Изобретение относится к автоматизации технологических процессов и может быть использовано, например, в часовом производстве для ориентирования и подачи гнутых деталей типа неравноплечих крючков.
Известны устройства для ориентирования гнутых г-образных крючков, включаюш,ие пластинчатый нож, установленный внутри чаши вибробункера 1.
Недостатком известного устройства является невозможность ориентации гнутых деталей с незначительной разницей в длине плеч.
Цель изобретения - расширение технологических возможностей за счет обеспечения ориентирования деталей с незначительной разницей в длине плеч.
Поставленная цель достигается тем, что в конструкции устройства для ориентирования гнутых деталей, включающего вибробункер, на чаше которого установлен пластинчатый нож, последний снабжен консольными ответвлениями, выполненными так, что в средней части поверхность ответвления параллельна поверхности ножа, а свободный конец ответвления отогнут в сторону ножа, при этом расстояние между кромкой ножа и поверхностью средней части ответвления больше короткого, но меньше длинного плеча ориентируемой детали, а расстояние между свободным концом ответвления и кромкой ножа больше толшины ориентируемой детали.
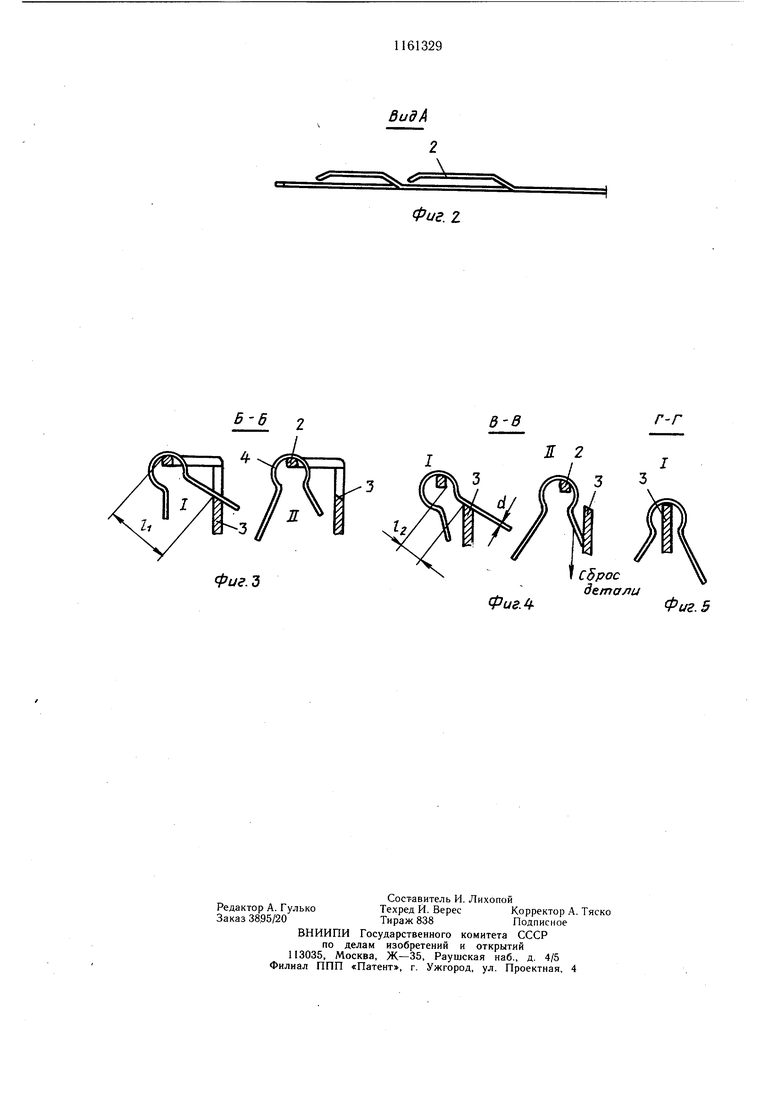
На фиг. 1 изображен нож, предназначенный для устройств для ориентирования гнутых деталей, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1.
Ориентирующее устройство входит в состав вибробункера и представляет собой укрепленный на чаше (не показана) пластинчатый нож 1 ступенчатой формы. На каждой ступени пластинчатого ножа 1 выполнено консольное ответвление 2, которое отогнуто в сторону от кромки 3 ножа. Каждое консольное ответвление 2 отогнуто таким образом, что в средней его части расстояние между кромкой ножа 3 и несущей поверхностью ответвления больше короткого, но меньше длинного плеча ориентируемой детали 4. Ориентируемая деталь 4 - гнутый крючок с разновеликими плечами, одно из которых незначительно длиннее другого, представлена на примере пружины заводного рычага наручных часов.
