Изобретение относится к области обработки Металлов давлением и может быть использовано при производстве изделий сложной формы на трехвалковых станах поперечной и винтовой прокатки.
Известна рабочая клеть трехвалкового стана винтовой прокатки, содержащая установленные в станине рабочие валки, каждый из которых связан с приводом их радиального перемещения относительно оси проката посредством системы с щарнирно закрепленными в станине двуплечими рычагами.
Рабочие клети такой конструкции имеют сравнительно невысокую жесткость за счет того, что в них давление металла на валки во время прокатки полностью или частично передается на звенья рычажной системы, связывающей валки с приводом.
Для обеспечения замыкания рабочих усилий прокатки на станине клети и повышения жесткости конструкции в предлагаемой клети система рычагов, связывающая каждый рабочий валок с приводом, снабжена двумя дополнительными звеньями, одно из которых выполнено в виде шарнирно закрепленного в станине одноплечего рычага, несущего валок, а второе - в виде промежуточного шатуна, связывающего одноплечий рычаг с соответствующим двуплечим рычагом.
Для обеспечения возможности настройки валков на прокатку изделий различных диаметров промежуточный шатун соединен с одноплечим рычагом эксцентриковой осью с червячным приводом ее регулировочного перемещения.
Для регулирования величины хода при сведении и разведении валков в станине предусмотрены регулируемые упоры, взаимодействующие с двуплечим рычагом.
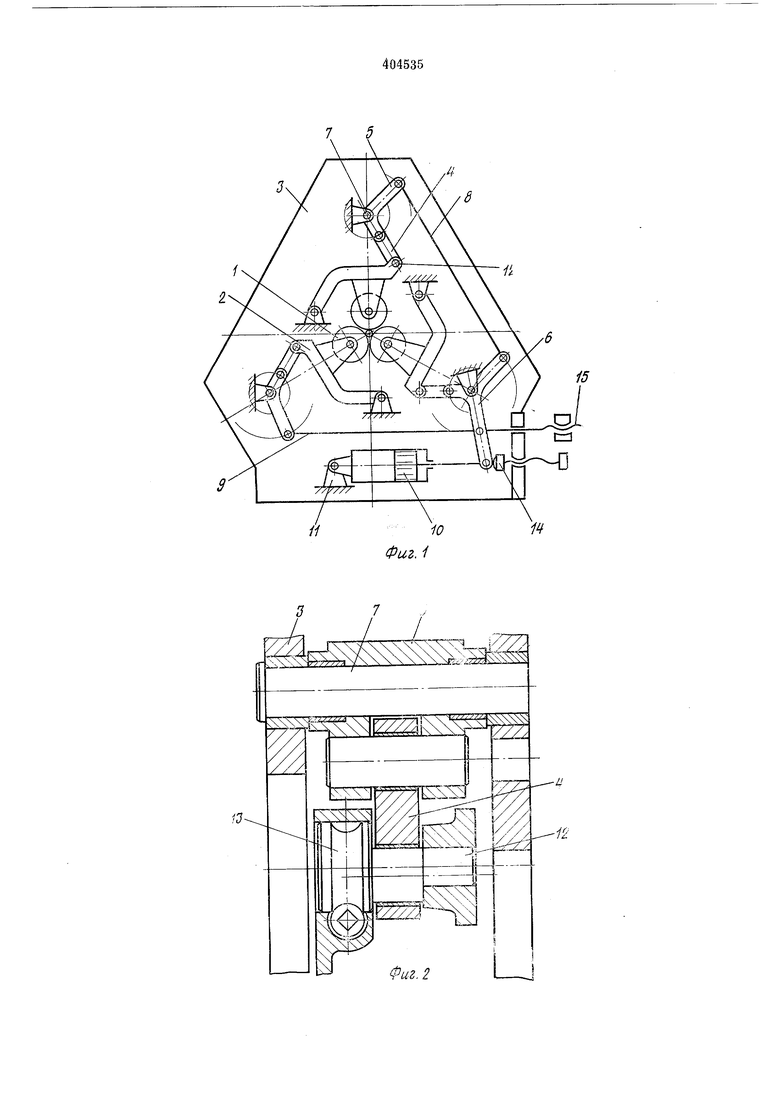
На фиг. 1 показана схема предлагаемой клети при рабочем положении валков, поперечное сечение; на фиг. 2 - разрез по эксцентриковой оси, соединяющей серьгу с качающимся рычагом.
