Изобретение относится к индукцит онному нагреву металлических изделий и может быть применено для механизации и автоматизации процессов злектронагрева штучных заготовок под обработку металлов давлением.
Известна установка для индукционного нагрева заготовок, содержащая индуктор, механизм загрузки с толкателем и механизм выгрузки, вьтолненный в виде рычага с лотком lj
Недостатком такой установки является непостоянная величина заглубления заготовок, имеющих допуск по длине в индуктор со стороны выгрузки, что приводит к сбою выдачи нагретых заготовок из индуктора.
Наиболее близкой по технической сущности и достигаемым результатам к изобретению является индукционная установка для нагрева заготовок, содержащая раму, на которой установлены индукторы предварительного ,и окончательного нагрева с разновысотными направляющими и механизмами перемещения заготовок, выполненными в виде подвижных балок 2j ,
Недостатками данной установки являются- ненадежность работы из-за периодического сбоя вьщачи заготовок из индуктора, а также заклинивание подвижных балок вследствие отсутстви их натяжения и пониженный КПД из-за нагрева заготовок в индукторе с зазором.
Цель изобретения - повьш1ение КПД и обеспечение надежности работы установки.
Поставленная цель достигается тем что индукционная установка для нагрева заготовок, содержащая раму, на которой установлены индукторы предварительного и окончательного нагревов с разновыеотными направляющими и механизмами перемещения заготовок, выполненными в виде подвижных балок, снабжена кареткой с регулирующим упором, установленной на направляющих индуктора предварительного нагрева, и пневмоцилиндрами, закрепленными по концам подвижных .
При этом каретка выполнена в виде конусных втулок, жестко соединенных между собой и обращенных меньшими конусами в сторону выгрузки изделий из индуктора.
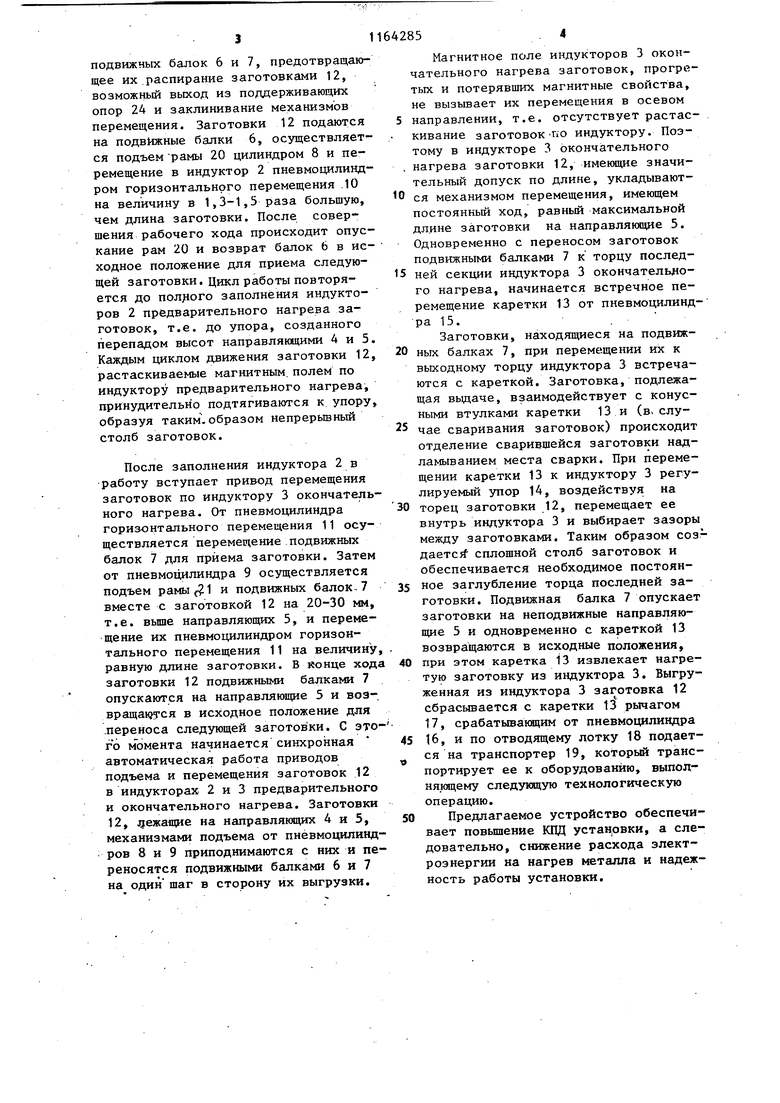
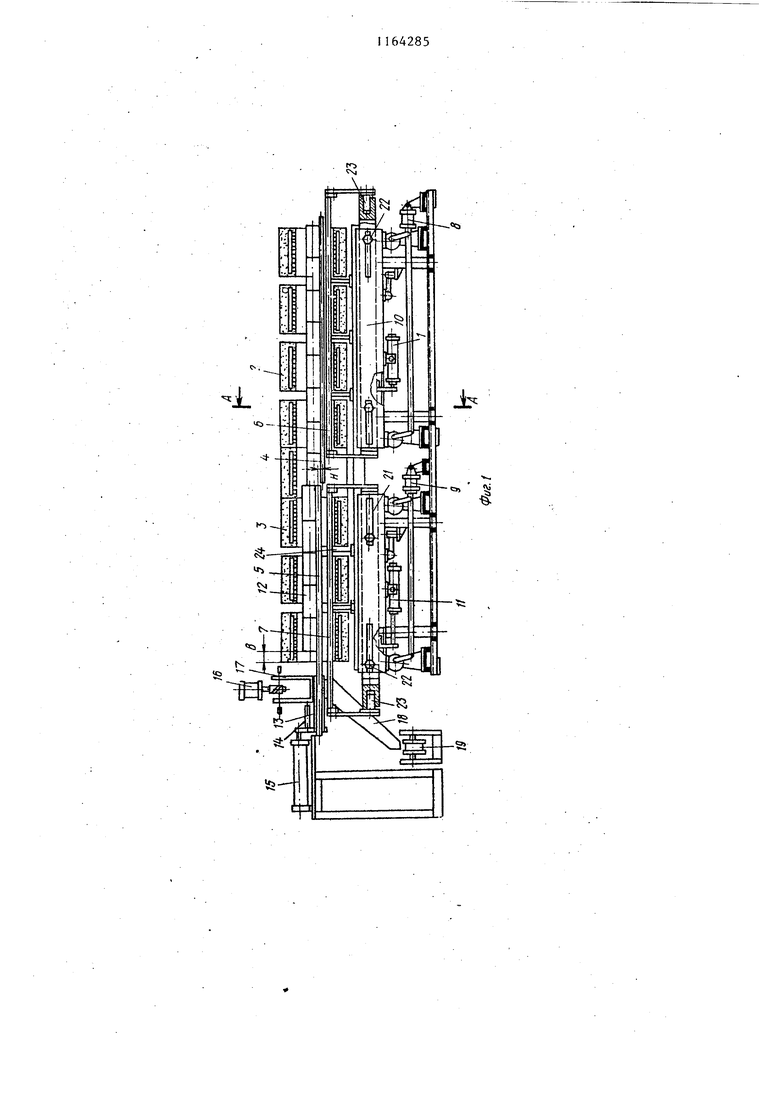
