Изобретение отиоситйя к металлообработке и может быть использовано при обработке плоских параллельных плоскостей деталей типа полуцилиндров.
Известны конструкции устройств для протягивания, на корпусе которых установлены сегментные режущие элементы, обращенные друг к другу режущими кромками 1.
Недостатком известных устройств является обеспечение обработки только лишь наружной и внутренней цилиндрических поверхностей деталей.
Цель изобретения - обеспечение обработки плоских параллельных плоскостей деталей типа полуцилиндров.
Поставленная цель Достигается те что устройство для секторного протягивания, включакидее корпус с сегментными режущими элементами, обращенными друг к другу режущими кромками, снабжено подпружиненной щпонкой, установленной на корпусе со стороны, противоположной режущим элементам, и зажимным приспособлением, вьшолненным в виде ложемента и двух установленных с возможностью поворота в вертикальной плоскости подпружиненных рычагов, кинематичес ки связанных с кулачковыми приводами, а корпус с сегментньЫи режущими элементами выполнен цилиндрическим с возможностью вращения относительно оси.
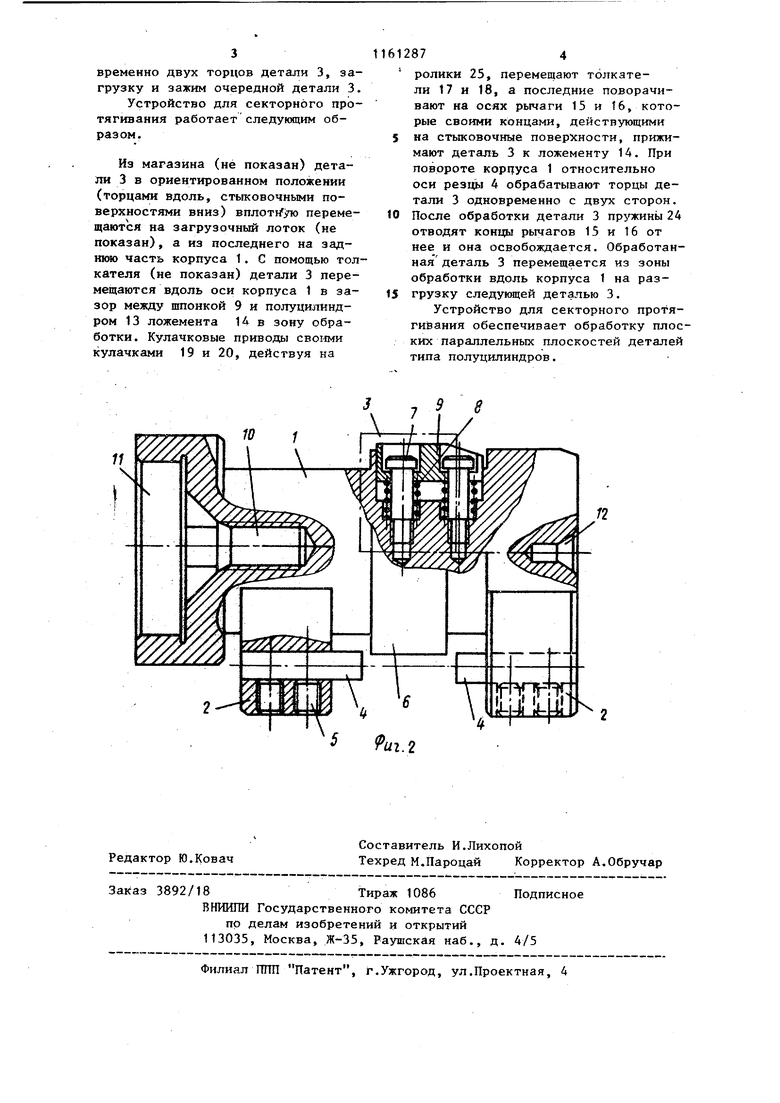
На фиг. 1 схематически изображено устройство для секторного протягивания, общий вид; на фиг. 2 фрагмент устройства с подпружиненной шпонкой.