В рабочей клети валки 1 установлены на качающихся одноплечих рычагах 2, щарннрно закрепленных в станине 3 клети.
Одноплечие рычаги соединены через промежуточное звено - шатун 4 - с двуплечими рычагами 5 и 6, шарнирно установленными на осях 7, располол ;енных в нлоскости, параллельной оси прокатки и проходящей, примерно, через центр валка н перпендикулярной к
линии, соединяющей центр валка « ось прокатки. Такое располол ение обеспечивает перемещение валков 1 в радиальном направлении при качании рычагов 2 на небольшой угол. Двуплечие рычаги 5 и 6 связаны между собой шарнирными тягами 8 и 9, а один из двуплечих рычагов 6 соединен с качающимся гндро- или пневмоцилиндром 10, закрепленным с помощью шарнира 11 на станине клети.
Для установки осей шатуна 4 и оси 7 двуплечего рычага 5 на одной прямой при необходимых изменениях (регулировках) межосевого расстояния валков шатун 4 соединяется с качающимся одноплечим рычагом 2 при помощи эксцентриковой оси 12 шарнира, которая посредством червячной передачи 13 может поворачиваться и жестко фиксироваться.
Изменение угла поворота тяги 8 как бы изменяет длину шатуна 4, благодаря чему достигается изменение межосевого расстояния валков без изменения углового положения двуплечего рычага 5.
Для регулирования величины хода при сведении и разведении валков в рабочей клети на пути хода одного из двуплечих рычагов установлены регулируемые упоры, укрепленные в станине клети.
Упор 14, выполненный в виде нажимного винта, ограничивает величину хода при сближении валков, а упор 15, выполненный заодно с шарнирной тягой 9 в виде гайки, на винченной на резьбовую часть тяги, ограничивает величину хода при разведении валков.
Описываемая рабочая клеть может быть использована при прокатке изделий при постоянном и переменном расстоянии мелсду осями валков.
Рабочая клеть работает следующим образом.
Прокатку изделий и профилей при постоянном расстоянии между осями валков производят при сведении валков до упора.
При этом поршень гидро- или пневмоцилиндра перемещают вправо до упора, шарнирно соединенного с ним двуплечего рычага, в регулируемый нажимной винт. В этом положении валков оси щатунов и оси двуплечих рычагов располагаются, примерно, на одной линии. Грубую настройку рабочей клети для прокатки изделий требуемого диаметра производят при сведении валков до упора посредством трех эксцентриковых осей, которые поворачивают червячный механизм на некоторый угол в законтривают.
Тонкая настройка расстояния между валками в пределах до 5% диапазона регулирования осуществляться при помощи нажимного винта.
Лри прокатке изделий с гладкими непрокатанными концами и участками валки в начальный момент разведены и заготовку свб бодно вводят в пространство между ними, оставляя гладкий участок, затем при помощи гидроцилиндра валки доводят до упора в налшмной винт и прокатывают заготовку на определенной длине, после чего валки разводят, заготовку перемещают в осевом направлении, оставляя гладкий участок, и прокатывают следующий участок.
В процессе прокатки звенья рычажной системы каждого из валков устанавливаются таким образом, что направление равнодействующей внешней силы (давления металла на валки), передаваемой через эксцентриковую ось
шарнира и шатун, не выходит за пределы круга трения, построенного на оси вращения шарнира двуплечего рычага. При этом давление металла на валки через ось шарнира двуплечего рычага полностью замыкается па стапине клети и не передается дальше.
