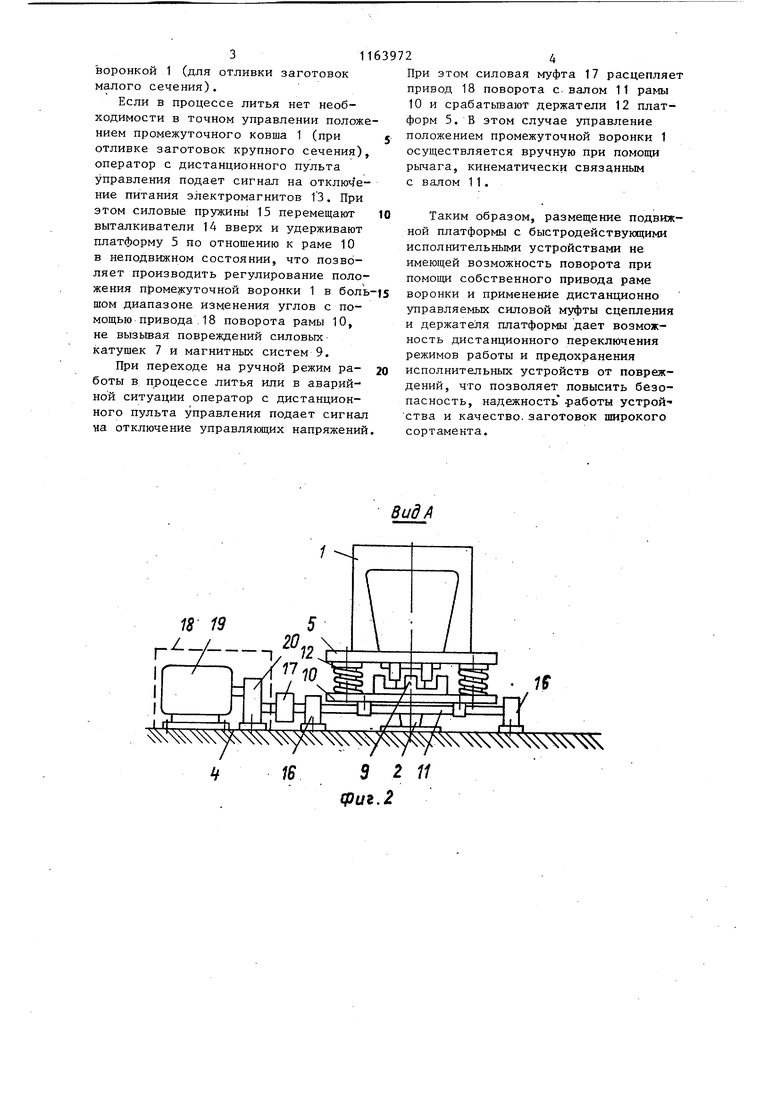
Изобретение относится к металлургии, в частности к непрерывной разливке металлов и сплавов. Цель изобретения - расширение тех нологических возможностей устройства и повышение качества литой заготовки. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1. Устройство состоит из бесстопорной двухручьевой промежуточной воронки 1 с удлиненными стаканами 2 для подвода жидкого металла в рабочи полости ручьев кристаллизатора 3, расположенных на уровне разливочной площадки 4, платформы 5, имеющей возможность поворота относительно оси 6. На нижней стороне платформы 5 симметрично оси 6 поворота расположены силовые катушки 7 и измерительная катушка 8, взаимосвязанные с маг нитными системами 9, жестко закрепленными на раме 10, которая установлена на валу 11с возможностью поворота относительно платформы 5. На раме 10 установлены также детали 12 платформы 5, управляемые дистанционно и выполненные в виде электромагнитов 13 с якорем, выполненным в виде Т-образных выталкивателей 14, взаимодействующего с силовыми пружинами 15. Вал 11, поворачивающийся в подшипниках 16 качения, жестко закрепленных на разливочной площадке 4, через силовую муфту 17 сцепления, управляемую дистанционно, например, фрикционную электромагнитную муфту, соединена с приводом 18 поворота, состоящим из электродвигателя 19 и силового редуктора 20, жестко закреп ленных на разливочной площадке 4. I Устройство работает следующим образом. Перед началом литья оператор с дистанционного пульта управления подает управляющие напряжения на силовую муфту 17 сцепления и на держател 12 платформы 5. При подаче напряжени на обмотку силовой муфты 17 сцеплени в качестве которой применена электро магнитная фрикционная муфта, происхо жит- сцепление фрикционных дисков и вращение вала электродвигателя 19 через силовой редуктор 20 передается на вал 11 и установленную на нем раму 10. При подаче напряжения на электромагниты 13 держателей 12 выталкиватели 14, являющиеся одновременно якорями электромагнитов 13, преодолевая усилие силовых пружин 15 перемещаются в нижнее рабочее положение, освобождая рабочую зону действия силовых катушек 7 относительно магнитных систем 9, что позволяет платформе 5 с установленной на ней промежуточной воронкой 1 перемещаться в заданных пределах, и служат одновременно ограничителями, предохраняющими силовые катушки 7 от повреждений. После подготовительного и пускового режимов работы наступает стационарный режим литья, при котором уровень жидкого