Изобретение относится к машиностроению и может быть использовано при механизации и автоматизации сборочных процессов, например при установке внутреннего шкафа в корпус бытового холодильника. Известен способ установки упругой детали во внутреннюю канавку корпуса, заключающийся в деформировании упругой детали до размеров отверстия и введении ее через отверстие в канавку корпуса 1. Способ осуществляется устройством для установки упругой детали во внутреннюю канавку корпуса, содержащем привод, оправку G конусной матрицей и копир. Указанный способ не позволяет производить установку упругой детали коробчатой формы с прямоугольным фланцем во внутреннюю канавку прямоугольного отвеостия корпуса, так как жесткое дно при проталкивании через конусное отверстие разрушается. Цель изобретения -расширение технологических возможностей за счет установки упругой детали коробчатой формы с прямоугольным фланцем в канавку прямоугольного отверстия корпуса. Поставленная цель достигается тем, что согласно способу установки упругой, детали во внутреннюю канавку корпуса, при котором деформируют упругую деталь до размеров отверстия и вводят ее через отверстие в канавку корпуса, деформируют фланец по серединам сторон в направлении к центру и изгибают в плоскостях, перпендикулярных плоскости действия сжимающих сил, углы фланца совмещают с канавкой корпуса, при этом сжимающие усилия прикладывают пропорционально длинам сторон. Устройство для установки упругой детали во внутреннюю канавку корпуса, содержащее привод, оправку с конусной матрицей и копир, снабжено толкателями, закрепленными в оправке с возможностью одновременного радиального перемещения, а матрица выполнена, в виде раздвижных упоров, установленных на оправке в дополнительно введенных направляющих, причем толкатели соединены с раздвижными упорами посредство1М дополнительно введенных регулировочных винтов, а на радиусной поверхности раздвижных упоров выполнена канавка. На фиг. 1 схематически изображено устройство для установки упругой детали во внутреннюю канавку корпуса; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема, поясняющая предлагаемый способ. Устройство содержит силовую оправку 1, устанавливаемую на подготовленные к сборке корпус 2 холодильника с внутренним щкафом 3, снабженную упором 4 с канавками 5, выполненными по радиусным поверхностям 6 упоров 4, соединенных регулировочными винтами 7 с толкателями 8, общий копир 9, перемещающийся в направляющих 10 оправки 1, распределительный .механизм 11, связывающий силовой цилиндр 12 посредством рычагов 13 и 14 с толкателями. Силовой цилиндр 15 служит для привода копира 9 посредством рычага 16. Внутренний шкаф 3 имеет фланец 17, а корпус 2 -фланец 18. Способ установки упругой детали во внутреннюю канавку корпуса реализуется на устройстве следующим образом. Внутренний щкаф 3, предварительно вставленный в корпус 2 холодильника, подается на позицию сборки. Устройство опускается на корпус 2, при этом шкаф 3 центрируется относительно корпуса 2 холодильника посредством заходных скосов, выполненных на силовой оправке 1 и толкателях 18, после чего включается