./ / 25 т
28
;о
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Шаговый конвейер для транспортирования деталей автоматической линиии | 1977 |
|
SU659472A1 |
| Устройство для подачи заготовок | 1979 |
|
SU829305A1 |
| Установка для нагрева плоских заготовок | 1982 |
|
SU1041587A1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ | 1982 |
|
SU1078794A1 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| Индукционная установка для нагрева заготовок | 1983 |
|
SU1164285A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
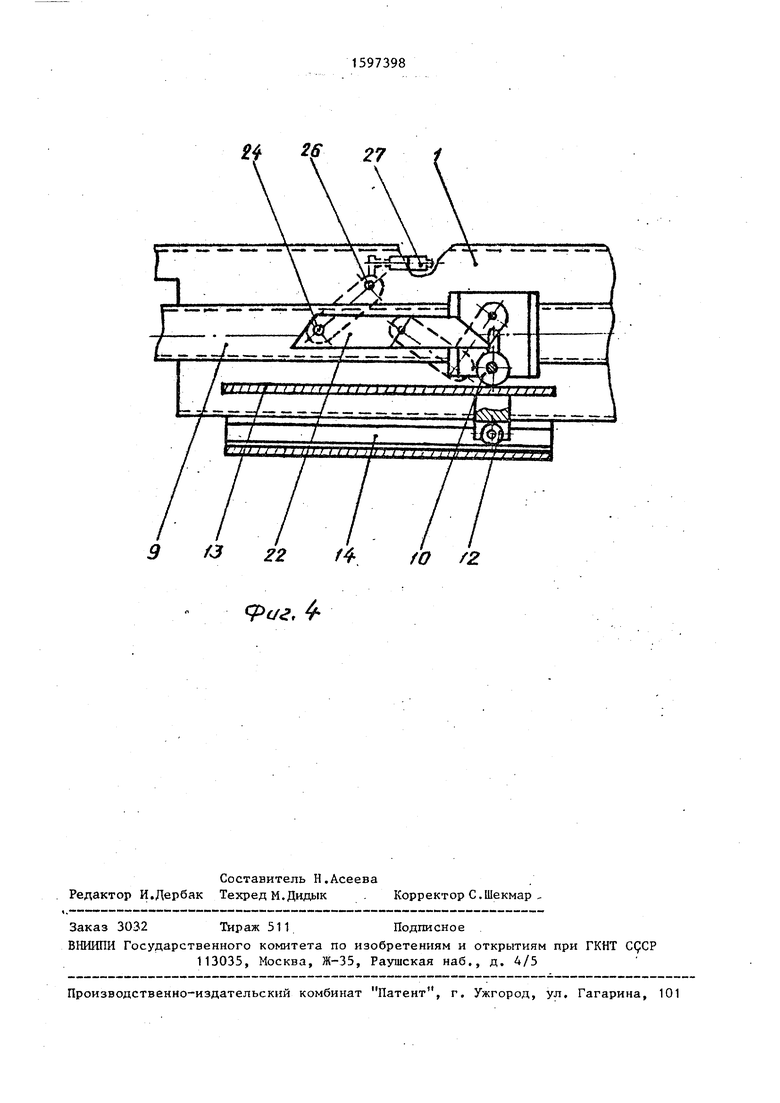
Изобретение относится к области индукционного нагрева с применением механизма перемещения изделий через индуктор, выполненного в виде шагового конвейера, и может быть использовано в кузнечном или термическом производствах машиностроения для нагрева заготовок под штамповку, прокатку или термообработку. Цель изобретения - повышение надежности работы шагового механизма. Нагреваемые заготовки 6 из магазина-накопителя выдаются на неподвижные направляющие и подвижной балкой вносятся в зону нагрева. Перемещение заготовок 6 подвижной балкой происходит при набегании роликов на копиры, которые опускаются на направляющие. При дальнейшем перемещении подвижной балки ролики, обкатываясь по скосу копира, поднимают балку и заготовки 6 с направляющих 3 и смещают их на шаг. По противоположному скосу копиров заготовки 6, смещенные на шаг, укладывается на неподвижные направляющие 3, копиры под действием противовесов 27 поднимаются, занимая исходное положение. Возвращаясь в исходное положение, балка проходит под заготовками 6, а ролики приподнимают копиры, которые закреплены на раме 1 равноплечными рычагами 28. 2 з.п.ф-лы, 4 ил.