Свободный конец ответвления 2 подогнут в сторону кромки 3 ножа 1 и образует с ней зазор 1 , величина которого больще, чем толщина ориентируемой детали 4. В конце ножа 1 имеется вертикальный упор 5, служащий для предотвращения соскальзывания правильно сориентированных деталей 4.
Пластинчатый нож, предназначенный для устройств для ориентирования гнутых деталей с разновеликими плечами, работает следующим образом.
Поступающие из чаши вибробункера на нож 1 крючки 4 повисают на нем в двух положениях - I и II. Перемещаясь под действием вибрации на первое по ходу движения из консольных ответвлений 2 и оказываясь в средней его части, крючок 4 в правильно ориентированном положении I своим более длинным плечом опирается на кромку ножа и проходит в таком положении
все ответвление 2. В конце ответвления 2 крючок 4 переходит на кромку 3 ножа 1 или, в случае наличия, на следующее нижележащее консольное ответвление, а затем снова на кромку 3.
Крючки 4, попав на консольное ответвление 2 в неправильно ориентированном положении II вследствие того, что расстояние I, между несущей поверхностью последнего и кромкой ножа больше длины короткого плеча крючка 4, повисают на ответвлении 2,
не опираясь коротким плечом на кромку ножа. Пройдя в таком положении все консольное ответвление, крючок 4 попадает в просвет 1г между концом ответвления 2 и кромкой 3 ножа. Так как просвет Ig между кромкой 3 и концом ответвления 2 больше
толщины d исходного материала, из которого изготовлен крючок 4, то последний проскальзывает в этот просвет вниз и удаляется из зоны ориентации.
Для повышение надежности ориентирования на ноже по ходу движения деталей
может быть выполнено 2-3 последовательно расположенных консольных ответвления. После прохождения последнего ответвления сориентированные детали накапливаются около упора 5, откуда они отбираются, например, схватом манипулятора и передаются на сборочную позицию.
В случае, если расстояние 1 между средней частью ответвления и кромкой ножа меньше длины короткого плеча, то ориентирования детали не произойдет, так как
они будут перемещаться по ответвлениям в том положении, в каком поступили из вибробункера. В случае, если просвет 1 а между концом ответвления и кромкой ножа меньше толщины материала детали, то неправильно ориентированные детали будут накапливаться на ответвлении и препятствовать прохождению правильно ориентированных деталей. Процесс ориентации нарушится.
Предлагаемое устройство обеспечивает
надежную ориентацию деталей с незначительной разницей в длине плеч.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибробункер для ориентирования и поштучной выдачи гнутых деталей | 1986 |
|
SU1315232A1 |
| Вибробункер | 1986 |
|
SU1371856A1 |
| Устройство для ориентации деталей со смещенным центром тяжести преимущественно в виде стержня с буртиками и проточками между ними | 1983 |
|
SU1164915A1 |
| Вибробункер | 1986 |
|
SU1349964A1 |
| Вибробункер | 1987 |
|
SU1505752A1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| Устройство для ориентации | 1981 |
|
SU1038180A1 |
| Вибробункер | 1988 |
|
SU1553320A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1412025A2 |
| Устройство для поштучной выдачи деталей | 1986 |
|
SU1414559A1 |
УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ГНУТЫХ ДЕТАЛЕЙ, включающее вибробункер, на чаше которого установлен пластинчатый нож, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения ориентирования деталей с незначительной разницей в длине плеч, нож снабжен консольными ответелениями, выполненными так, что в средней части поверхность ответвления параллельна поверхности ножа, а свободный конец ответвления отогнут в сторону ножа, при этом расстояние между кромкой ножа и поверхностью средней части ответвления больше короткого, но меньше длинного плеча ориентируемой детали, а расстояние между свободным концом ответвления и кромкой ножа больше толщины ориентируемой детали. О5 СО Ю Г Фиг.1
фиг.Ъ ФигЛ сЬрос детали Фиг. 5
| Гринштейн Я | |||
| Г | |||
| и Вайсман Е | |||
| Г | |||
| Система питания автоматов в приборостроении | |||
| М., «Машиностроение., 1966, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