цилиндр 12, приводящий в действие посредством распределительного механизма 11 через рычаги 13 и 14 упоры 4, сжимающие фланец 17 внутреннего шкафа 3 за середины сторон. При этом внешние размеры фланца шкафа 3 начинают уменьщаться за счет изгибающих моментов, возникающих от канавок 5 фланца. После сжатия фланца шкафа и опускания углов ниже уровня сжатых сторон напротив канавки отверстия корпуса 2 включается силовой цилиндр 15, приводящий через рычаг 16 общий копир 9, который проталкивает щкаф 3 до совмещения фланца 17 с канавкой корпуса 2 х-олодильника, а цилиндр 12 получает команду на обратный ход, при этом толкатели 8 дожимают фланец 17 внутреннего шкафа 3 в канавку корпуса 2 холодильника, после чего все механизмы приводятся в исходное положение, а устройство поднимается. Предлагаемые способ и устройство для его осуществления по сравнению с прототипом позволяют производить установку упругой детали коробчатой формы с прямоугольным фланцем вовнутреннюю канавку прямоугольного отверстия корпуса. 16 Ж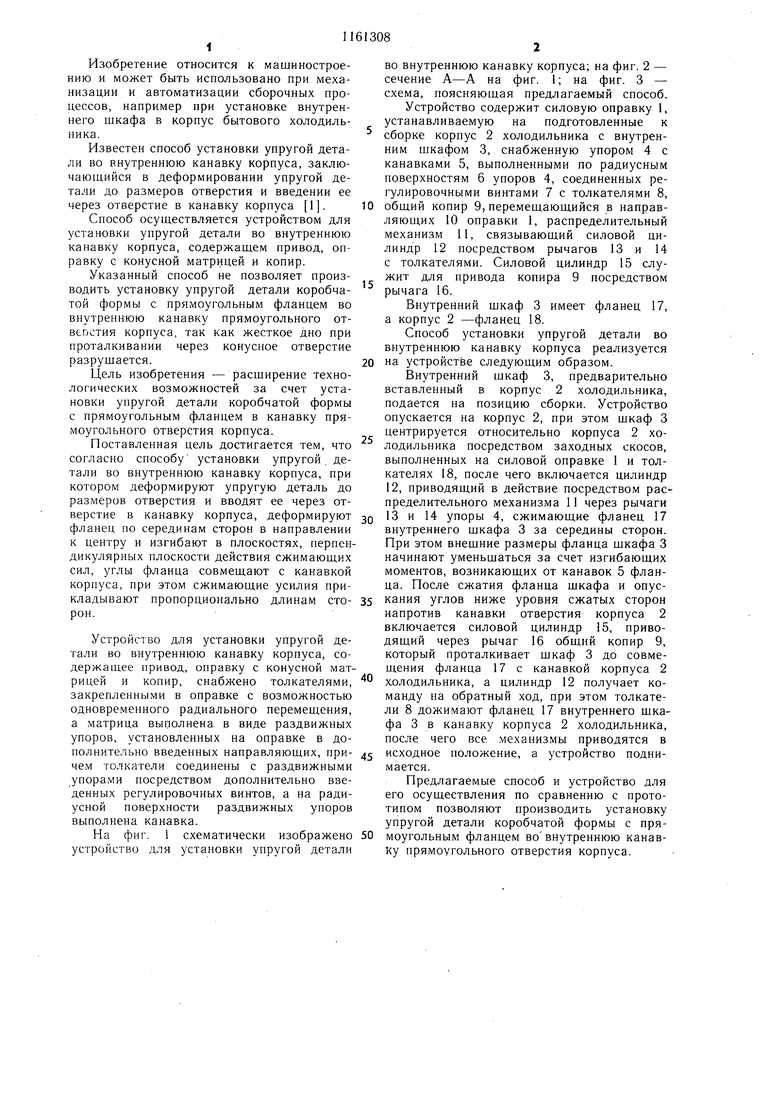
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1982 |
|
SU1057229A1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ЗАДВИЖЕК ПОД ДАВЛЕНИЕМ | 2015 |
|
RU2590698C1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ КОРПУСОВ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2553277C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Наружный шкаф бытового холодильника и способ его изготовления | 1990 |
|
SU1784797A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для установки уплотнительных колец во внутренние канавки изделий | 1984 |
|
SU1256904A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |

1. Способ установки упругой детали во внутреннюю канавку корпуса, заключающийся в деформировании упругой детали до размеров отверстия корпуса и введении ее через отверстие в канавку корпуса, дтличаюгДийся тем, что, с целью расширения технологических возможностей за счет -установки упругой детали коробчатой формы с прямоугольным фланцем в канавку прямоугольного отверстия корпуса, деформируют фланец по серединам сторон в направлении к центру и изгибают в плоскостя.ч, перпендикулярных плоскости действия сжимающих сил, углы фланца сов.мещают с канавкой корпуса, при этом сжимающие усилия прикладывают пропорционально длинам сторон. 2. Устройство для установки упругой детали во внутреннюю канавку корпуса, содержащее привод, оправку с конусной матрицей и копир, отличающееся тем, чго оно снабжено толкателями, закрепленными в оправке с возможностью одновременного радиального пере.мещения, а матрица выполнена в виде раздвижных упоров, установленных на оправке в дополнительно ш введенных направляющих, причем толкатели соединены с раздвижными упорами со посредством дополнительно введенных регулировочных винтов, а дополнительно на радиусной поверхности раздвижных упоров выполнена канавка. о оо о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новиков М | |||
| П | |||
| Основы технологии сборки машин и механизмов | |||
| М., «Машиностррение, 1980, с | |||
| Корнерез для пней | 1921 |
|
SU448A1 |
