Известны способы прокатки периодических профилей с применением поперечной прокатки на трехвалковых станах. Ввиду того, что заготовка начинает обжиматься только после захвата ее автоматическим зажимом, передний конец ее, как правило, идет в отход.
Предлагаемый способ ирокатки устраняет этот недостаток и отличается от известных тем. что, с целью устранения переднего концевого отхода металла, прокатку сплошных и полых круглых периодических профилей осуществляют на трехвалковом стане по всей длине заготовки, причем передний конец прокатывают с приложением осевого усилия подпора, проталкивающего заготовку через валки, а по выходе из валков переднего конца заготовки последний захватывают автоматическим зажимом и дальнейшую прокатку осуществляют с усилием натяжения при одновременном снятии усилия подпора.
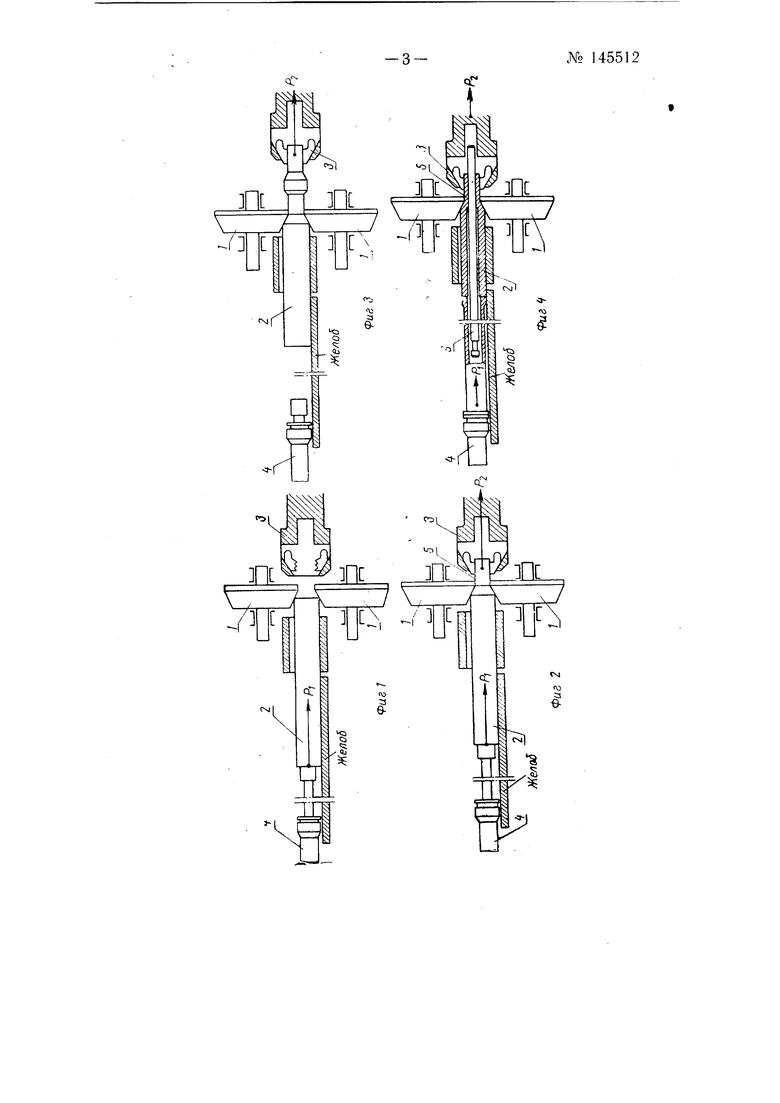
На фиг. 1 показана схема задачи заготовки в валки трехвалкового стана с применением усилия нодпора; на фиг. 2 показан момент начала прокатки, когда обжатый передний конец заготовки захвачен автоматическим зажимом, а усилия подпора и натяжения действуют одновременно; на фиг. 3 показано продолжение процесса прокатки, когда к заготовке приложено только усилие натяжения; на фиг. 4 показана схема прокатки полой заготовки.
Перед началом прокатки рабочие валки 1 стана сводятся на расстояние, соответствующее диаметру переднего конца готового проката. Задача заготовки 2 в валки У и прокатка до захвата ее автоматическим зажимом 5 производится с помощью гидравлического толкателя 4, создающего усилие PI подпора, которое обеспечивает проталкивание заготовки через вращающиеся валки (фиг. 1). В момент выхода из валков передний конец 5 заготовки захватывается автоматическим зажимом. Одновременно с этим включается механизм передви№ 1455122 жения тележки, на которой установлен зажим 3 (фиг. 2). После приложения к переднему концу 5 заготовки усилия Р натяжения, гидравлический толкатель отключается, усилие подпора снимается и дальнейшая прокатка ведется только с приложением усилия натяжения (фиг. 3). В случае прокатки полых заготовок (фиг. 4) применяют оправку 6.
Институт Укргипромез в своем заключении отмечает, что предложенный способ прокатки периодических профилей на трехвалковом стане с подпором и натяжением заготовки является целесообразным, так как обеспечивает снижение расходного коэффициента металла. Предложение рекомендуется к осуществлению на стане 120 Днепровского металлургического завода.
Предметизобретения
Способ прокатки сплошных и полых круглых периодических профилей на трехвалковом стане, отличаюш,ийся тем, что, с целью ликвидации переднего концевого отхода металла, прокатку осуществляют по всей длине заготовки, причем прокатку переднего конца осуществляют с приложением осевого усилия под-.гора, проталкивающего заготовку через валки, а по выходе из валков переднего конца заготовки последний захватывают автоматическим зажимом, и дальнейшую прокатку осуществляют с усилием, натяжения при одновременном снятии усилия подпора.
П П П
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки полых вагонных осей | 1961 |
|
SU145511A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| СПОСОБ ПРОКАТКИ СПЛОШНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ОСЕЙ | 1999 |
|
RU2164190C2 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| Способ прокатки сплошных железнодорожных осей на трехвалковом стане | 1987 |
|
SU1407646A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Трехвалковый стан поперечно-винтовой прокатки круглых периодических профилей | 1977 |
|
SU975165A1 |
| Способ прокатки полых круглых периодических профилей из трубной заготовки | 1988 |
|
SU1609543A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2013144C1 |
Njf
Чз
.,s
