Изобретение относится к машиностроению и может быть использовано в металлорежущих станках для автоматической загрузки деталей типа полуцилиндров, например вкладышей подшипников скольжения при фрезеровании пазов на стыковочных плоскостях.
Известно устройство для загрузки деталей, содержащее подающий лоток и шибер с гнездом и приводом. На конце подающего лотка смонтированы планка со скосом и
подпружиненный заталкиватель, установленный перед планкой. Шибер установлен с возможностью возвратно-поступательного перемещения вдоль оси лотка (а.св. СССР Nfc 1211814, кл. В 23 07/02, 1984).
Известное устройство для загрузки деталей не обеспечивает одновременную подачу на обработку двух деталей, так как в его шибере предусмотрено только одно гнездо для установки детали на позицию подачи в зону обработки.
Целью изобретения является расширение функциональных возможностей устройства.
Поставленная цель достигается тем, что загрузочное устройство, содержащее подающий лоток с уступом, вдоль которого с возможностью возвратно-поступательного перемещения установлены шибер с гнездом и отводящий лоток, снабжено двумя параллельно расположенными заталкива- телями с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения шибера, и сбрасывателем, выполненным в виде пластинчатой пружины, установленной над отводящим лотком, при этом на торце рабочей поверхности шибера перед гнездом выполнены продольный паз и дополнительное гнездо, расположенные с определенным шагом относительно основного гнезда.
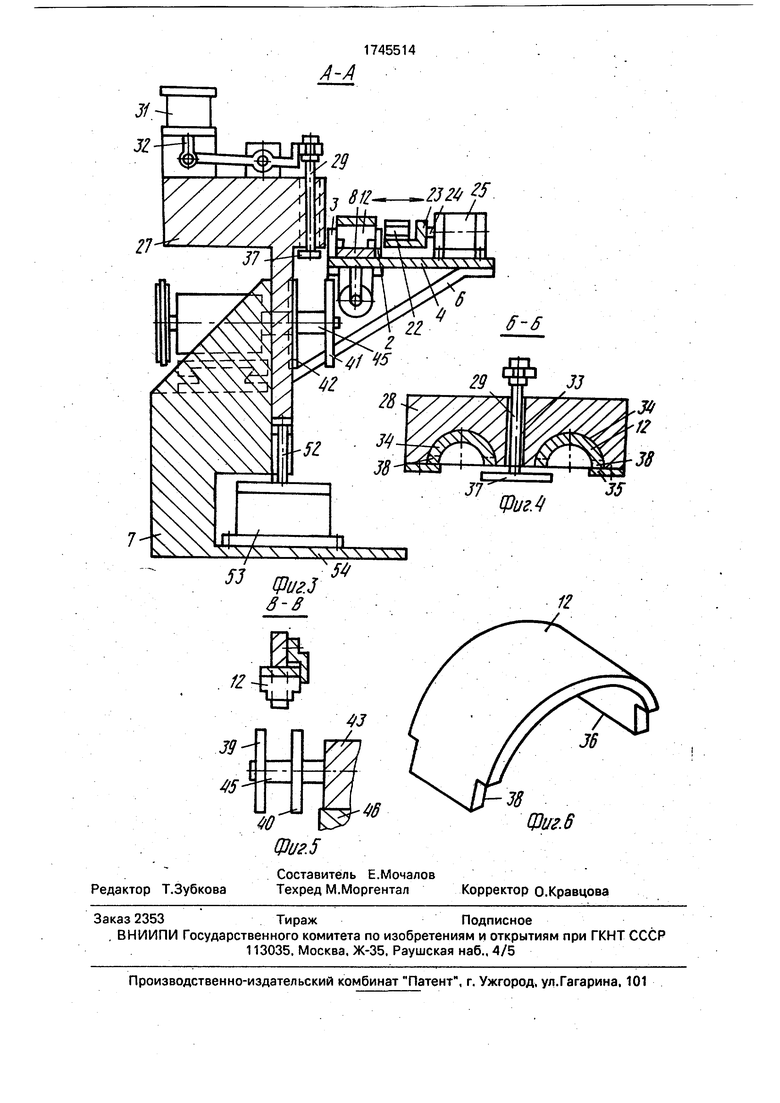
На фиг.1 изображено загрузочное устройство, общий вид; на фиг.2 - то же, вид в плане; на фиг.З - сечение А - А на фиг.2; на фиг.4 - сечение Б - Б на фиг,2; на фиг.5 - сечение В - В на фиг.1; на фиг.6 - вкладыш подшипника скольжения с пазами на стыковочных плоскостях, общий вид.
