Изобретение относится к технологическому оборудованию для производства радиодеталей, например плоских конденсаторов.
Известно, устройство для автомати ческой сборки плоских конденсаторов и припайки к ним вьшодов, содержаще механизмы загрузки заготовок, подач выводов, подачи флюса, транспортирующий диск, нагреватель, паяльники центрирующееприспособление и приводной механизм ClJОднако это устройство не обеспечивает формовки вывода и его ориентации.
Известно устройство для изготовления и припайки выводов к секциям конденсаторов, содержащее соединенн с приводными механизмами механизм подачи выводов, механизм подачи при поя, механизм изготовления выводов подвижными ножами, один из которых имеет формующую грань, механизм перемещения кассет с секциями конденсаторов, паяльник и направляющую для подачи выводов с усилителем для формовки вывода 2 .
Однако известное устройство не обеспечивает ка чественную пайку в случае нефиксированного положения места припайки вывода к секции, вызванного различием высоты секций -при пайке в плоскости, перпендикулярной оси вывода. Кроме того, устройство недостаточно производительно вследствие последовательного выполнения технологических переходов.
Цель изобретения - повьппение производительности в работе и улучшение качества изделий.
Цель достигается .тем, что в устройстве для изготовления и припайки выводов к секциям конденсаторов, содержащем соединенные с приводными механизмами механизм подачи выводов механизм подачи припоя, механизм перемещения кассет с секциями конденсаторов, снабженный направляющими, механизм изготовления выводов с двум подвижными ножами, один из которых имеет формующую грань, паяльник и направляющую для подачи выводов, . снабженную уступом для формовки вывода, механизм подачи выводов снабжен двумя копирами, механизм изготовления выводов снабжен центрирзтощи вl губками, установленными с возможностью взаимодействия с одним из копиров механизма подачи вьшсЗдов, а в одном из ножей механизма изготовления выводов выполнен призматический паз для прохода выводов и этот нож установлен с возможностью взаимодействия с другим копиром механизма подачи выводов, причем нож, имеющий формующую грань, размещен между направляющей для выводов и ножом с призматическим пазом.