металла в ручьях кристаллизатора 3 поддерживается равным за счет изменения положения промежуточной воронки 1, осуществляемого путем взаимодействия активизированных управляющим напряжением определенной полярности силовых катушек 7 с радиальным магнитным полем магнитных систем 9, в результате чего происходит перемещение платформы 5 в направлении компенсации полученного отклонения и выравнивания потока жидкого металла в рабочих полостях ручьев кристаллизатора 3. При значительном отклонении уровней металла в ручьях кристаллизатора, связанном с увеличением подачи металла в один из ручьев, например, из-за размыва или примораживания одного из удлиненных стаканов 2, приходится увеличивать наклон платформы 5 на угол, приводящий к выходу силовых катушек 7 из рабочей зоны. В этом случае на привод 18 поворота качания рамы подается управлянйцее напряжение, направленное на разворот рамы 10 в положение, компенсирующее полученное несоответствие. При этом силовые катушки 7 и измерительная катзппка 8 относительно магнитных систем 9 продолжают работать в линейной рабочей зоне. Таким образой, привод поворота 18 осуществляет перемещение рамы 10 в соответствии с изменениями уровня металла в ручьях кристаллизатора 3, , что позволяет силовым катушкам 7 отрабатывать управляющие.сигналы в линейной рабочей зоне, обеспечивая при этом большую точность и быстродействие перемещения платформы 5 со смонтированной на ней промежуточной
воронкой 1 (для отливки заготовок малого сечения).
Если в процессе литья нет необходимости в точном управлении положением промежуточного ковша 1 (при отливке заготовок крупного сечения), оператор с дистанционного пульта управления подает сигнал на отключе- ние питания электромагнитов 13. При этом силовые пружины 15 перемещают выталкиватели 14 вверх и удерживают платформу 5 по отношению к раме 10 в неподвижном состоянии, что позволяет производить регулирование положения промежуточной воронки 1 в боль шом диапазоне изменения углов с помощью привода . 1 8 поворота рамы 10, не вызьюая повреждений силовых катушек 7 и магнитных систем 9.
При переходе на ручной режим работы в процессе литья или в аварийной ситуации оператор с дистанционного пульта управления подает сигнал на отключение управляющих напряжений
При этом силовая муфта 17 расцепляе привод 18 поворота с. валом 11 рамы 10 и срабатьшают держатели 12 платформ 5. В этом случае управление положением промежуточной воронки 1 осуществляется вручную при помощи рычага, кинематически связанным с валом 11.
