О) 4
to
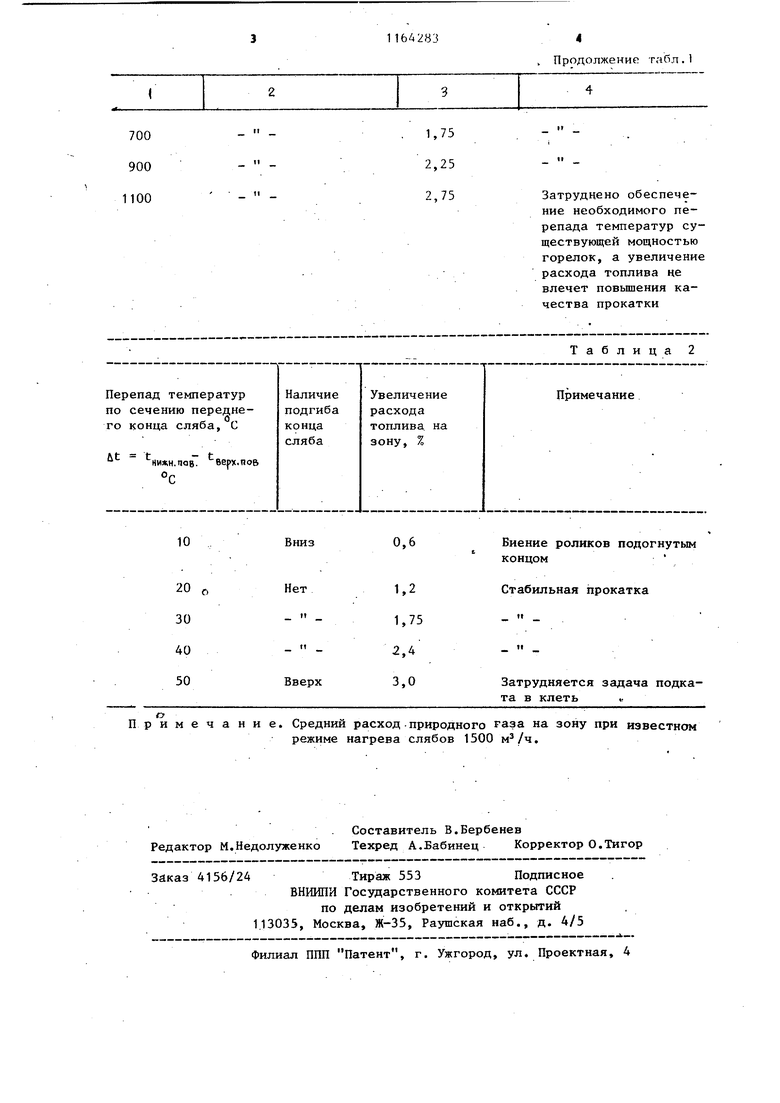
00 ОО 1 Изобретение относится к обработке металлов давлением, в частности к производству листового метагша путем горячей прокатки. Целью изобретения является, повышение качества нагрева- и стабильнос ти прокатки путем устранения подгиба вниз переднего конца сляба при прокатке. Изобретение осуществляется следу щим образом. Способ нагрева сляба в нагревательной печи включает создание нера номерного нагрева сляба по его длине. При этом передний конец сляба на длине 0,05-0,112 при янорядном посаде и 0,1-0,225 при двухрядном посаде (500-900 мм) нагревают с раз ницей температуры нижней и верхней поверхности. Средняя температура нижней поверхности переднего конца сляба на 20-40 С выше средней темпе ратуры, его верхней поверхности. Выполнение нагрева переднего конца на длине менее 500 мм не устраняет явл ние подгиба при прокатке, так как ведет к равномерному нагреву переднего конца сляба по сечению. Увеличение длины обогреваемого конца сля ба более 900 мм с обеспечением зада ного перепада температур по сечению сляба затруднено при существующей тепловой мощности горелок, а увеличение расхода топлива нерационально так как не влечет повышения качества прокатки. Дополнительньй нагрев ниж ней поверхности сляба по сравнению с его верхней поверхностью до темпе ратур менее 20 С не обеспечивает по ного устранения подгиба вниз, При нагреве нижней поверхности конца сляба до температуры более 40 С по 3 2 сравнению с температурой верхней поверхности имеет место подгиб переднего конца вверх при прокатке сляба, что затрудняет задачу такого подката в клеть и дальнейшую прокатку. В табл. 1 даны показатели прокатки сляба при дополнительном нагреве нижней поверхности переднего конца на выше температуры верхней поверхности. В табл. 2 сведены показатели прокатки сляба при дополнительном нагреве переднего конца сляба на дли- , не 700 мм. . Предложенный способ нагрева может быть обеспечен цикличным изменением длины факелов горелок с двойным подводом в нижней зоне печи, установленных в боковых станах печей, за счет изменения длительности периодов работы горелок на длинном и коротком факеле, например продогасительность периода работы горелок с длинным факелом ьд может быть взята равной 7-15% от времени