Кроме того, устройство снабжено поворотной обоймой и подвижной траверсой, снабженной копиром и подпружиненным упором, имеющим возможность взаимодействия с обоймой, а паяльник установлен в обойме с возможностью перемещения вдоль ее оси посредством взаимодействия с копиром подвижной траверсы.
Механизм перемещения кассет снабжен толкателем и копиром, установленными с возможностью перемещения перпендикулярно направляющим механима перемещения кассет, а направляющие на выходном конце механизма перемещения кассет выполнены в виде поворотных подпружиненных заслонок, кинематически связанных с копиром механизма перемещения кассет.
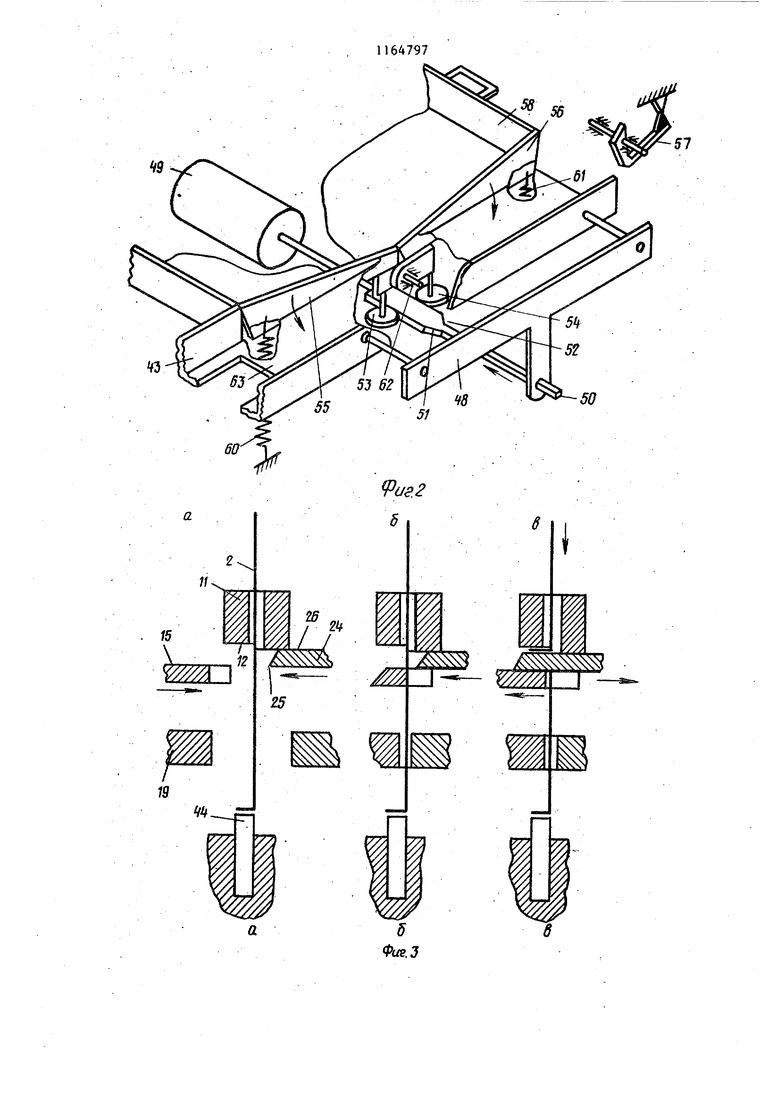
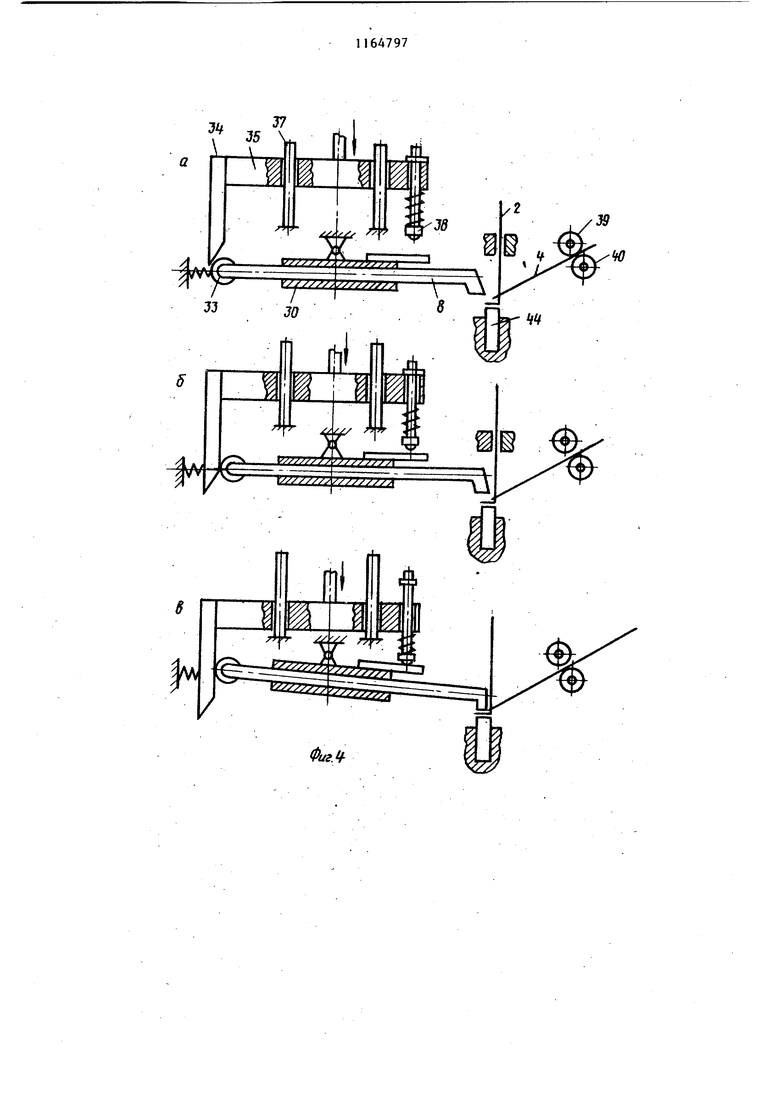
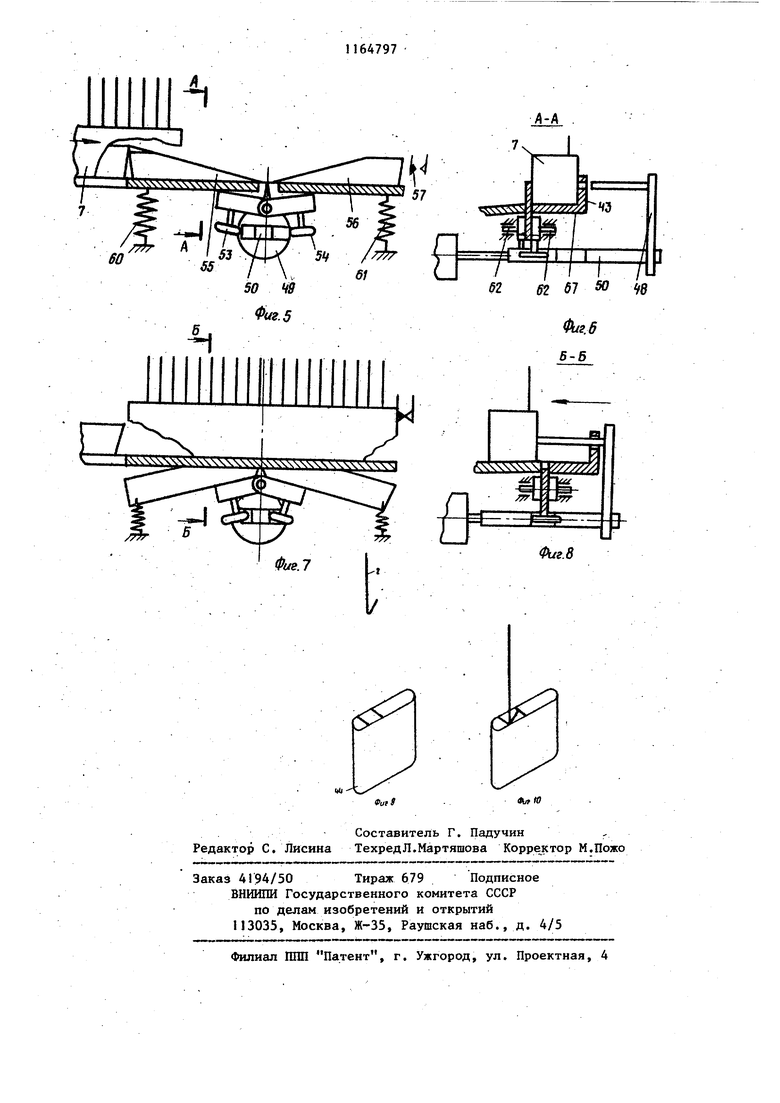
На фиг. 1 изображена кинематическая схема предлагаемого устройства: на фиг. 2 - узел выгрузки механизма перемещения кассет; на фиг. 3 - схема изготовления и отрезки вьшодов; на фиг. 4 - схема припайки вывода к секции конденсатора; на фиг. 5- 8 схема работы узла выгрузки механизма перемещения кассет; на фиг. 9 и 0 - последовательность припайки вьшода к секции конденсатора.
Устройство содержит механизм 1 подачи выводов 2, механизм 3 подачи припоя 4, механизм 5 изготовления выводов 2, механизм 6 перемещения кассет 7 и паяльник 8.
Механизм 1 подачи выводов 2 содержит узел 9 рихтовки проволоки, ползун 10, направляющую 11 для вывода , на нижнем торце которой вьшолнен уступ 12 для вывода, причем глубина выборки, образующей уступ
12,соответствует диаметру вывода 2. На ползуне 10, перемещаемом привод- ным механизмом в виде пневмоцилиндра
13,расположены копир 14, взаимодействующий с подвижным ножом 15 механизма 5 изготовления выводов. имеющим призматический паз 16, копиу 17, находящийся в контакте с роликами 18 центрирующих губок 19, и прижим 20, взаимодействующий с упорами 21 н 22, расположенными на щтоке приводного пневмрцилиндра 23. Подвижный нож 24 механизма 5 изготовления вьшодов, имеющий режущую кром ку 25 и формующую грань 26, установлен на зубчатом секторе 27,.который через зубчатую рейку 28 связан с приводным пневмоцилиндром 29. Паяльник 8 установлен в обойме 30, именнце ось 31, находящуюся во втулке 32. Паяльник снабжен.роликом 33, находя- щимся в контакте с копиром 34, укреп ленным на траверсе 35, перемещаемой приводным пневмоцилиндром 36 па колонкам 37. На траверсе 35 установлен подпружиненный упор 38, контактирующий с обоймой 30. Механизм 3 подачи припоя 4 снаб- жен роликами 39 и 40, причем ролик 40 связан с муфтой 41 обгона, наружное кольцо которой соединено с приводным пневмоцилиндром. 42. Меха- низм 6 перемещения.кассет 7 содержит направляюпше 43 для установки .кассет 7 с секциями конденсаторов 44 щтангу 45 с собачками 46, соедйненну с приводным пневмоцилиндром 47, и толкатель 48, расположенный перпендикулярно направляющим 43 и имеющий связанный с приводным пневмоцилиндром 49 шток 50 с копирами 51 и 52, находящимися в контакте с роликами 53 и 54, соединенными с заслонками55 и 56, составляющими часть направляющих 43, в конце которых установлены контакты 57. Для . сбора кассет 7 с обработанными изделиями служит накопитель 58. Управление движением пне1вмоцилиндров 13, 23, 29, 36, 42, 47, 49 осуществляетс с помощью кулачков командоаппарата 59. Узел выгрузки кассет 7 в накопитель 58 представляет собой часть механизма 6 перемещения кассет. Поворотные заслонки 55 и 56 этого узла подпружинены пружинами 60 и 61 и установлены на осях 62, а направляющие 43 на позиции выгрузки соединены между собой площадкой 63. Устройство работает следующим образом. Кассеты 7 устанавливаются операто ром на направляющие 43. Собачки 46 входят в пазы (не показаны) кассеты 7, которая при двилчении штока пневмоцилиндра 47 перемещается на позицию . пайки. Проволока для изготовления 2 проходит через отверстие в ползуне 10, от командоаппарата 59 срабатьшает пневмоцилиндр 23, и упор 2 воздействуетjна рычаг прижима 20, в результате чего вывод 2 зажимается -в ползуне 10. Включением соответствующего клапана командоаппарата 59 получает движение пневмоцилиндр 13, ползун 10 нач ннает движение вниз, увлекая за собой проволоку вывода 2. Последний, пpoxoдя через направляющую 11, доходит до секции конденсатора 44. При движении ползуна 10 вниз копир 14 воздействует на нож 15, в результате чего он вьщвигается вперед, направляя вывод 2 своим призматическим пазом 16. После этого включается пневмоцилиндр 29, от которого через рейку 28 и зубчатый сектор 27 получает движение нож 24. Режущая кромка 25 ножа 24 отрезает ранее изготовленный вывод 2. При дальнейшем движении нож 24, заключенный между плоскостью ножа 15 и направлякщей 1I, своей формующей гранью 26 загибает конец следующего вывода, который входит в уступ 12 направляющей 11. Таким образом, плоскость изогнутого вьшода 2 совпадает с плоскостью направляющей 11. В момент опускания ползуна 1.0 под действием пружины закрываются центрирующие губки 19, так как ролики 18 попадают на выборки копира 14. Положение отрезанного вывода 2 фиксируется. После срабатывания пневмоцилиндра 36 траверса 35 перемещается вниз по направляющим колонкам 37, при этом копир 34 перемещает паяльник 8 по обойме 30, и он оказывается над изгибом вывода 2. При дальнейшем движении траверсы 35 упор 38 действует на обойму 30, в результате чего она поворачивается на оси 3, паяльник 8 наклоняется, прижимая уже отрезанный вывод 2 к секции 44. Ранее поданный к месту пайки через ролики 39 и 40 трубчатый припой 4 отрезается наклоняющимся Нагретым паяльником 8 и падает на цесто пайки. Вывод 2 припаивается к секции 44. После этого срабатывает пневмоцилиндр 23, упор 22 открывает 20f и полэун 10 перемещается вверх, приче проволока остается на месте, Центрирующие губки 19 раскрываются, освобождая вывод 2 и давая возможность для прохода следующего вывода. Срабатывает пневмоцилиндр 4 собачки 46 перенещаются назад, отклоняясь дном кассеты 7, а затем : выпрямляются, но уже в пазу кассеты. 7. При перемещении штока пневмо хилиндра 47 вперед происходит перемеп ение кассеты 7 на шаг. Как только кассета 7 достигает конца направляю щих 43, она упирается в контакты и замыкает их. Пневмоцилиндр 49 нолулает команду на перемещение, при этом шток 50 перемещается, и ролики 53 и 54 попадгцот на копиры 5 и 32. Связанные с ними заслонки 55 и 56 поворачиваются на своих осях 62, и, опускаясь, утапливаются. При дальнейшем перемещении штока 50 толкатель 48 перемещает кассету 7 на накопитель 58, а после возврата штока 50 заслонки 55 и 56 снова становятся частью направляющих 43.
Наличие в механизме изготовления выводов двух подвижных ножей, один из которых имеет призматический паз для выводов и установлен с возможностью взаимодействия с копиром механизма подачи выводов, а другой нож имеет формующую плоскость и размещен между первым подвижным ножом и напраляницей для выводов механизма подачи выводов, позволяет совместить отрезк изготовленного вьшода и формовку
следующего вывода, при этом возврат обоих ножей по времени совмещен, что обеспечива;ет повышение производительности устройства. Наличие центрирующих губок, установленных с возможностью взаимодействия с копиром механизма подачи выводов, обеспечивает фиксированное положение вьшода по отношению к месту припайки и позволяет перемещать вьгаоды до касания с торцом секции конденсатора независимо от высоты последней, что улучшает качество пайки.
Установка паяльника в обойме и снабжение его роликом с возможностью взаимодействия с копиром подвижной траверсы, имеющей подпружиненный упор и,.взаимодействующей с обоймой паяльника, позволяет сократить время подвода паяльника к месту пайки, что также повьш1ает производительность устройства. Наличие в механизме перемещения кассет толкателя, расположенного перпендикулярно направляющим и имеющего связанный с приводом шток с двумя наклонными срезами, находящимися в контакте с роликами, соединенными со шторками, составляющими часть направляющих, упрощает конструкцию устройства путем совмещения двух движений: перемещение кассеты и открывание шторок, выполняемых от одного привода.
