2.Установка по п, Ij отличающаяся тем, что секции магнитогидродинамического устройств выполнены с постоянным числом витков катушек электромагнитов и возрастающим в направлении от. разливочной коробки к кристаллизатору сечением токоподводящих шин.
3.Установка по п 1, отличающаяся тем, что секции магнитогидродинаьшческого устройств выполнены с постоянным сечением токоподводящих шин и-возрастающим
в направлении от разливочной камеры к кристаллизатору числом витков ка тушек намагничивания ,
68325
4.Установка по пп. 1-3, отличающаяся тем, что токоподводящие шины расположены вдоль канала магнитогидродинамического устройства с возрастающим в направлении от кристаллизатора к разливочной коробке суммарным сечением шин
в каждой последующей секции и транспозиции шин в секциях на участках их подключения,
5.Установка по пп. 1-4, отличающаяся тем. что магнитогидродинамическое устройство установлено под углом 0-90° к оси разливочной коробки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного литья | 1981 |
|
SU980937A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА МЕТАЛЛА В ВАЛКОВЫЙ КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2019 |
|
RU2714569C1 |
| Многоручьевая машина непрерывного литья заготовок радиального типа | 1991 |
|
SU1792355A3 |
| Кондукционный МГД-насос и насосная система | 2018 |
|
RU2701154C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УДЕЛЬНОЙ ЭЛЕКТРОПРОВОДНОСТИ ЖИДКИХ СРЕД | 2015 |
|
RU2654316C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Устройство для непрерывного литья слитков | 1987 |
|
SU1555048A1 |
1. УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, содержацая разливочную коробку и кристаллизатор, отличающаяся тем, что, с целью повышения производительности, качества получаемой заготовки и снижения трудовых затрат, она снабжена размещенным между разливочной коробкой и кристаллизатором ковдукционным магнитогидродинам1ческим устройством с несколькими секциями, содержащими электромагниты с катушками намагничивания и токоподводящие шины и располсженными вдоль канала магнитогидродинамического устройства дискретно, при этом катушки намагничивания электромагнитов и токоподводящие шины секций выполнены с возрастающим соотношением числа витков кату(Л шек намагничивания и сечения токоподводящих шин в направлении от разливочной коробки к кристаллизатору.
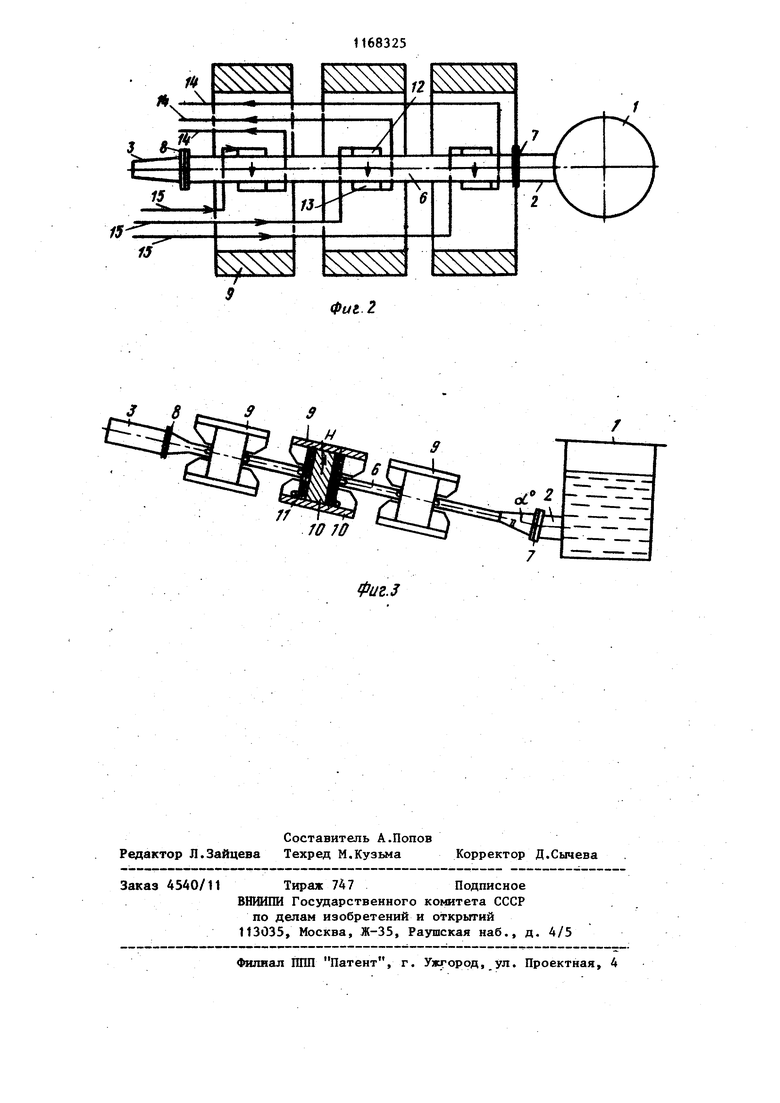
Изобретение относится к металлур гии, конкретнее к непрерывному литью металлов. Цель изобретения - повышение про изводительности, качества получавмой заготовки и снижение трудовых затрат. На фиг. 1 показана установка, план; на фиг. 2 - то же токоподводы вьиюлнены с транспозицией шин в секциях на фиг, 3 - то же, вид сбоку. Установка содержит емкость t для расплавленного металла, разливочную коробку 2, водоохлаяодаемьй кристаллизатор 3, в котором размеще вкладьпп 4 с профилирующим отверстием 5, соответствующим профилю сечения заготовки, кондук1щонное МГД-устройство с каналом 6, расположенное между разливочной коробкой 2 и водоохлаждаемым кристаллизатором 3, соединенное резьбовым соединением на фланце 7 с разливочной коробкой 2, а на фланце 8 - с кристаллизатором. Вдоль канала 6 дискре но размещены секции 9, в пределах которых формируются электромагнитны силы, действующие на расплавленный металл. Каждая секция 9 содержит электро магнит с магнитопроводом 10 и катуш кой 11 намагничивания, ламели 12 и 13, к которым подключены токоподводящие шины 14 и 15, связанные другими концами с полюсами источника 16 постоянного тока. При литье заготовок малого сечения не требуется создавать большие давления в канале МГД-устройства и электромагниты с магнитопроводам 10 и катушками 11 могут быть заменены пocтoянны lи магнитами той же намагничивающей силы. Катушки 11 намагничивания электромагнитов выполнены с возрастающим сооткоагением числа витков, а токоподводящие шины - сечений в направлении от разливочной коробки 2 к кристаллизатору 3, При этом вариантами вьшолнения устройства