нахождения металла в зоне, а продолжительность работы горелок с коротким факелом / л с кор. 1,5-21-Ал. Предложенньй способ нагрева устраняет явление подгиба переднего конца сляба в процессе прокатки. Подкат из первой клети черновой группы стана выходит планшетным (ровным), что исключает выход из строя транспортирукяцих роликов из-за биения подогнутым концом, а стойкость роликов в рольганге черновой группы стана возрастает в 3 раза, устраняются простои стана из-за бурения металла в клетях, что снижает общие простои стана на 2% (25 час./год). Таблица 1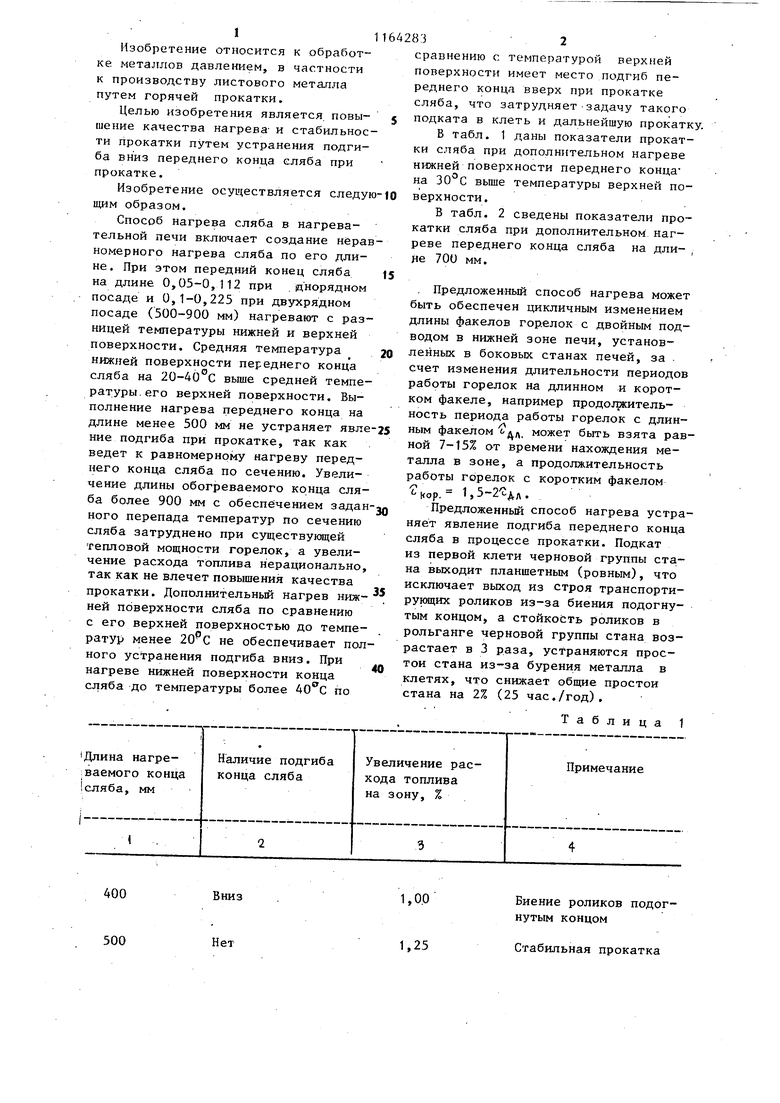
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| Способ производства рулонов заданной длины | 2023 |
|
RU2804208C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ НАГРЕВА ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ ЭКРАНОВ ТЕПЛОСОХРАНЯЮЩЕЙ УСТАНОВКИ ИЗ ИСХОДНОГО ХОЛОДНОГО СОСТОЯНИЯ НА ШИРОКОПОЛОСОВОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2329106C1 |
| КОМПАКТНАЯ ГИБКАЯ CSP УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПОЛОС, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭКСПЛУАТАЦИИ В НЕПРЕРЫВНОМ, ПОЛУНЕПРЕРЫВНОМ И ПЕРИОДИЧЕСКОМ РЕЖИМЕ | 2008 |
|
RU2438805C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
СПОСОБ НАГРЕВА СЛЯБОВ ПОД ПРОКАТКУ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ, включающий неравномерный по -длине нагрев слябов, отли.чающийс я тем, что, с целью повышения качества нагрева и стабильности прокатки, производят дополнительньй нагрев переднего конца сляба при однорядном посаде на длине 0,05-0,112 длины сляба, а при двухрядном посаде - на длине 0,1-0,225 длины сляба.
400
Вниз
Нет
500
Биение роликов подогнутым концом
Стабильная прокатка
700
900
1100
10
Вниз Примечание.
Продолжение таб.и.1
Затруднено обеспечение необходимого перепада температур существующей мощностью горелок, а увеличение расхода топлива не влечет повышения качества прокатки
Таблица 2
0,6
Биение роликов подогнутым концом Средний расход-природного газа на зону при известном режиме нагрева слябов 1500 .
| СПОСОБ СЖИГАНИЯ ГАЗА | 0 |
|
SU331225A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ нагрева слябов перед горячей прокаткой | 1977 |
|
SU633909A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