ФиёЛ
балки ролики, обкатываясь по скосу копира, поднимают балку и заготовки 6 с направляющих 3 и смещают их на шаг. По противоположному скосу копиров за- готовки 6, смещенные на шаг, укладываются на неподвижные направляюище 3, копиры под действием противовесов 27
f5
20
25
30
Изобретение относится к индукдион- ому нагреву с применением механизма еремещения изделий через индуктор, ыполненного в виде шагового конвейра, и может быть использовано в кузнечном или термическом производстве машиностроения для нагрева заготовок под штамповку, прокатку или термообработку.
Цель изобретения - повышение на- дежнбсти работы шагового механизма.
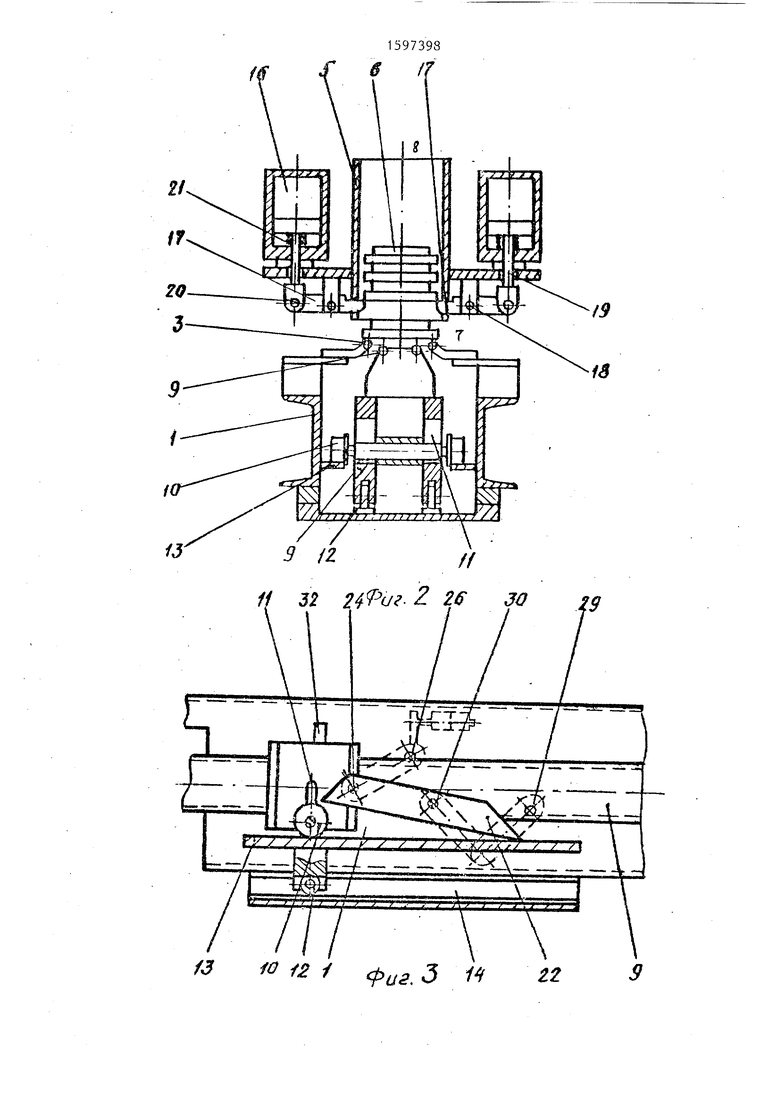
На фиг.1 представлен индукционньй нагреватель с механизмом шагового перемещения изделий в исходном положении; на фиг.2 - то же, разрез; на фиг.З - схема взаимного положения копира и ролика; на фиг.4 - то же, при обратном ходе подвижной рамы.
Механизм шагового перемещения изделий состоит из неподвижной рамы 1, установленной на корпусе 2, смонтированных на неподвижной раме 1 неподвижных направляющих 3, закрепленных в 35 кронп1тейнах 4, магазина-накопителя 5 заготовок 6, воздухораспределителя 7, управляющего работой приводного цилиндра 8, перемещающего подвижную раму 9, оснащенную роликами 10, размещенными в пазах 11, и роликами 12, при этом ролики 10 перемещаются по направляюищм 13, а ролики 12 - по направляющим 14. Направляющие 13 и 14 закреплены на неподвижной раме 1.
Автоматический цикл работы нагревателя осугчествляется по команде от реле времени посредством пневмоэлек- трической системы (не показано) и конечного выюБочателя 15, закрепленно- 50 го на неподвижной раме 1 .
Для поштучной выдачи заготовок 6 из магазина-накопителя 5 на последнем смонтированы два диаметрально распо- ложенных цилиндра 16 одностороннего действия,срабатывающие от пневмоэлек- трической схемы (не показано). Плунжеры 17, имею1 ц-1е возможность поворо40
45
55
поднимаются, занимая исходное поло- жение. Возвращаясь в исходное положение, балка проходит под заготовками 6, а ролики приподнимают копиры, которые закреплены на раме 1 равно- плечными рычагами 28. 2 з.п.ф-лы, 4 ил.
5
0
5
0
35
50
40
45
55
та относительно оси 18, осуществляют отсечку одной заготовки 6, а кроме того шарнирно связаны со стоком 19 цилиндров посредством осей 20. Возврат итока 19 в исходное положение осуществляется пружиной 21 и весом столба заготов.ок 6.
Копиры 22, имеющие форму трапеции, установлены в неподвижной раме 1 и соединены с планкой 23 пальцем 24, - расположенным в пазу 25 неподвижной рамы 1. Неподвижная рама 1 снабжена жестко закрепленной осью 26, на которой смонтирован второй конец планки 23, оснащенный регулируемым противовесом 27. Планка 23 имеет возможность свободного поворота относительно оси 26. Копиры 22 со стороны набегания на них роликов 10 подвижной рамы 9 снабжены двумя равноплечими рычагами 28, закрепленными между собой шарнирно, причем один из рычагов 28 посредством оси 29 закреплен на неподвижной раме 1, а другой связан с копиром 22 через палец 30 с возможностью изменения взаимного положения рычагов 28 относительно оси 29 и пальца 30.
Па корпус- 2 смонтированы индукторы 31 для нагрева заготовок 6. На подвижной раме 9 установлен упор 32.
Шаговый конвейер работает следующим образом.
Заготовки 6, подлежащие нагреву в индукторах 31, укладываются в магазин-накопитель 5. В исходном положении плунжеры 17 удерживают столб заготовок 6. Итоки 19 цилиндров 16 находятся в нижнем положении под действием сжатого воздуха. По команде пневмоэлектрической системы сжатый воздух верхней полости цилиндра 16 сбрасывается и под действием веса заготовок 6 и пружин 21 плунжеры 17 поворачиваются относительно осей 18, опуская столб заготовок 6 на неподвижные направляюище 3. Подается команда пневмоэлектрической системы, сжатый воздух подается в верхнюю по- лость цилиндра 16, шток 19 посредством осей 20 поворачивает плунжеры 17 относительно осей 18 и поднимает столб заготовок 6 вверх, оставляя на неподвижных направляющих 3 одну за- готовку 6, Одновременно с поднятием столба заготовок 6 в магазин 5 сжатый воздух перепускается в полостях приводного цилиндра 8. Ыток цилиндра 8, соединенный с приводной кареткой 9, двигаясь влево, перемещает и приводную каретку 9 по направляющим 14, опираясь на ролики 12, Одновремено ролики 10 обкатываются по направ- ляюпщм 13,
При дальнейшем движении подвижной рамы 9 ролики 10 набегают на скосы копиров 22 и поднимаются по скосам копиров 22, выбирая зазор между осями роликов 10 и пазом 11 подвижной рамы 9, В этом положении на копиры 22 действует только масса роликов 10. опускания копиров при этом не происходит, так как подвижная рама 9 все еще перемещается по направляющим 14, опираясь- на ролики 12, После того как выбран зазор между осями роликов 10 и пазом 11, на копиры 22 действует масса подвижной рамы 9 и при дальнейшем движении подвижной рамы 9 происходит опускание копиров 22 . Через соединительный палец 24 поворачивается планка 23 вокруг оси 26, поднимая противовес 27. Равноплечие рычаги 28, закрепленные шарнирно между собой, меняют взадашое положение. При этом один из рычагов 28 по вора чивается относительно оси 29, закрепленной на неподвижной раме, -а другой - относительно пальца 30, закрепленного на копире 22. Пока копиры 22 не принимают горизонтального положения, подвижная рама 9 перемещается только в горизонтальной плоскости. При занятии копирами 22 горизонтального положения и дальнейшем перемещении подвижной рамы 9 ролики 10, обкатываясь по скосу копира 22 поднимают подвижную раму 9, выбирая зазор между подвижной балкой и заготовками 6, находящимися на неподвижных -направляюпсих 3. В этот момент ролики 12 прекращают контактировать с направляюрщми 14, отрываясь от них. Вся масса деталей 6 и подвижной ра5
0
мы 9 воспринимается роликами lU и направляющими 13. Выбрав этот зазор, подвижная рама 9 поднимает заготов- , ку 6 по скосу копира 22 с неподвижных направляющих 3.