Таким образом, размещение подвижной платформы с быстродействующими исполнительными устройствами не имеющей возможность поворота при помощи собственного привода раме воронки и применение дистанционно управляе п 1х силовой муфты сцепления и держателя платформы дает возможность дистанционного переключения режимов работы и предохранения исполнительных устройств от повреждений, что позволяет повысить безопасность, надежность работы устройства и качество.заготовок широкого сортамента.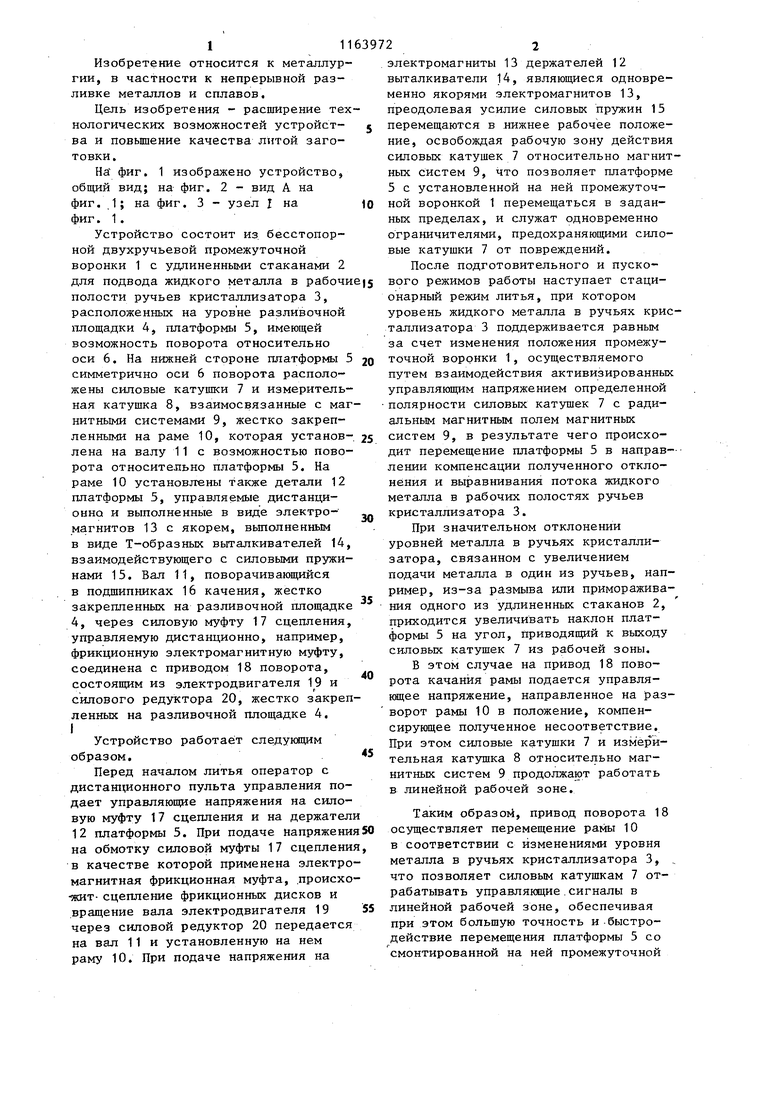
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования поло-жЕНия пРОМЕжуТОчНОгО КОВшА | 1978 |
|
SU818738A1 |
| Манипулятор для замены погружного стакана на слябовой машине непрерывного литья заготовок | 2016 |
|
RU2639089C2 |
| КРИСТАЛЛИЗАТОР - ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ МЕТАЛЛА | 2005 |
|
RU2281185C1 |
| Устройство для крепления механизма дистационного управления стопором разливочного ковша | 1980 |
|
SU933245A1 |
| Многоручьевая машина непрерывного литья заготовок радиального типа | 1991 |
|
SU1792355A3 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ПОТОКА РАСПЛАВЛЕННОГО МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2011 |
|
RU2574556C1 |
| Установка непрерывного литья металлов | 1983 |