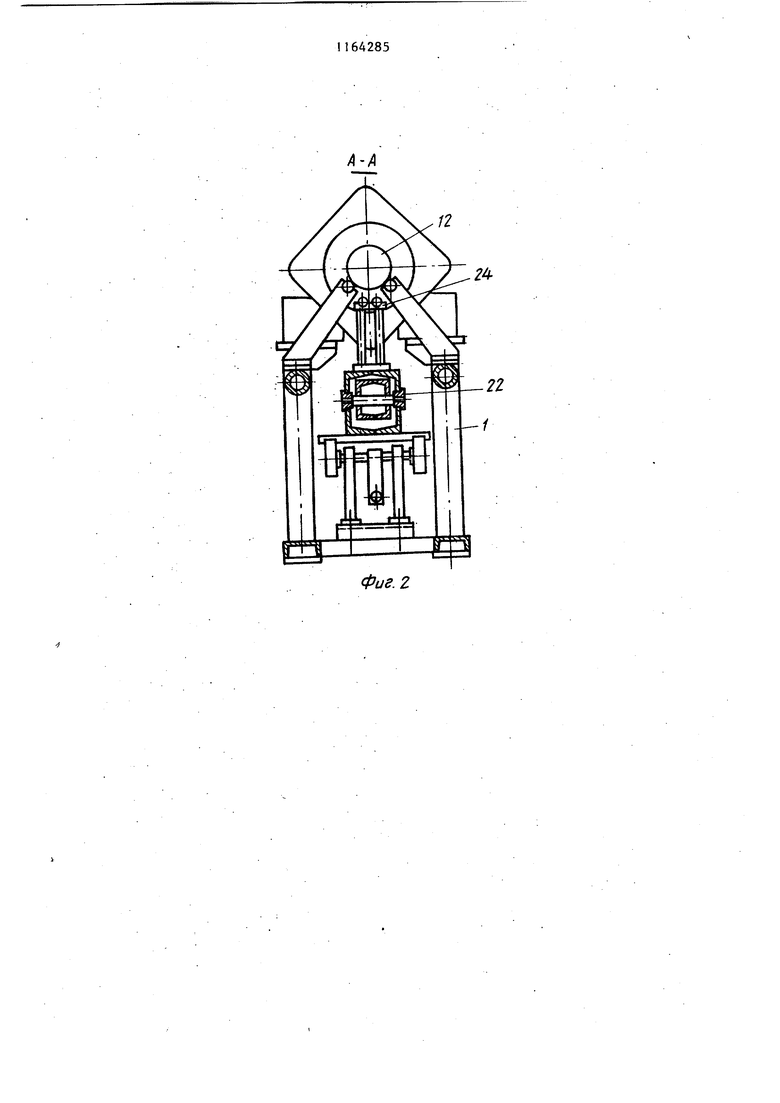
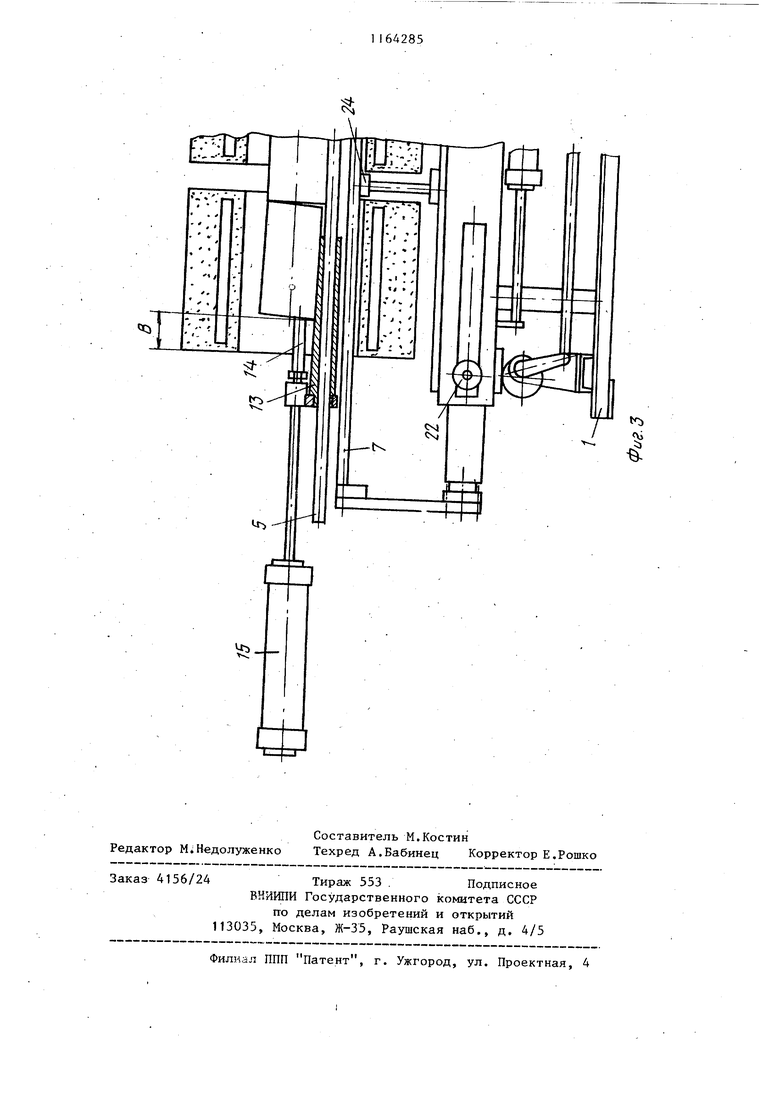
На фиг. 1 изображена предлагаемая индукционная установка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - положение заготовки на каретке перед выгрузкой из индуктора.
Установка состоит из рамы 1, на которой установлены индукторы 2 и 3 предварительного и окончательного
10 нагревов, внутри которых расположены разновысокие направляющие 4 и 5, выполненные из водоохлаждаемых трубок. Перемещение заготовок по зонам нагрева осуществляется подвижными балкаtS ми 6 и 7 посредством пневмоцилиндров 8 и 9 подьема и пневмоцилиндров 10 и 11 горизонтального перемещения. Направляющие 4, расположенные ниже неподвижных направляющих 5, образуют
20 перепад высот Н, являющийся упором для создания столба заготовок 12. Перемещение заготовок 12 в индукторах 2 предварительного нагрева осуществляется на величину в 1,3-1,5
5 раза большую, чем длина заготовки, а в индукторах 3 окончательного нагрева на величину, равную длине заготовки. На выгрузке установка снабжена кареткой 13 с регулирующим упором
0 14 установленной на направляющих индуктора окончательного нагрева с приводом от пневмоцилиндра 15. Каретка 13 выполнена в виде конусных втулок, жестко соединенных между собой и обращенных меньшими конусами в сторону йыгрузки изделий из индуктора. Упор позволяетобеспечить пос. тоянное заглубление заготовок 12 в индукторе 3, не зависимо от их длины. Сброс заготовок осуществляется пневмоцилиндром 16 посредством маятникового рычага 17 в отводящий лоток 18, по которому заготовка 12 подается на транспортер 19 для выполнения
5 технологической операции. Подвижные балки 6 и 7 установлены в рамах 20 и 21 на катках 22 и снабжены пневмоцилиндрами 23, закрепленными по их концам, что обеспечивает постоянное
0 натяжение балок, опИраклцихся на поддерживающие опоры 24.
«
Индукционная установка работает следующим образом.