Предмет изобретения
1.Рабочая клеть трехвалкового стана винтовой прокатки, содержащая установленное в
станине рабочие валки, каждый из которых связан с приводом их радиального перемещения относительно оси прокатки посредством системы с щарнирно закрепленными в станине
двуплечими рычагами, отличающаяся тем, что, с целью обеспечения возможности замыкания рабочих усилий прокатки на станине клети и повышения жесткости конструкции, система рычагов, связывающая каждый
рабочий валок с приводом, снабжена дополнительными двумя звеньями, одно из которых выполнено в виде шарнирно закрепленного в станине одноплечего рычага, несущего валок, а второе - в виде промежуточного шатуна,
связывающего одноплечий рычаг с соответствующим двуплечим рычагом.
2.Рабочая клеть по п. 1, отличающаяся тем, что, с целью обеспечения возможности настройки валков на прокатку изделий различных диаметров, промежуточный шатун соединен с одноплечим рычагом эксцентриковой осью с червячным приводом ее регулировочного перемещения.
3.Рабочая клеть по пп. 1 и 2, отличающаяся тем, что, с целью регулирования величины хода при сведении и разведении валков, в станине предусмотрены регулируемые упоры, взаимодействующие с двуплечим рычагом.
4
Фиг. -i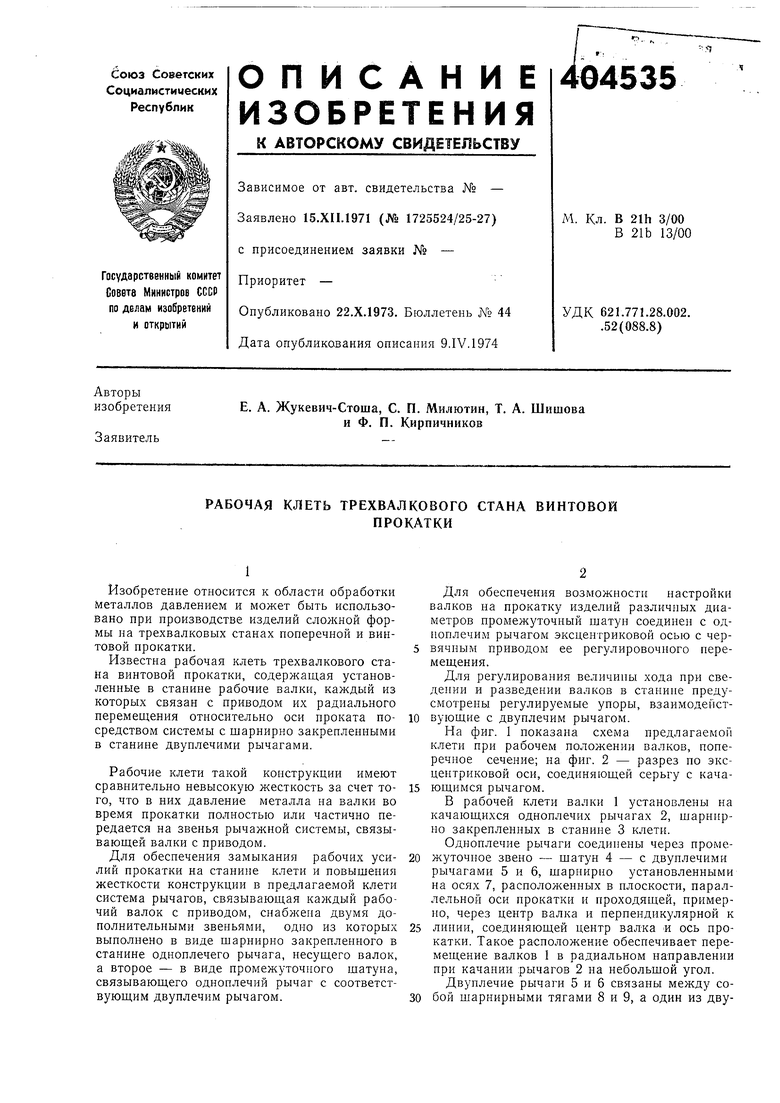
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2428267C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2438807C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1976 |
|
SU617090A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |