Изобретение относится к дуговой сварке металлов плавящимся электродом и предназначено, в частности, для сварки конструкций из стали малых и средних толщин со швами, расположенными во всех пространственных положениях.
Цель изобретения - улучшение формирования шва, уменьшение разбрызгиг. вания и повышение производительности при выполнении сварки в защитных газах.
Способ сварки осуществляют следую-: щим образом.
Плавящийся электрод и изделие под-, клктчены к клеммам источника питания, именнцего комбинированную внешнюю характеристику - крутопадающую в диапазоне рабочих режимов сварки и полого- падающую или жесткую ветвь.
(Источник питания настраивается так, чтобы обеспечить горение дуги при заданных рабочих значениях напря- . жениях и тока на крутопадающей ветви внешней характеристики, а напряжение перехода с крутопадающей на жесткую ветвь бьто бы на 15-20% меньше рабочего напряжения сварки, т.е. было бы равно (0,80-0,85) U,.g . Помимо этого, источник питания обеспечивает скорос- ти изменения тока при работе на крутопадающий ветви в пределах от I50 200 КА/с, а приопереходе на полого- падающий участок в пределах от 250 до 400 КА/с с уменьшением скорости нарастания тока короткого замыкания
ICm
IL-ad.
С5 00
ю
т 20 до 40 КА/с при достижении велиин, равных 300 + K(d3 О А, где j - диаметр электрода в мм,К е 250; 00..
Начало сварки выполняют путем кооткого замыкания электрода с изделием одним из известных способов. Посе зажигания дуги и достижения заданных рабочих значений напряжения Uj-g |Q и тока сварки Ij j начинается стабиль-; ное течение процесса сварки.
Обычные колебания напряжения дуги на величину до 10% не вызьгоают значительного изменения величины тока.Вмес- j те с тем-крутопадакяцая внешняя характеристика обеспечивает возможность дуге растягиваться на значительно большую величину, чем при питании от источника с поглощающей или жесткой, внешней jn характеристикой. Высокие скорости изменения тока, которые задают в пределах от 150 ДО 200 КА/с, обеспечивают даже при небольших изменениях тока смещение капли к ванне, а зачастую и 25 отрыв капли от электрода и сброс ее в ванну. Если капля не оторвалась, то ее смещение к ванне приводит к быстрому уменьшению длины дуги и снижению напряжения дуги. При снижении ряжения на величину больше 20% от ра- бочего напряжения сварки питание дуги переводитс.я на пологопадающую ветвь внешней характеристики, на которой .скорость изменения тока увеличивается от 250 до 400 КА/с. В результате при . переходе на пологопадающую ветвь внешней характеристики в цепи резко увеличивается. Однако при достижении, значений, равных 300 + K(d -1) А . скорость изменения тока уменьшают до значений от 20 до 40 КА/с, что практически ограничивает дальнейшее увеличение тока. Под действием электро-, динамических сил, увеличивающихся практически безынерционно с ростом тока, происходит отрыв капли от электрода и сброс ее в ванну. Поскольку величина тока была ограничена, то сила взрыва при перегорании шейки между каплей и электродом не вызывает разбрызгивания металла и расплескивания ванны. После обрыва капли резко увеличивается длина дуги и оплавле- ние электрода. При достижении значений напряжения дуги равных 0,8-0,85 рабочих напряжений сварки, питание дуги автоматически переводится на кру- топадакяцую внешнюю характеристику.
45
50
5
0
на которой продолжается плавление детали, электродной проволоки и oбpa- зование на ее конце следующей капли и весь процесс в дальнейшем повторяется.
При осуществлении процесса с короткими замыканиями дпину дуги задают ; равной 1-2 диаметрам электрода. Начало процесса сварки вьтот лют одним из известных методов, например путем закорачивания электродной проволоки на деталь и пережигания ее током короткого замыкания. После зажигания дуги питание ее выполняется на крутопадающей ветви внешней характеристики. Ток, достигший значительной величины .при пережигании электрода, быстро оплавляет .электрод, на конце которого образуется капля. Вследствие большой скорости изменения тока, задаваемой на крутопадакщей ветви, равной от 130 до 200 КА/с, ток быстро уменьшается, что вызывает резкое снижение скорости плавления электродной проволоки и давления дуги.