Включается схема автоматически и подается воздух, механизмы установки занимают исходные положения. Воздух, поданный в пневмоцилиндр 23, обеспечивает постоянное натяжение подвижных балок 6 и 7, предотвращающее их .распирание заготовками 12, возможный выход из поддерживающих опор 24 и заклинивание механизмов перемещения. Заготовки 12 подаются на подвижные балки 6, осуществляется подъем рамы 20 цилиндром 8 и перемещение в индуктор 2 пневмоцилиндром горизонтального перемещения 10 на величину в 1,3-1,5 раза большую, чем длина заготовки. После совершения рабочего хода происходит опускание рам 20 и возврат балок 6 в исходное положение для приема следующей заготовки. Цикл работы повторяется до заполнения индукторов 2 предварительного нагрева заготовок, т.е. до упора, созданного перепадом высот направляющими А и 5 Каждым циклом движения заготовки 12 растаскиваемые магнитным, полем по индуктору предварительного нагрева, принудительно подтягиваются к упору образуя таким, образом непрерьшный столб заготовок. После заполнения индуктора 2 в работу вступает привод перемещения заготовок по индуктору 3 окончатель ного нагрева. От пневмоцилиндра горизонтального перемещения 11 осуществляется перемещение.подвижных балок 7 для приема заготовки. Затем от пневмоцилиндра 9 осуществляется подъем рамЫ(1 и подвижных балок-7 вместе с заготовкой 12 на 20-30 мм, т.е. вьше направляющих 5, и перемещение их пневмоцилиндром горизонтального перемещения 11 на величину равную длине заготовки. В конце ход заготовки 12 подвижными балками 7 опускаются на направляющие 5 и воз- вращангтся в исходное положение для .переноса следующей заготовки. С это г6 момента начинается синхронная автоматическая работа приводов подъема и перемещения заготовок 12 в индукторах- 2 и 3 предварительного и окончательного нагрева. Заготовки 12, ежащие на направляющих 4 и 5, механизмами подъема от пнёвмоцилияд ров 8 и 9 приподнимаются с них и пе реносятся подвижными балками 6 и 7 на один шаг в сторону их выгрузки. 54 Магнитное поле индукторов 3 окончательного нагрева заготовок, прогретых и потерявших магнитные свойства, не вызывает их перемещения в осевом направлении, т.е. отсутствует растаскивание заготовокПО индуктору. Поэтому в индукторе 3 окончательного нагрева заготовки 12, имеющие значительный допуск по длине, укладываются механизмом перемещения, имеющем постоянный ход, равный максимальной дл.ине заготовки на направляющие 5. Одновременно с переносом заготовок подвижными балками 7 к торцу последней секции индуктора 3 окончательного нагрева, начинается встречное перемещение каретки 13 от пневмоцилиндра 15. Заготовки, находящиеся на подвижных балках 7, при перемещении их к выходному торцу индуктора 3 встречаются с кареткой. Заготовка, подлежащая выдаче, взаимодействует с конусными втулками каретки 13 и (в. случае сваривания заготовок) происходит отделение сварившейся заготовки надламыванием места сварки. При перемещении каретки 13 к индуктору 3 регулируемый упор 14, воздействуя на торец заготовки 12, перемещает ее внутрь индуктора 3 и выбирает зазоры между заготовками. Таким образом создаетс сплошной столб заготовок и обеспечивается необходимое постоянное заглубление торца последней заготовки. Подвижная балка 7 опускает заготовки на неподвижные направляющие 5 и одновременно с кареткой 13 возвращаются в исходные положения, при этом каретка 13 извлекает нагретую заготовку из индуктора 3. Выгруженная из индуктора 3 заготовка 12 сбрасывается с каретки 13 рычагом 17, срабатывающим от пневмоцилиндра 16, и по отводящему лотку 18 подается на транспортер 19, который транспортирует ее к оборудованию, вьшолня.ющему следзгнядую технологическую операцию. Предлагаемое устройство обеспечивает повышение КПД установки, а следовательно, снижение расхода электроэнергии на нагрев металла и надежность работы установки.
