Изобретение относится к обработке методом поверхностного пластического деформирования и может быть использовано в устройствах для алмазного выглаживания деталей. Цель изобретения - повышение качества обработки путем снижения вибраций алмазного ищентора. На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1 Устройство состоит из державки I с отверстием 2, в котором на упругих кольцах 3, смонтированных в канавках 4, установлен шток 5 с алмазным индентором 6. Канавки 4 под упругие 11 72 кольца 3 выполнены с эксцентриситетом е относительно оси штока 5, который контактирует с отверстием 2 со стороны, противоположной эксцентрисистету. Шток контактирует с пружиной 7, задающей усилие обработки. При работе устройства вибрации алмазного индентора 6 возникающие при взаимодействии его с обрабатываемой поверхностью детали гасятся упругими кольцами 3. Предлагаемое устройство по сравнению с базовым позволяет повысить качество обработки за счет снижения вибрации алмазного индентора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выглаживания деталей | 1987 |
|
SU1416296A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2433900C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2348504C1 |
| Устройство для виброобкатывания | 1990 |
|
SU1731609A1 |
| Способ обработки деталей с цилиндрическим отверстием поверхностным пластическим деформированием | 1990 |
|
SU1761449A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2570137C2 |
| Устройство для пластического деформирования деталей | 1980 |
|
SU929418A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Оправка для алмазного выглаживания | 1990 |
|
SU1706849A2 |
| Устройство для чистовой обработки сложных поверхностей | 1987 |
|
SU1447648A1 |
УСТРОЙСТВО ДЛЯ ВЫГЛАЖИВАНИЯ ДЕТАЛЕЙ, содержащее алмазный индентор, закрепленный на подпружинен1 ом штоке, установленном в отверстии державки на упругих кольцах, расположенных в канавках, отличающеес я тем, что, с целью повышения качества обработки путем снижения вибраций индентора, канавки под упругие кольца выполнены с эксцентриситетом относительно оси штока, при этом последний установлен с возможностью контактирования с поверхностью отверстия державки со стороны, противоположной эксцентриситету.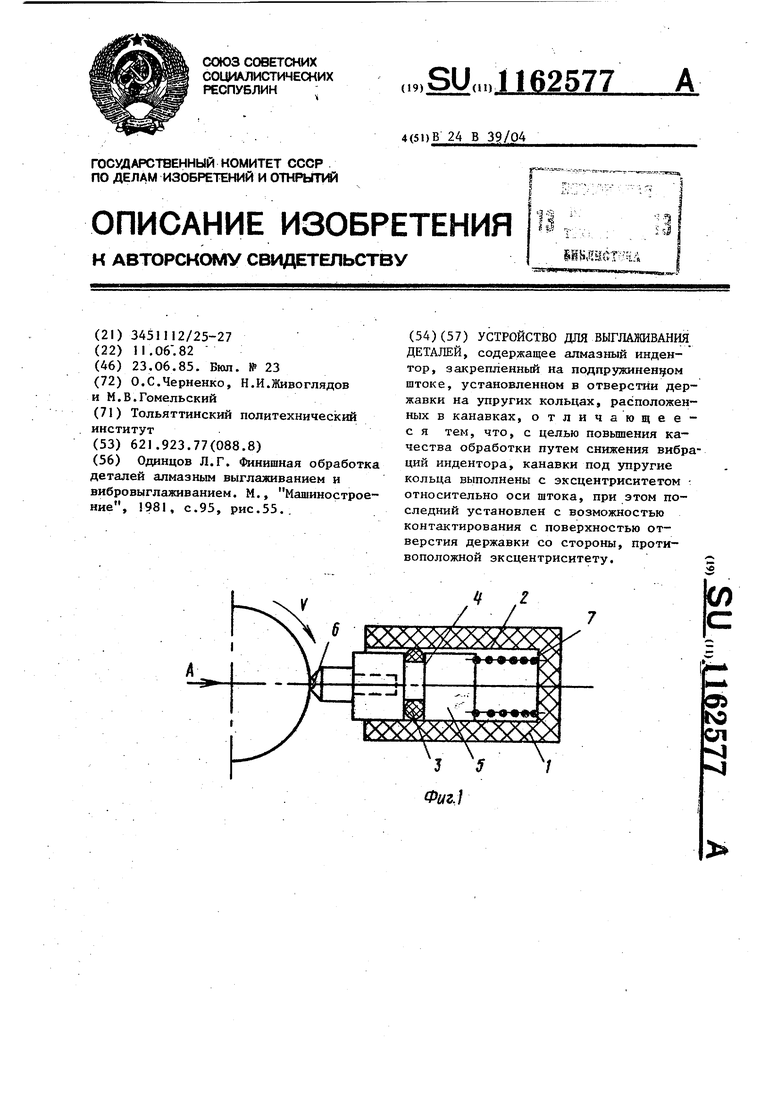
Фиг.
| Одинцов Л.Г | |||
| Финишная обработка деталей алмазным выглаживанием и вибровыглаживанием | |||
| М., Машиностроение, 1981, с.95, рис.55.. |