В .результате конеЦ электрода с каплей быстро приближается к ванне, а поверхность ванны движется к элек- троду. В момент их соприкосновения напряжение резко уменьшается и автог матически происходит переход на пологопадающую ветвь внешней характеристики. Ток в цепи резко увеличивается, растут электродинаЬшческие силы, ускоряющие переход капли в ванну. При достижении значений, равных 300 + + K(dj - 1)А, скорость тока уменьшают с 250-400 КА/с до 20.-40 КА/с. В результате переторание шейки между каплей и электродом происходит при сравнительно небольших токах, велич.ина которых задается в зависимости от , диаметра электрода и которая мало изменяется при практически изменяющихся длительностях коротких замыканий. В результате этого снижается разбрызгивание и улучшается формирование шва. После перегорания шейки капля переходит в ванну. При перегорании шейки зажигается дуга и напряжение дуги резко увеличивается. При значениях напряжения, превьш1акяцих от 0,8 до 8,85 напряжения сварки, происходит переход на питание дуги на крутопада- , юшую ветвь внешней характеристики, скорость применения тока увеличивается с 20-40 до 150-200 КА/с.
51599168
В результате имеет место быстрое плавление конца электрода.
Однако ток дуги, равный в начале оку короткого замыкания, быстро
меньшается, соответственно снижается скорость плавления электрода. Поскольку .скорость подачи электрода остается неизменной, то конец электрода с каплей быстро приближается к д ванне.
Уровень ванны в результате снижения давления дуги смещается в сторону капли,Капля с ванной соприкасаются.Напряжение резко снижается и питание авто- j матически переходит с крутопадающей ветви на пологопадающую. Ток в цепи увеличивается. При достижении значений, равных 300 + KCdj - )А,скорость роста тока уменьшается с 250-4 00 до 20 20-40 КА/с. Благодаря этому капля под действием электродинамических сил умеренных значений быстро перемещается к ванне и переходит в нее, а образовавшаяся шейка перегорает при не- 25 большом токе, что обеспечивает хорошее формирование шва с мелкочешуйча-. той поверхностью и небольшое разбрызгивание металла. При перегорании шейки между каплей и электродом зажига- ЗО ется дуга и весь описанный цикл процесса сварки повторяется.
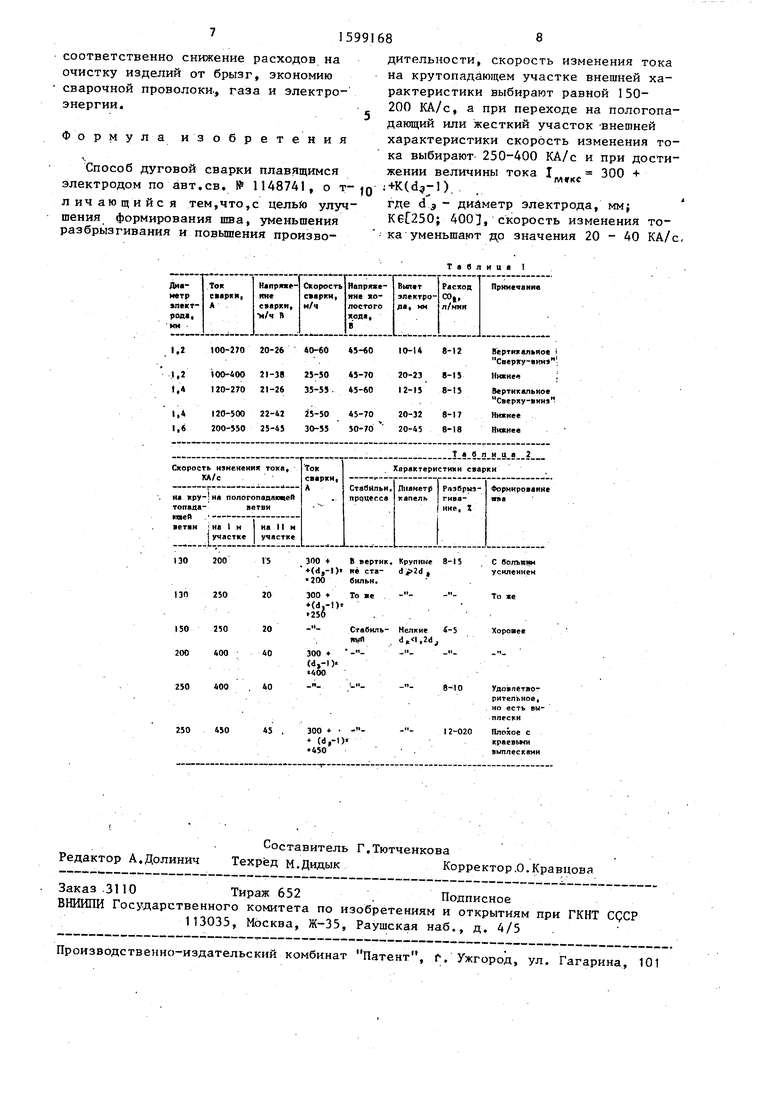
Пример. Вьтолняли сварку в СО сталей средних толщин в вертикальном положении методом Сверху- вниз и в нижнем положении.. Сварка ,. производилась проволокой св-08Г2С с защитой дуги сварочной двуокисью углерода. Сварка выполнялась полуавтоматами А-5А7 и ПДГ-508 с питанием от опытного выпрямителя, обеспечивающего получение комбинированной - внешней характеристики и скорости изменения тока от 150- до 200 КА/с на крутопадающей ветви, от 250 до 400 КА/с на пологопадающей ветви и с переходом на 20-40 КА/с при абсолютных значениях амплитуд,тока, равньтх 300 + (dj - О (250-АОО)А. В табл.1 приведены режимы опытных CilapOK на обратной полярности тавроньж соединений на сталях ВМСТ.Зсп и 09Г2. Швы, вьшолненные на указанных режимах бьши без дефектов, имели плавные очертания и мелкочешуйчатую поверхность. Разбрызгивание не превышало 3-4%.