Загрузочное устройство содержит магазин (на фиг. не показан), подающий лоток, питатель, заталкиватели, зажимное приспособление и отводящий лоток. Магазин - самотечного типа, с принудительной подачей заготовок вплотную. Подающий лоток - прямолинейный, открытого типа, выполнен в виде дна 1 и боковых стенок 2,3 и установлен на плите 4 и кронштейнах 5 и 6, закрепленных на станине 7 станка.. На участке размещения заталкивателей боковые стенки 2 и 3 подающего лотка открыты. Питатель предназначен для принудительного перемещения ориентированных деталей из магазина в зону зажимного приспособления и после обработки на разгрузку. Питатель выполнен в виде шибера 8 и силового цилиндра 9 со штоком 10. Шибер 8 выполнен по ширине подающего лотка в виде линейки прямоугольного сечения. На торце рабочей поверхности шибера 8 выполнены гладкий участок 11, предназначенный для накапливания и перемещения деталей 12, примыкающее к нему гнездо 13 прямоугольного сечения, дополнительное гнездо 14 прямоугольного сечения с возможностью установки детали 12 стыковочными плоскостями и продольный паз 15. Дополнительное гнездо 14 и продольный паз 15 расположены относительно основного гнезда 13 с определенным шагом. Силовой цилиндр 9 установлен на дне 1 подающего лотка и штоком 10 посредством кронштейна 16 связан с шибером 8, Для перемещения кронштейна 16 при работе питателя в дне 1 подающего лотка выполнен продольный паз 17. На подающем
лотке над шибером 8 установлена неподвижно крышка 18 с уступом 19. Она предназначена для удержания деталей 12 на шибере 8 от опрокидывания и обеспечения захода детали 12 в гнездо 13. А над концом
0 шибера 8, находящегося в левом крайнем положении, установлена планка 20, в которой закреплен под углом сбрасыватель 21, выполненный в виде пластинчатой пружины, установленной в направлении перемещения деталей. Сбрасыватель 21
5 предназначен для сбрасывания деталей 12 с шибера 8 при его перемещении в правое положение.
Заталкиватели предназначены для перемещения необработанных деталей из соответствующих гнезд шибера на позицию
0 подачи в зону обработки и перемещения обработанных деталей с позиции подачи в зону обработки на шибер. Они установлены на плите 4 параллельно друг другу с возможностью возвратно-поступательного переме5 щения в направлении, перпендикулярном направлению перемещения шибера. Каждый из них выполнен в виде магнита 22, установленного на кронштейне 23, который связан со штоком 24 силового цилиндра 25,
0 который установлен на плите 4. Магниты 22 заталкивателей выполнены в виде подков и установлены с возможностью взаимодействия их плоскостей с торцовой плоскостью деталей 12. Между магнитами 22 заталкива5 телей на плите 4 установлен копир 26 со скосом на передней плоскости. Он предназначен для выравнивания детали 12 на шибере 8 при отрыве ее от правого магнита 22 с целью исключения утыкания детали 12 в ле0 вый магнит 22.
Зажимное приспособление предназначено для зажима детали перед подачей ее в зону обработки. Оно установлено на ползуне 27 и включает плиту 28, тягу 29, двупле5 чий рычаг 30 и силовой цилиндр 31 со штоком 32. Плита 28 установлена в вертикальном положении на ползуне 27 сверху. В ней выполнены вертикальное отверстие 33, через которое проходит с возможностью
0 возвратно-поступательного перемещения тяга 29, и два симметрично размещенных относительно отверстия 33 полуцилиндрических гнезда 34 для деталей 12. Снизу к плите 28 прикреплены упоры 35, на которые
5 опирается стыками 36 деталь 12, а на нижнем конце тяги закреплена прижимная планка 37, которая взаимодействует с другими стыками 36 деталями 12 при ее зажиме
в плите 28. Толщина плиты 28, упоров 35 и прижимной планки 37 выбрана с возможностью фрезерования пазов 38 на стыках 36 детали 12. На верхнем конце тяги 29 коротким плечом с зазором соединен двуплечий рычаг 30. Длинным плечом он шарнирно связан со штоком 32 силового цилиндра 31. Обработка деталей 12 осуществляется режущими инструментами, выполненными в виде спаренных по размеру цилиндрических фрез 39-42, установленных на валиках в подшипниках корпусов 43 и 44 и разделенных на определенном расстоянии распорными втулками 45. Корпуса 43 и 44 установлены на плитах 46 и 47, закрепленных на станине 7. Вращение фрез 39 - 42 осуществляется- клиноременной передачей 48 и 49 от электродвигателей 50 и 51, установленных на тех же плитах 46 и 47. Подача деталей 12 на цилиндрические фрезы 39 - 42 осуществляется механизмом подачи. Он установлен на станине 7 и выполнен в виде ползуна 27, связанного штоком 52 с силовым цилиндром 53„ который установлен на плите 54 станины 7. Ползун 27 установлен в направляющих 55,
Загрузочное устройство работает следующим образом.