являются: выполнение секций с электромагнитами, имеющими постоянное число витков катушек 11 и возрастающим сечением токоподводящих шин 14 и 15 в направлении от разливочной коробки к кристаллизатору, вьлолнение секций с постоянным сечением токоподводящих шин и возрастающим числом витков катушек намагничивания. В установках, рассчитанных на большую производительность и высокое давление в ЬЯД-канале 6, токоподводящие шины 14 и 15 располагают с перекрещиванием (транспозицией) шин на участках подключения их к ламелям 12 и 13. В этом случае концы токоподводящих шин выведены к источн1 ку 16 постоянного тока, располагаемого
3
со стороны кристаллизатора 3 (фиг. 2). Суммарное сечение токоподводящих шин 14 и 15 в пределах секций возрастает в направлении от разливочной коробки 2 к кристаллизатору 3.
Ось канала 6 МГД-устройства размещена под углом oL 0-90 к горизонтальной оси разливочной коробки 2 Нижний предел углов наклона о 0-5 определяет устройство, работающее при малом металлостатическом напоре разливаемого расплава и соответствует классу литейных машин горизонтального типа.
Предельное верхнее положение оси канала 6 (углы близкие к 90 ) характеризует условия литья при обратном поддавливании сил металлостатического давления, направленных против электромагнитных сил МГД-устройства. Такая конструкция соответствует классу машин непрерывного литья с вытягиванием заготовки вертикально вверх, что имеет технологические преимущества, связанные с симметрией действия сил на боковую поверхность кристаллизатора, например при литье сплавов с особо низкими механическими свойствами при температурах, близких к солидусу.
Промежуточное положение угла наклона оС выбирают из конструктивных соображений, причем заполнение канала расплавленным металлом-обеспечивается за счет поддержания требуемого уровня его в емкости 1, что особенно важно в режимах пуска установки.
Вьшолнение разливочной коробки 2 в виде гибкого сочленения, обеспечивающего изменение угла наклона канала 6, позволяет иметь еще один элемент регулирования процесса, например, с целью уравновешивания сил электродинамического происхождения и сил металлостатического давления. Эта же система позволяет поддерживать заданное давление металла на выходе из МГД-устройства.
Устройство работает следующим образом.
Поддерживаемый в емкости 1 в расплавленном состоянии металл через разливочную коробку 2 попадает в канал 6 МГД-устройства. После 5 подключения токоподводящих шин 14 и 15 к источнику постоянного тока 16 и подачи напряжения на катушки намагничивания 11 в жидком металле, попавшем в канал, от взаимодейст10 ВИЯ тока с магнитным полем формируются электромагнитные силы, направленные вдоль оси канала и создающие в кристаллизаторе 3 давления, вьскимающие твердую заготовку через 15 профилирующее с тверстие 5 вкладыша 4.
Электромагнитное давление, формируемое в зонах секций, опре20 дёляется плотностью тока еЛ индукцией В магнитного поля и длиной зоны Р
р сАве .
25 Плотность тока задаётся током токоподводящих шин 14 и 15 и сечением жидкого металла в канале, индукция 6 - намагничивающей силой катушек возбуждения, а длина
30 активной зоны секций определяется длиной ламелей 12 и 13.
При постоянных сЛ и 8 давление Р на выходе из канала пропорционально Т . При увеличении од- 3 ного из параметров f или В -1, а при одновременном увеличении обоих Р Г.
Модель устройства испытана в 0 лабораторных условиях и при токе 500 А на участке секции с активной зоной длиной 100 м получено давление на выходе МГД-устройства t кг/см, под действием которого 5 образованы заготовки свинца цилиндрической формы. Энергоемкость процесса оценивается величиной 10 кВт-ч/т свинца, что значительно . ниже соответствзтощих показателей 0 традиционных процессов формообразования заготовок цветных металлов. 8
Фиг.З fff 7ff
| 0 |
|
SU267022A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Германн Э.Г | |||
| Непрерывное литье | |||
| М., Металлургиздат, t961, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