Устройство для секторного протягивания включает цилиндрический корпус 1, на котором вьтолнены два секторных выступа 2. Секторные выступы 2 выполнены параллельно друг к другу на расстоянии, большем ширины детали 3. В секторных выступах 2 по цилиндрической поверхности, соосной с корпусом 1, установлены резцы 4, обращенные режущими кромками друг к другу и закрепленные винтами 5. Первые резцы 4 (по направлению вращения) являются режущими, последние - калибрующими.
На корпусе 1 между секторными выступами 2 вьтолнен цилиндрический бурт 6. На последнем со стороны, противоположной резцам 4, на винтах 7
уста;иовпена подпружиненная пружинами 8 шпонка 9 со скосом. Шпонка 9 служит для поджатия детали 3 к посадочному листу приспособления в момент ее загрузки.
В корпусе 1 слева соосно ему выполнены нарезные гнезда 10 и посадочное место 11 для установки инструмента на шпинделе силовой головки, а справа соосно корпусу 1 выполнено гнездо 12 для вращающегося центра задней бабки станка (не показано) .
Для предварительного поджатия детали 3 к сменному полуцилиндру 13 ложемента 14 зажимного приспособления в момент ее загрузки служит щпонка 9.
Для фиксации и зажима детали 3 в рабочей зоне станка служит зажимное приспособление, включающее ложемент 14, левый 15 и правый 16 рычаги, левый 17 и правый 18 толкатели, левый 19 и правый 20 кулачки.
Ложемент 14 установлен на мосту 21 станка над цилиндрическим буртом 6 корпуса 1. В нем установлен сменный полуцилиндр 13 с цилиндрическим гнездом, выполнении по наружному радиусу детали 3. Рычаги 15 и 16 щарнирно закреплены в корпусах 22 и 23 кулачковых приводо и подпружинены пружиной 24. На рычагах 15 и 16 установлены левый 17 и правый 18 толкатели с роликами 25.
Левый рычаг 15 снабжен упругим (полиуретановым) буфером 26. В него через шайбу 27 упирается левый толкатель 17. На концы левого 15 и правого 16 рычагов опирается стыковочными поверхностями деталь 3.
Буфер 26 служит для компенсации разности высот по стыковочным поверхностям детали 3.
Левый 17 и правый 18 толкатели своими роликами 25 взаимодействуют с левым 19 и правым 20 кулачками, которые соответственно установлены на левом 28 и правом 29 кулачковых валах, получающих вращение от электропривода (не показан).
Величина центрального угла секторных выступов 2 корпуса 1, угловые скорости вращения кулачковых валов 2 и 29 и корпуса 1, размеры и профили кулачков 19 и 20 выбраны такими, чтобы за один оборот корпуса 1 с резцами 4 обеспечить обработку одновременно двух торцов детали 3, загрузку и зажим очередной детали 3, Устройство для секторного протягивания работает следующим образом.
Из магазина (не показан) детали 3 в ориентированном положении (торцами вдоль, стыковочными поверхностями вниз) вплотную перемещаются на загрузочный лоток (не показан), а из последнего на заднкяо часть корпуса 1. С помощью толкателя (не показан) детали 3 перемещаются вдоль оси корпуса 1 в зазор между птонкой 9 и полуцилиндром 13 ложемента 1А в зону обработки. Кулачковые приводы своими кулачками 19 и 20, действуя на
1612874
ролики 25, перемещают толкатели 17 и 18, а последние поворачивают на осях рь1чаги 15 и 16, которые своими концами, действующими 5 на стьжовочные поверхности, прижимают деталь 3 к ложементу 14. При повороте корпуса 1 относительно оси резцы 4 обрабатывают торцы детали 3 одновременно с двух сторон.
10 После обработки детали 3 пружины 24 отводят концы рычагов 15 и 16 от нее и она освобождается. Обработанная деталь 3 перемещается из зоны обработки вдоль корпуса 1 на разгрузку следукнцей деталью 3.