Магазин, гладкий участок 11 и гнездо 13 шибера 8 в:режиме наладки загружаются деталями 12. Включается силовой цилиндр 9, который штоком, 10 через кронштейн 16 переместит шибер 8 влево, и левая крайняя деталь 12, установленная в гнезде 13, станет на позицию 1 против правого полуцилиндрического гнезда 34 в плите 28. При этом очередная деталь 12 на гладком участке 11 упирается в уступ 19 неподвижной крышки 18. Включаются силовые цилиндры 25 правого и левого заталкивателей. При этом магниты 22 переместятся штоками 24 к плите 28. Правый магнит 22 затолкнет деталь 12, находящуюся на позиции в правое гнездо 34 плиты 28. Включается силовой цилиндр 31, который штоком 32 через двуплечий рычаг 30 и тягу 29 поднимает прижимную планку 37 вверх и зажмет деталь 12 в правом гнезде 34 плиты 28. Силовые цилиндры 25 заталкивателей переключаются на ооратный ход и штоками 24 возвращают магниты 22 в исходное положение. Одновременно переключается на обратный ход силовой цилиндр 9 и штоком 10 перемещает шибер 8 в исходное (правое крайнее) положение. При этом левая деталь 12 на гладком участке 11, упираясь в уступ 19 неподвижной крышки 18, опустится в гнездо 13, а дополнительное гнездо 14 станет на позицию I. Включаются электродвигатели 50 и 51, которые через клиноременные передачи 48 и 49 будут вращать цилиндрические фрезы 39 - 42. Включается силовой цилиндр 53 механизма подачи, который штоком 52 будет перемещать ползун 27 вниз и подавать деталь 12 на фрезы 41 и 42. Будет производиться фрезерование пазов 38 на правом стыке 36 детали 12. Силовой цилиндр 53 переключается на обратный ход и ползун 27
возвращается в исходное (верхнее крайнее) положение. Силовой цилиндр 31 переключается на обратный ход и штоком 32 через двуплечий рычаг 30 и тягу 29 опускает прижимную планку 37 вниз, освобождая деталь
12. Включаются силовые цилиндры 25 заталкивателей, которые штоками 24 перемещают магниты 22 к плите 28. Правый магнит 22 контактирует с деталью 12, находящейся в правом гнезде 34 плиты 28. Силовые цилиндры 25 переключаются на обратный ход и возвращают магниты 22 в исходное положение. Правая деталь 12 переместится на дополнительное гнездо 14 шибера 8. Силовой цилиндр 9 переключается на прямой
ход. При этом шибер 8 переместит деталь 12 с пазами 38 на правом стыке 36 на позицию II, а деталь 12, размещенную в гнезде 13 - на позицию . Далее цикл продолжается. При последующем перемещении шибера 8
влево обработанная деталь 12, находящаяся в продольном пазу 15 шибера 8 уступом 54 переместится за сбрасыватель 21 и опустится на дно отводящего лотка 55. При последующих перемещениях шибера 8 влево
обработанные детали 12 будут накапливаться на левой части отводящего лотка 55 и перемещаться на разгрузку.
Формула изобретения Загрузочное устройство, содержащее
подающий лоток с уступом, вдоль которого с возможностью возвратно-поступательного перемещения установлен шибер с гнездом, и отводящий лоток, отличающее- с я тем, что, с целью расширения функциональных возможностей, оно снабжено двумя параллельно расположенными заталкивателями с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению
перемещения шибера, и сбрасывателем, выполненным в виде пластинчатой пружины, установленной над отводящим лотком, при этом на торце рабочей поверхности шибера перед гнездом выполнены продольный
паз и дополнительное гнездо, расположенные с определенным шагом относительно основного гнезда.
