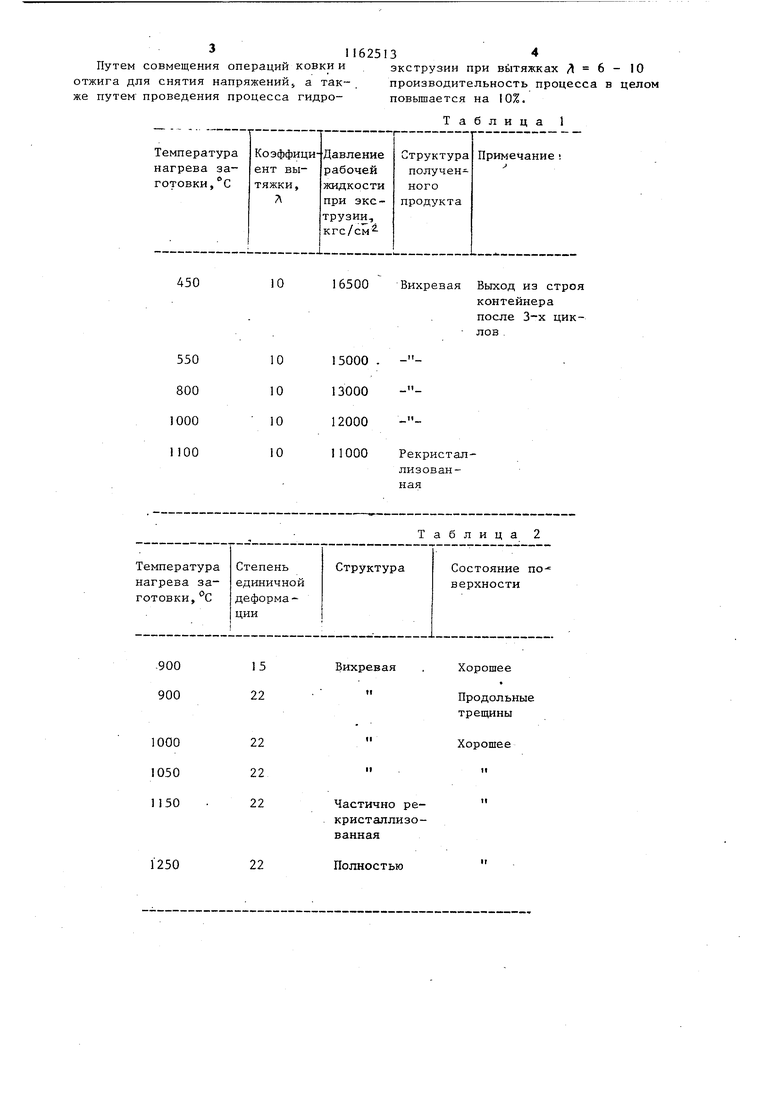
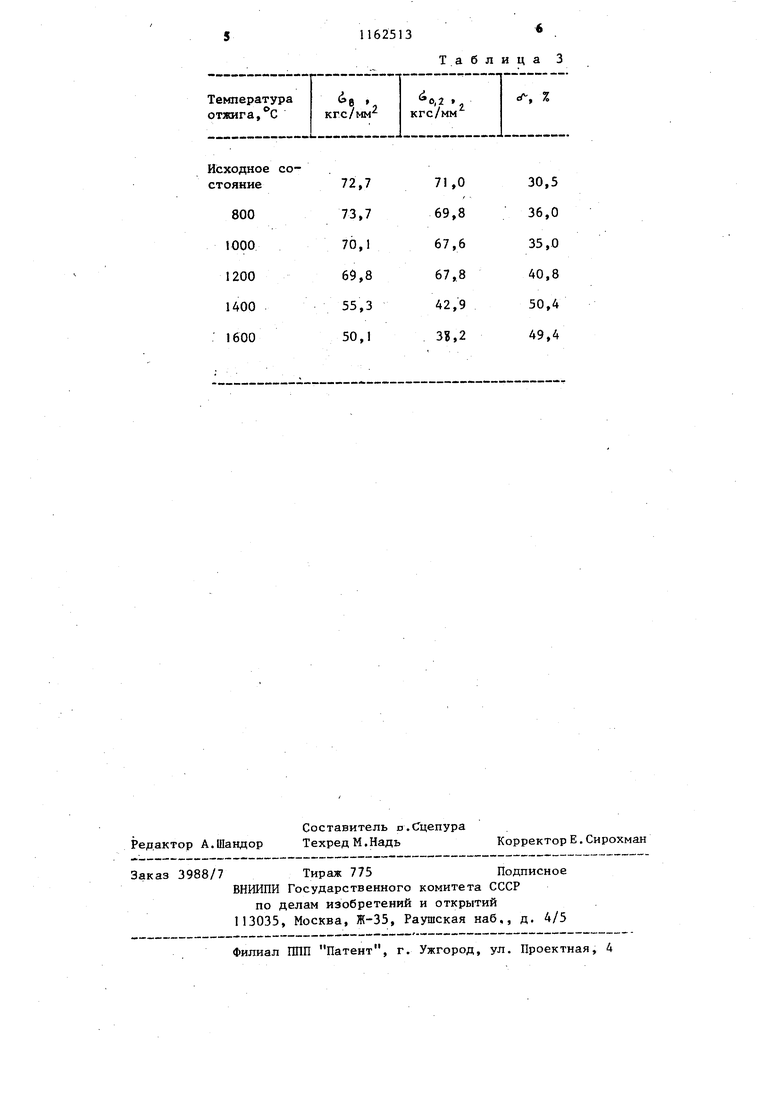
1 Изобретение относится к обработке металлов давлением, в частности к изготовлению прутков и проволочной заготовки из молибдена и его сплавов. Цель изобретения - повышение про изводительности, выхода годного и к чества прутков. Способ осуществляется следующим образом. Вакуумплавленные слитки молибдена или его сплавов подвергают горячему прессованию, отжигают в водоро ной печи при в течение 1 ч. и после правки на молоте и механической обработки полученные прутки подвергают гидроэкструзии на прессе усилием 1600 тс при 550 - 1000°С с вытяжкой / 6 - 10. Гидроэкструдированные прутки (ди метром 20 мм ) подвергают ротационно ковке при 950 -1000°С (в зависимос ти от марки сплава ) до необходимых размеров. В результате получают пруток из молибдена или его сплава диаметром 16 мм или проволочную заготовку диа метром 3,0 мм, п{)ичем полученные из делия полностью сохраняют структуру гидроэкструдированных заготовок, чт обуславливает высокий уровень механ ческих свойств (прочности, пластичности и ударной вязкости). Пример. Вакуумплавленные сли ки из молибдена марки МЧВП диаметром 130 мм подвергают прямому горячему прессованию, отжигают в атмосфере водорода при в течение 1 ч и после правки и механической обработки получают заготовки диамет ром 60 мм и длиной 350 мм. Заготовки подвергают гидроэкст.рузии с вытяжкой Л 10 при 450 - 1100°С. Результаты приведены в табл. 1. Прутки, полученные при гидроэкст рузии при 800°С, диаметром 20 мм и длиной 3000 мм подвергают ротационной ковке при до диаметра 3 мм. При этом получены .проволоч ные заготовки длиной 139 мм. В табл. 2 показано влияние темпе ратуры нагрева заготовки при ротационной ковке и степени единичной деформации на структуру и состояние поверхности прутка на переходе ф 1 0 6 мм. В табл. 3 приведены механические свойства в зависимости от темпера3гтуры отжига прутков ,5 мм из молибдена марки МЧВП, получейных гидроэкструзией горячепрессованных заготовок и последующей ротационной ковкой, совмещенной с отжигом при 1000°С. Из приведенных в табл. 1 данных видно, что оптимальной температурой для гидроэкструзии является 550 1000°С, поскольку при 450°С после 3-х циклов гидроэкструзии выходят из строя уплотнения втулки контейнеров, а при 1100 С получают прутки с полностью рекристаллизованной структурой, т.е. полностью уничтожено положительное влияние гидроэкструзии на механические свойства молибдена (относительное удлинение сГпрутков, гидроэкструдированных при 800°С, составляет 30,5%, а при - 4,5%). Указанный температурный интервал процесса гидроэкструзии позволяет вести процесс с максимальными вытяжками Л 6 - 10. Из приведенных в табл. 2 данных видно, что оптимальной температурой ротационной ковки, совмещенной с отжигом, является 1000 - 1050°С (для молибдена марки МЧВП, у которого, температура начала