Устройство для секторного протягивания обеспечивает обработку плоских параллельных плоскостей деталей типа полуцилиндров.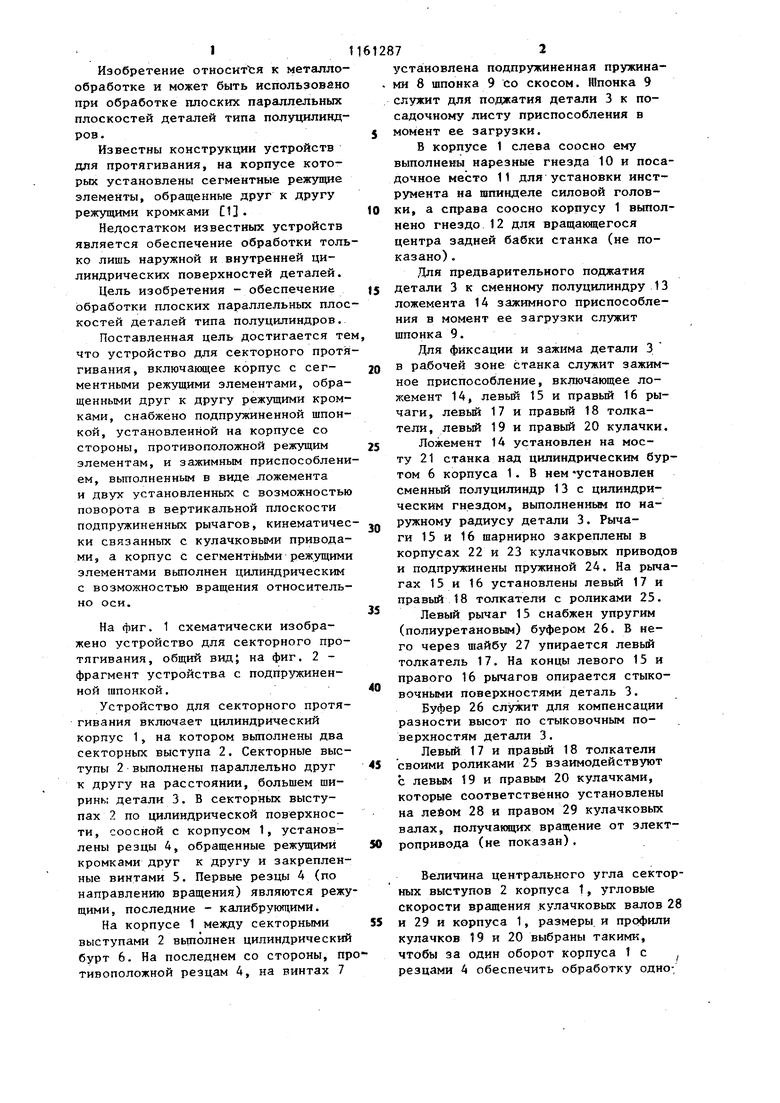
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для секторного протягивания | 1985 |
|
SU1289628A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Устройство для сборки деталей типа вал-втулка | 1991 |
|
SU1808647A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
| Протяжной станок | 1979 |
|
SU856694A2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2066611C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
УСТРОЙСТВО ДЛЯ СЕКТОРНОГО ПротягавАНИЯ, включающее корпус с сегментными режущими элементами, обращенными друг к другу режу|цими кромками, отличающееся тем, что, с целью обеспечения обlit работки плоских параллельных плоскостей деталей типа полуцилиндров, устройство снабжено подпружиненной шпонкой, установленной на корпусе со стороны, противоположной режущим элементам, и зажимным приспособлением, выполненным в виде ложемента и двух установленных с возможностью поворота в вер1гикальной плоскости подпружиненных рычагов, кинематически связанных с кулачковыми приводами, а корпус с сегментными режущими элементами выполнен цилиндрическим с возможностью вращения относительно оси. Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