По окончании наклонного участка копиров 22 начинается горизонтальное перемещение подвижной рамы 9 и заго0 товок 6 на заданный шаг. Ролики .10 подвижной рамы 9, дойдя до второго скоса копиров 22, начинают опускаться. Вместе с роликами 10 опускается подвижная рама. 9 с заготовка 6. Заготовки 6 укладываются на неподвижные направляющие 3, а подвижная рама 9 продолжает перемещаться вниз, образуя зазор между уложенными на направляюище 3 заготовками 6. В момент совершения рабочего хода ролики К) находятся в верхнем положении паза 11. После опускания подвижной рамы 9, когда наклонный участок копира 22 кончается, ролики 12 касаются
5 направляюищх 14. Под действием собственного веса ро:шки 10 соприкасаются с направляющими 13 и подвижная рама 9 перемещается на роликах 12 по направляющим 14. После прохождения наклон0 ного участка копира 22 роликами 10 цод воздействием противовеса 27 планка 23 поворачивается вокруг оси 26 и палец 24 поднимает копиры 22 до упора пальца 24 в верхний торец паза 25
неподвижной рамы 1. Копиры 22 занимают исходное положение, а вокруг пальца 30 в исходное положение приходят и рычаги 28.
Упор 32 наж11мает конечный выключа0 тель 15, который, срабатывая, подает команду на переключение воздухораспределителя 7, воздух поступает в што- ковую полость цилиндра 8. Подвижная рама начинает перемещение в крайнее
5 правое исходное положение. Ролики 10 приподнимают копиры 22, при этом палец 24 своего положения не меняет. Копиры 22, поднимаясь и поворачиваясь относительно пальца 24 и пальца 30,
0 перемещают равноплечие рьиаги 28,
соединенные шарнирно. При перемещении один рычаг 28 поворачивается относительно оси 29.
При выходе роликов 10 из-тюд копиров 22. перемещение подвижной рамы 9 прекращается. Под действием собственного веса копиров 22 и рычагов 28 копир опускается на направляюя;ие 13,
поворггчиваясь. относительно пальца 2 а через палец 30 рычаги 28 изменяют взаимное расположение, поворачиваяс относительно оси 29. Механизм шаговго перемещения изделий возвращается в исходное положение и готов к переносу следующей заготовки в зону индутора 31 „
Очередное срабатывание механизма переноса изделий происходит по команде с реле времени, которое, отсчитав темп, подает команду на очередное включение. Цикл работы повторяется.
Меняя углы наклона скосов.копира 22, подбирается скорость подъема и опускания заготовок 6, исходя из их массы и требований к транспортировке. Регулировкой противовеса 27 достигается безусловный подъем копира -22, чем повышается надежность работы механизма шагового перемещения заготовок 6. Длиной паза 11 в подвижной раме 9 подбирается ее вертикальное перемещение, чем достигается мак симально возможное сокращение размеров внутренного окна индуктора 31, что дает возможность повысить КПД нагревателя.
Предлагаемая конструкция индукци- онного нагревателя с механизмом шаго вого перемещения изделий позволяет повысить надежность работы механиз- и КПД нагрева.
1
мула .изобретения
o
5
5
о
0
и вертикального перемещений, о т л и- чающийся тем, что, с целью повьаиения надежности работы, он снабжен размещенными в пазу неподвижными пальцем и планкой, один конец которой соединен с копиром, а второй конец, оснащенный противовесом, насажен на ось, жестко закрепленную на неподвижной раме.
Л7 ю fs i 5 11 гг
-; К
(.;1.
/г/у 1) I f т) f jf 1 л / / ;
-Х„х: -.1..1.,
9 /J
с/г.
1
/fi /2
| ШАГАЮЩИЙ КОНВЕЙЕР | 0 |
|
SU382562A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шаговый конвейер | 1979 |
|
SU861204A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