рекристаллизации составляет ). При более низкой температуре (900°С ) для получения качественных прутков необхо - димо снижать степень единичной деформации, что приводит кснижению производительности процесса. Более высокая температура (11-50°С ) приводит к уничтожению вихревой структуры за счет рекристаллизации и тем. самым к снижению уровня механических свойств получаемых изделий. При многократном контроле молибденовых прутков у 20; 7,5; 3 мм (полученных предложенным способом ) на несплошность по сечению (внутренние трещины) приборами, использующими метод вихревых токов, дефекты не обнаружены . При использовании предлагаемого способа потери металла уменьшаются на 30% по сравнению с известным способом за счет обточки ( перед гидроэкструзией )заготовок большого диаметра и исключения резки заготовок. Проволочная заготовка, получаемая при использовании предлагаемого способа, по качеству выше, поскольку отсутствуют места сварки, в которых нарувшна вихревая структура.
311625134
Путем совмещения операций ковкий экструзии при В1;1тяжках Д 6 - 10 отжига для снятия напряжений, а так- производительность процесса в целом же путем проведения процесса гидро- повышается на 10%.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ПРУТКОВ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЛЯ МЕДИЦИНСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2562591C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ α+β-ТИТАНОВОГО СПЛАВА | 2008 |
|
RU2368700C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| Способ получения изделий из тугоплавких металлов | 1981 |
|
SU963583A1 |
| Способ получения длинномерных полуфабрикатов из сплавов TiNiHf с высокотемпературным эффектом памяти формы | 2021 |
|
RU2771342C1 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| Способ производства бесшовных труб из тугоплавких металлов | 1978 |
|
SU764754A1 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУМУЛЯТИВНЫХ ОБЛИЦОВОК | 2007 |
|
RU2362111C2 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ МОЛИБДЕНА И ЕГО СПЛАВОВ, включающий горячее деформирование литой заготовки прессованием, ротационной ковкой и гидроэкструзией с промежуточными отжигами, отличающийся тем, что, с целью повышения производительности, выхода гддного и качества прутков, гидроэкструзию прозодят после прессования при температуре 550 - 1000°С с вытяжкой 6 - 10, ротационную ковку осуществляют при температуре ниже порога рекристаллизации металла заготовки на 50 - 100°С, а нагрев под ротационную ковку совмещают с отжигом. (Л с
16500 Вихревая Выход из строя
22
1250
Полностью
контейнера после 3-х цик- лов .
Таблица 2
Исходное СОТаблица 3
| Мальцев М.В., Доронькин Е,Д, и Езерский К.И | |||
| Гидростатическая обработка тугоплавких металлов | |||
| М., .Металлургия, 1978, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Там же, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
