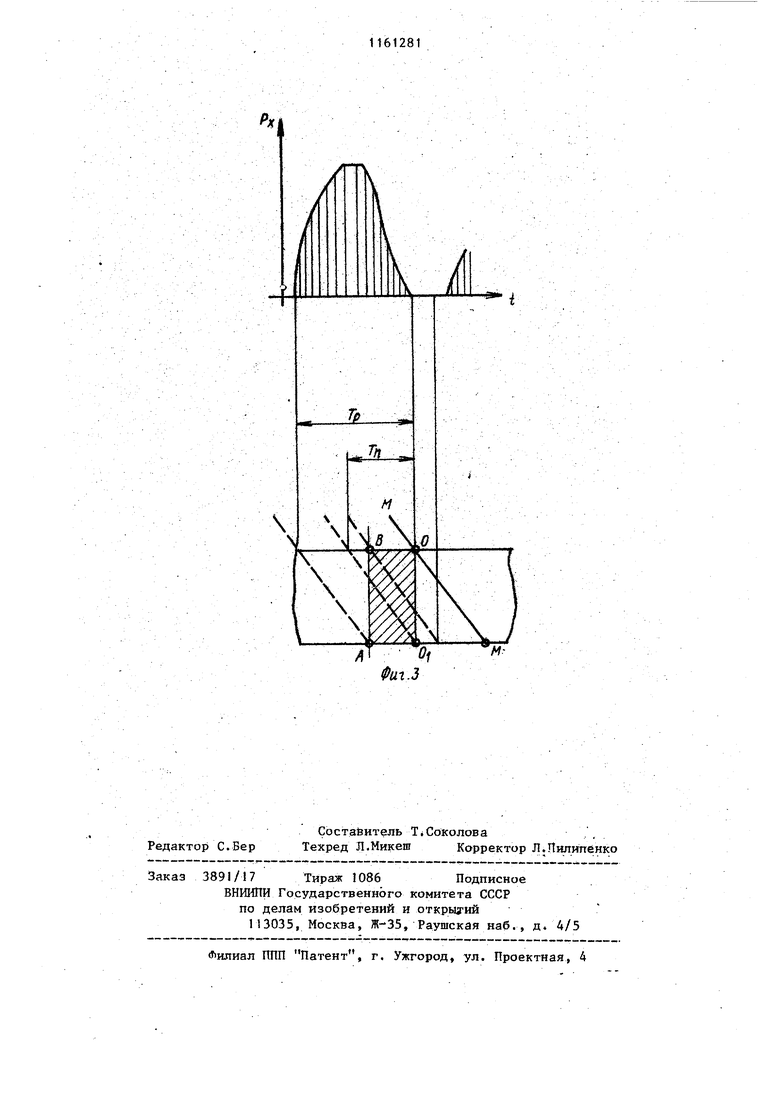
СПОСОБ ОПРЕДЕЛЕНИЯ МЕРТВЫХ ХОДОВ В ПРИВОДАХ ПОДАЧ ФРЕЗЕРНЫХ СТАНКОВ, в частности станков с ЧПУ, при котором на станке устанавливают плоскую заготовку, обрабатъгеают концевой фрезой ее поверхности, перпендикулярные верхнему торцу и направлению подачи, L/ ////////////// в котором определяют мертвый ход станка, измеряют размеры обработанной заготовки и сравнивают их с размерами, заданными программой станка, отличающийся тем, что, с целью повьшения точности и снижения трудоемкости, обработку ведут фрезой с правым направлением винтовой линии зубьев, в заготовке обрабатывают паз глубиной не более половины осевого шага зубьев фрезы, расфрезеровывают его по ширине последовательно с двух сторон при попятной подаче, при этом параметры, фрезы и величину припуска назначает такими, чтобы в резании участвовало одновременно не более одного Зуба, и измеряют ширину паза, в плоскости торца, а мертвый ход определяют как отклонение результата измерения от заданной ширины паза. ////////////y /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Подготовка про рамм для обработки деталей на фрезернык станках с ЧПУ | |||
| НИАТ, 1971, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