Оптимальные значения скоростей из- менения тока определялись опытным путем.
35
40
45
50
55
j 0 5 О
5
0
5
0
5
При значениях параметров меньше указанных пределов наблюдаются нарушения стабильного процесса, ухудшение формирования шва и увеличение разбрызгивания, все это затрудняет выпол- полнение вертикальных швов методом Сверху-вниз и сварки с повышенкыми- вылетами электрода, отличающейся высокой производительностью.
Основные показатели изменения процесса при запредельных значениях сведены в табл.2.
Режим сварки: диаметр электрода dj 1,4 мм; св-0,8Г2С; защита дуги С0„ расход 10 л/мин; полярность обратная, ток сварки вертикальных швов 260 А; напряжение 36 В; вылет 14 мм; ток сварки в нижнем положении 380 А; напряжение 36 В; вылет 32 мм; d диаметр капли.
Таким образом, при сварке в СО проволокой СВ-08Г2С на повьшгенных режимах с повьш1енными вылетами электрода и вьтолнением вертикальных швов методом све.рху-вниз с высокими скоростями сварки, питание дуги в диапазоне рабочих напряжений и токов на крутопадающей ветви внешней характеристики при обеспечении высоких скоростей изменения тока (150-200 КА/с) с увеличением скоростей изменения тока до 250-400 КА/с при переходе на пологопадающуто ветвь, при которых капли переходят с электрода в ванну, и ограничении пиков тока при значениях 300 + (dj - О (250-400)А путем снижения скоростей изменения тока до 20-40 КА/с обеспечивают при ведении сварки с повьш1енными длинами дуг получение стабильного процесса; сварки с мелкокапельным переносом электродного металла малым разбрызгиванием, хорршим формированием и повьш1енными скоростями сварки.
Способ дугово сварки может заменить в производстве стальных металлоконструкций ручную дуговую сварку штучными электродами и обычную сварку в COj проволокой СВ-08Г2С с питанием от серийных источников тока ВСЖ-303, ВДГ-303, ВДУ-505, ВЛУ-506, ВС-600М и др. Способ обеспечивает повышение . скоростей сварки в 1,5-3 раза и облегчает условия руда, а по сравнению с обычной сваркой в СОх дополнительно обеспечивает уменьшение разбрызгивания, улучшение формирования швов и
соответственно снижение расходов на очистку изделий от брызг, экономию сварочной проволоки., газа и электроэнергии.
Формула изобретения
Способ дуговой сварки плавящимся электродом по авт.св. № 1148741, о тличающийся тем,что,с целЫо улучшения формирования шва, уменьшения разбрызгивания и повышения производительности, скорость изменения тока на крутопадающем участке внешней характеристики выбирают равной 150- 200 КА/с, а при переходе на пологопа- дающий или жесткий участок -внешней характеристики скорость изменения тока выбирают 250-400 КА/с и при достижении величины тока I 300 + ;+K(),
где d 3 - дийметр электрода, мм; 400, скорость изменения тока уменьшают до значения 20 - 40 КА/с,
т а в л н U I


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Способ механизированной дуговой сварки | 1990 |
|
SU1791086A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1164019A1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
Изобретение относится к дуговой сварке металлов плавящимся электродом и предназначено для сварки конструкций из стали малых и средних толщин со швами, расположенными во всех пространственных положениях. Цель изобретения - улучшение формирования шва, уменьшение разбрызгивания и повышение производительности сварочных аппаратов. Дуговую сварку плавящимся электродом осуществляют на пологопадающей и жесткой характеристике источника питания дуги. На крутопадающем участке внешней характеристики скорость изменения тока заданий выбирают в пределах 150-200 КА/с. При переходе на пологопадающий или жесткий участок скорости изменения тока увеличивают от 250 до 400 КА/с. При этом при достижении величин тока равных Iмакс=300+К(Dэ-1), где Dэ - диаметр электрода, K @ (250
400). Скорость изменения тока уменьшают до значений 20-40 КА/с. Способ позволяет заменить в производстве стальных металлоконструкций ручную дуговую сварку и обычную сварку в СО2. 2 табл.
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