|
SU1168325A1 |
| Способ регулирования подачи металла в кристаллизатор трехручьевой машины | 1983 |
|
SU1344507A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ДВУХГРЕБНЕВОГО ПОЛОСОВОГО ПРОФИЛЯ | 2018 |
|
RU2688029C1 |
| Шагающий болотоход | 2022 |
|
RU2792148C1 |
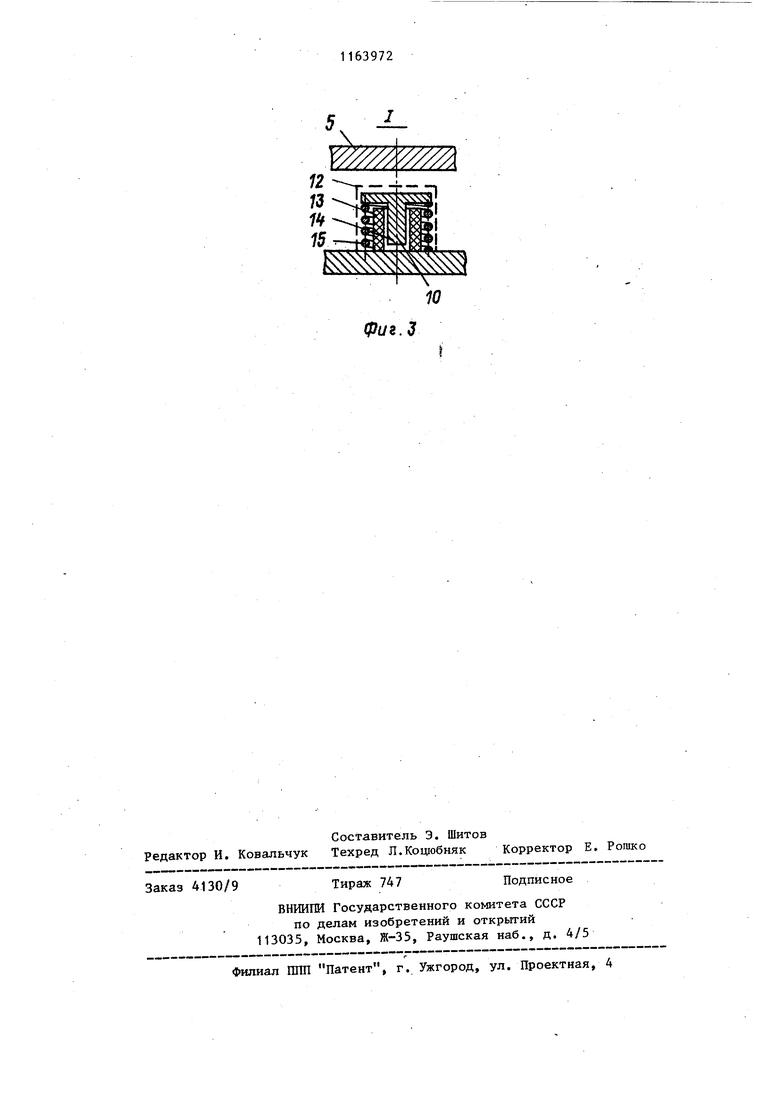
1. УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ПРОМЕЖУТОЧНОЙ ВОРОНКИ, содержащее платформу с осью Поворота, на нижней стороне платформы симметрично оси поворота располр- Чсены силовые катушки и измерительная катушка, взаимосвязанные с магнитными системами, отличающееся тем, что, с целью расширеюм технологических возможностей устройства и повьш1ения качества литой заготовки, оно снабжено рамой, жестко закрепленной на приводном валу, и держателями платформы, при этом ла раме жестко закреплены магнитные системы и держатели платформы. 2. Устройство поп, 1, отл и- чающееся тем, что каждый держатель платформы выполнен в виде электромагнита и силовой пружины причем якорь электромагнита выполнен в виде Т-образного выталкивателя, взаимодействующего с силовой пружиной. сл Од со со КС
| Устройство для регулирования поло-жЕНия пРОМЕжуТОчНОгО КОВшА | 1978 |
|
SU818738A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