ч
W 21 12
54
11
19 П W 118 12 A i f /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей типа стержней с головкой | 1986 |
|
SU1399067A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1331631A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для расточки канавок во вкладышах подшипников | 1985 |
|
SU1247183A1 |
| Штамп,преимущественно для пробивки пазов в заготовках вкладышей подшипников скольжения | 1983 |
|
SU1123765A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Устройство для снятия заусенцев с вкладышей подшипников скольжения и очистки их наружной поверхности | 1985 |
|
SU1297994A1 |
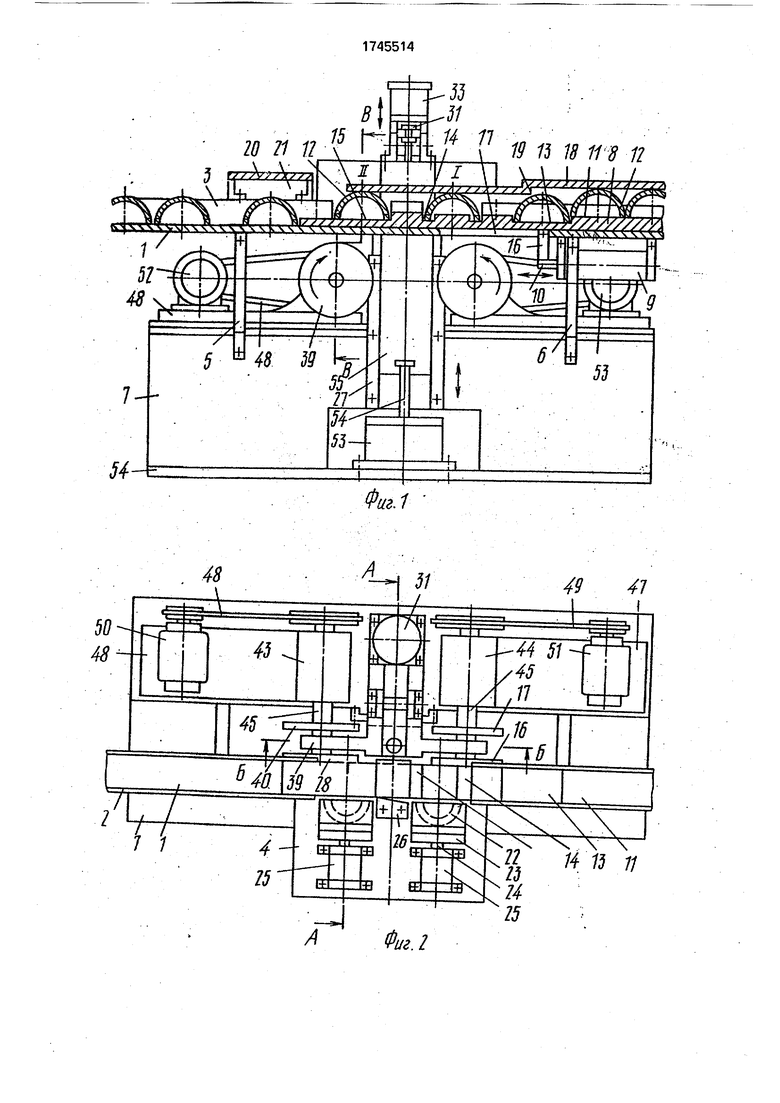
Использование: для обеспечения подачи двух деталей при одновременной их обработке. Сущность изобретения: устройство содержит магазин, подающий лоток, питатель, заталкиватели, зажимное приспособление и отводящий лоток. Питатель выполнен в виде шибера 8 и силового цилиндра 9 со штоком 10. Шибер 8 выполнен в виде линейки прямоугольного сечения. На нем выполнены: гладкий участок 11, примыкающее к нему гнездо 13, гнездо 14 и паз 15, выполненные через интервал от гнезда 13. Над шибером 8 установлена неподвижно крышка 18 с уступом 19. Над концом шибера 8, находящемся в левом крайнем положении, установлена планка 20, на которой закреплен сбрасыватель 21, выполненный в виде пластинчатой пружины. Заталкиватели установлены на плите. Каждый из них выполнен в виде магнита, установленного на кронштейне, который связан со штоком силового цилиндра. Магниты выполнены в виде подков и установлены с возможностью взаимодействия их плоскостей с торцовой плоскостью деталей 12. Между магнитами установлен копир 28 со скосом на передней плоскости. Зажимное приспособление установлено на ползуне 27 и включает плиту, тягу, двуплечий рычаг и силовой цилиндр со штоком. Обработка деталей 12 осуществляется режущими инструментами, выполненными в виде спаренных цилиндрических фрез. Подача деталей 12 на режущие инструменты осуществляется механизмом подачи. Он выполнен в виде ползуна 29, связанного штоком 52 с силовым цилиндром 53, который установлен на плите 54 станины 7. 6 ил. & Ё 2 СП ел
Фаг.1
49 41
jg4 14 15 11
Фиг. 2
n VMJS
3-Я
45
40
Фиг. 5
Редактор Т.Зубкова
Составитель Е.Мочалов Техред М.Моргентал
.824®
38
Щи г. 6
Корректор О.Кравцова
| Устройство для загрузки деталей | 1984 |
|
SU1211814A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