-1
«о
12
Фиг. 2
i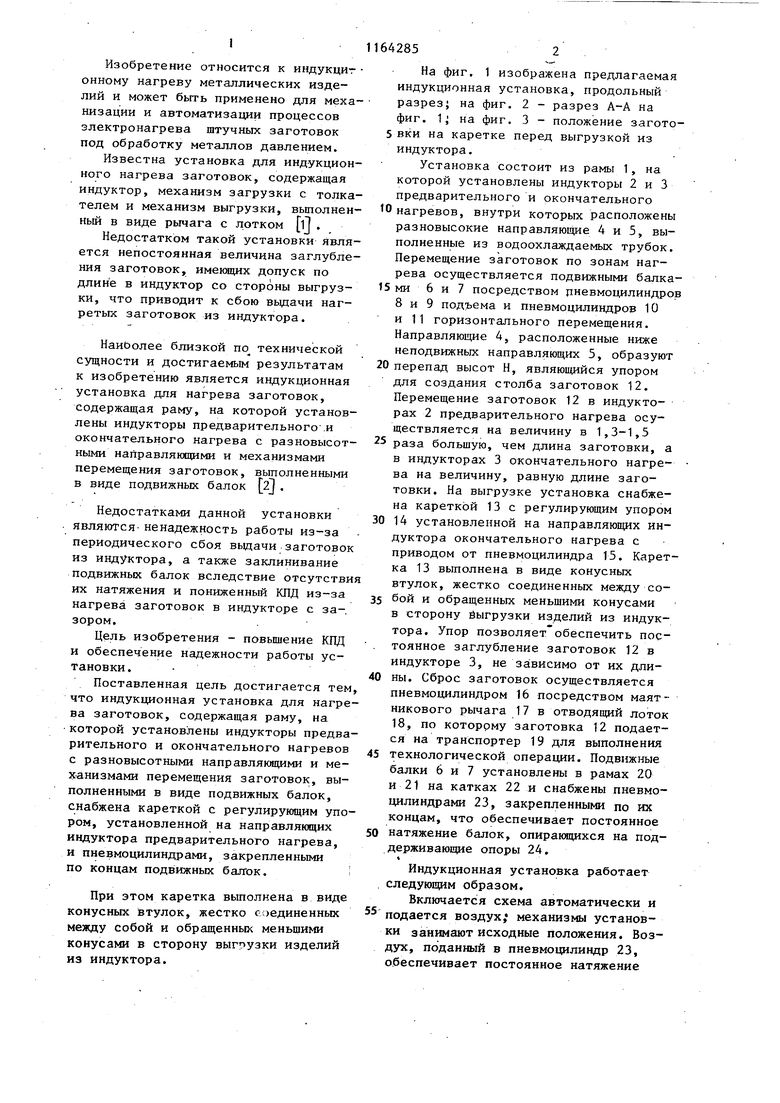
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Индукционная установка для нагрева штучных заготовок | 1980 |
|
SU897864A1 |
| Установка для индукционного нагрева | 1980 |
|
SU872574A1 |
| Шаговый конвейер для перемещения заготовок через цилиндрический индуктор | 1988 |
|
SU1597398A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
| Индукционная установка | 1982 |
|
SU1047973A1 |
| ИЗОСТАТ | 2007 |
|
RU2366538C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ НАГРЕВОМ ЗАГОТОВОК В ПРОХОДНОЙ ИНДУКЦИОННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2586382C1 |
| Установка для нагрева плоских заготовок | 1982 |
|
SU1041587A1 |
| Устройство для индукционного нагрева | 1983 |
|
SU1121301A1 |
1. ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК, содержащая раму, на которой установлены индукторы предварительного и окончательного нагревоо с разновысотными направляклцими и механизмами перемещения заготовок, выполненными в виде подвижных балок, отличающаяс я тем, что, с целью повьшения КПД и обеспечения надежности работы, установка снабжена кареткой с регулирукщим упором, установленной на направляющих индуктора окончательного нагрева, и пневмоцилиндрами, закрепленными по концам подвижных балок. 2. Установка по п. 1, о т л.и чающаяся тем, что каретка выполнена в виде конусных втулок, жестко соединенных между собой и обращенных ме.ньшими конусами в сторону выгрузки изделий из индуктора. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ НАГРЕТЫХ ЗАГОТОВОК ИЗ ИНДУКТОРА | 0 |
|
SU285732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Индукционная установка для нагрева штучных заготовок | 1980 |
|
SU897864A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
