I
Изобретение относится к индyкциoннoму нагреву и может быть применено для механизации и автоматизации процессов электронагрева штучных заготовок в кузнечно-прессовых и термических цехах машиностроительных предприятий.
Известна установка для электронагрева штучных заготовок, содержащая установленные накачаюшемся держателе индуктора с направляющими и балки, имеющие возможность горизонтального перемещения, рабочие цилиндры. Балки установлены на качающейся раме. Ось кача- ния рамы расположена на ее конце, противоположном оси качания держателя индукторов 1.
Известна также индукционная установка для электронагрёва штучных заготовок, содержащая индукторы предварительного и окончательного нагрева с направляющими. Перемещение заготовок вдоль индуктора осуществляется балками, со- вершающими возвратно-поступательные движения в вертикальной и горизонтальНОЙ плоскостях по замкнутой траектории в направлении перемещения заготовок. Балки выполнены из водоохлаждаемых трубок, пропущенных на всю длину индукционной установки и имеют для возвратно-поступательных движений один пневматический привод от двух поочередно срабатывающих пневмоцилиндров 21
Однако в известньис индукционных нагревательных установках отсутствие10постоянного подпора заготовок приводит к тому, что до потери магнитных свойств действие магнитного поля, образованного индуктирующим приводом, вызывает в зоне предварительного нагрева растас15кивание их по длине индуктора, появляются зазоры между заготовками. Такое действие магни- ного поля не позволяет собрать непрерывный столб заготовок по всей длине индуктора, а появление
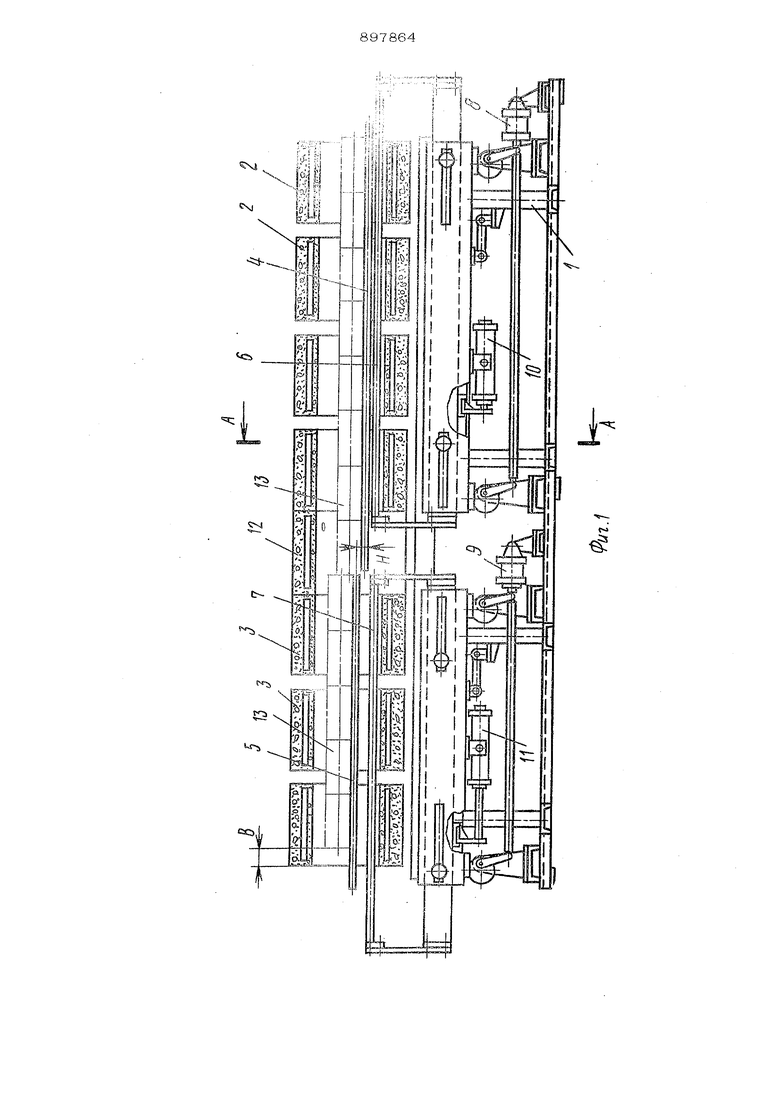
20 зазоров между заготовками приводит к значительному снижению КПД индукторов ,й установки в целом нарушению темпа, вьщаНи заготовок, неравномерному нагое389ву их по длине и сечению, ведет к увеличению расхода электроэнергии на тонну нагреваемого металла. Целью изобретения является повышение КПД установки. Поставленная цель достигается тем, что установка содержащая раму, на которой установлены индукторы предварительного и окончательного нагрева с направляющими, снабжена расположенными в каждом индукторе балками с приводом их шагового перемещения, а направляющие установлены со смещением по высоС целью исключения подстуживания заготовок установка снабжена индуктором щелевого типа, установленным в стыке индукторов предварительного и окончательного нагрева. Направляющие индуктора окончательно1Х нагрева размещены вьщ1е направляющих индуктора предварительного нагрева. На фиг. 1 изображена предлагаемая индукционная установка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1. На раме 1 установлены индукторы 2 и 3 предварительного и окончательного нагрева, внутри которых расположены разновысокие направляющие 4 и 5, вы- . полненные из водоохла одаемых трубок. Торец заготовки, находящийся на направляющих 4 в индукторе 2 предварительного нагрева, постоянно взаимодействует с торцом направляющих 5, расположенных выше направляющих 4 в индукторе 3 окончательного нагрева. Перемещение заготовок по зонам нагрева осуществляется балками 6 и 7 посредством индивидуальных пневмоцилиндров подъема 8 и 9 и пневмодилиндров перемещения 10 и 11 В стыке индивидуального и окончательног нагрева заготовок установлен индуктор 12щелевого типа, исключающий подстыва1ше заготовок при их переносе из од ной зоны нагрева в другую. Направляющие 4, расположенные ниже неподвижных направляющих 5, образуют перепад высот Н, являющийся упором для создания стол ба заготовок 13. Перемещение заготовок 13в индукторах предварительного нагрева осуществляется пневмоцилиндром 1О с помощью балок б на величину в 1,3 1,5 раза большую, чем длина заготовки, а в индукторах 3 окончательного нагрева перемещение заготовок 13 осуществляется балками 7 на величину, равную длине заготовки от пневмоцилиндра 11, обеспечивая заглубление заготовки в индукторе на величину В. Индукционная установка работает следуюЕшм образом. Заготовки 13, предназначенные для электронагрева, подаются на балки 6, осуществляется подъем их пневмоцилиндром 8 на 15 - 18 мм и перемещение в индуктор 2 пневмоцилиндром 1О на величену в 1,3 - 1,5 раза большую, чем длина заготовок. Балками 6 заготовки опускаются пневмоцилиндром 8 на направляющие 4, а затем возвращаются в холостую, пневмоцилиндром 1О в исходное положение для приема следующей заготовки. Цикл работы повторяется до полного заполнения индукторов 2 предварительного нагрева заготовок, т.е. до упора, созданного перепадом высот направляющими 4 и 5. Каждым циклом движения заготовки 13, растаскиваемые магнитным полем но индуктору предварительного нагрева, принудительно подтягиваются к упору, создаваемому перепадом высот Н между направляющими 4 и 5, образуя таким образом непрерывный столб заготовок. При заполненном индукторе 2 предварительного нагрева в работу вступает привод перемещения заготовок окончательного нагрева. От пневмоциливдра 11 осуществляется перемещение балок 7 в холостую для приема заготовки. Затем от пневмоцилиндра g осуществляют подъем балок 7 вместе с заготовкой на 20 30 мм, т.е. выше напр.авляюи1их 5, и перемещение их пневмоцилкндром Ц на величину, равную длине заготовки. В конце хода заготовки 13 балками 7 опускаются на направляющие 5 и вхолостую возвращаются в исходное положение для переноса следующей заготовки в зону нагрева. С этого момента начинается синхронная работа приводов подъема и перемещения заготовок 13 в индукторах 2 и 3 предварительного и окончательного нагрева. Заготовки 13, лежащие на направляющих 4 и 5, механизмами подъема от пневмоцилиндров 8 и 9 приподнимаются с них и переносятся балками 6 и 7 на один шаг в сторону их выгрузки. Магнитное поле индукторов 3 окончательного нагрева заготовок 13, прогретых и потерявших магнитные свойства, не вызывает их перемещения в осевом направлении, отсутствует растаскивание заготовок по индуктору. Торец заготовки 13 при перемещении балок 7 от пневмо-. цилиндра 11 устанавливается в последней секции индуктора 3 утопленным на 589 величину В, чем исключаемся его подстывание и окалинообразованиг на нем. Наличие упора, созданного перепадом Н по высоте напр;)р..шю1Ш1ми 4 и 5, увеличенное в 1,3 - 1,5 раза по сравнению с длиной заготовки перемещения балок 6 от пневмонилшадра Ю дают возможность исключить действие магнитного поля на растаскивание заготовок, что обеспечивает создание непрерывггиго столба заготовок и ведет к исклгсчению неравномерности нагрева .заготовок, повышает КПД установки, а следовательно уменьшает расход электроэнергии на тонну нагреваемого металла. Ожидаемый экономический эффект от внедрения одной установки составляет 40 - 50 тыс. руб. Формула изобретения 1. Индукционная установка для наг рева штучных заготовок, содержащая раму, на которой установлены индукторы . предварительного и окончательного нагрева с направляющими, отличаю4щ а Я с Я тем, что, с целью повышения КПД установки за счет создания сплошного столба заготовок в индукторе предварительного нагрева, установка снабжена расположенными в каждом индукторе балками с приводами их шагового перемещения, а направляющие установлены со смещением по высоте. 2.Установка по п. 1, отличающая с я тем, что направляющие индуктора окончательного нагрева размещены выше направляющих индуктора предварительного нагрева. 3,Установка по п. 1, о т л и ч а ющ а я с я тем, что, с целью исключения подстуживания заготовок, она снабжена индуктором щелевого ткпа, установленным в стыке индукторов предварительного и окончательного нагрева. Источники информации, принятые во .внимание при экспертизе 1.Заявка ФРГ N 1241856, кл. 18 С 1/42, 1967. 2.Слухоцкий А. Е., Рыскин С. Е. Индукторы для индукционного нагрева. Энергия, 1974, с. 248, рис. 178.
fJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для нагрева заготовок | 1983 |
|
SU1164285A1 |
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Установка для индукционного нагрева изделий | 1976 |
|
SU659634A1 |
| Шаговый конвейер для перемещения заготовок через цилиндрический индуктор | 1988 |
|
SU1597398A1 |
| Установка для нагрева заготовок | 1976 |
|
SU663736A1 |
| Подвижной под нагревательной установки | 1979 |
|
SU836491A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1996 |
|
RU2110586C1 |
| Способ индукционного нагрева длинномерных заготовок | 1982 |
|
SU1120024A1 |
| Устройство для индукционного нагрева концов заготовок | 1979 |
|
SU775859A1 |