1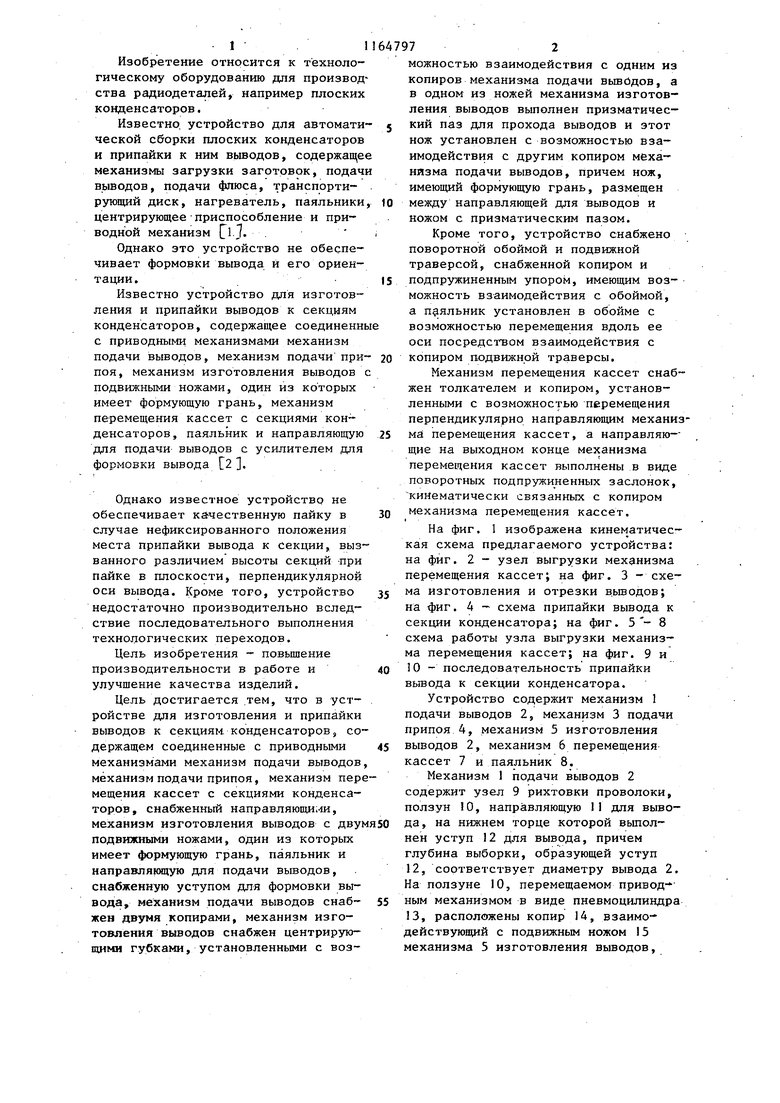
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1980 |
|
SU943880A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для сборки и пайки конденсаторов | 1980 |
|
SU879666A1 |
| Устройство для присоединения выводов к секциям конденсаторов | 1986 |
|
SU1397982A1 |
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ | 1970 |
|
SU259279A1 |
| Устройство для изготовления и присоединения S например,пайкой проволочных разновысоких выводов к секциям конденсаторов | 1981 |
|
SU978215A1 |
| Автомат для изготовления проволочных выводов и припайки их к таблеткам стеклоэмалевых конденсаторов | 1961 |
|
SU140913A1 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ, содержащее соединенные с приводными механизмами механизм подачи выводов, механизм подачи припоя, механизм перемещения кассет с секциями конденсаторов, снабженный направ ляющими, механизм изготовления вьшодов с двумя подвижными ножами, один из которых имеет формующую грань, паяльник и направлякмцую для подачи выводов, снабженную уступом дпя формовки вывода, отличающеес я тем, что, с целью повышения производительности в работе и улучще ния качества изделий, механизм подачи выводов снабжен двумя копирами, механизм изготовления выводов снабжен центрирующими губками, установленными с возможностью взаимодействия с одним из копиров механизма по дачи выводов, а,в одном из ножей механизма изготовления вьшодов выполнен призматический паз для прохо да выводов и этот нож установлен с возможностью взаимодействия с другим копиром механизма подачи выводов, причем нож, имеющий фррмукяцую грань, размещен между направляющей для выводов и ножом, с призматическим пазом. 2.Устройство по п. 1, о т л и чающееся .тем, что оно снабжено поворотной обоймой и подвижной траверсой, снабженной кбпиром и подпружиненным упором, имеющим возможность взаимодействия с обоймой, о а паяльник установлен в обойме с возможностью перемещения вдоль ее оси посредством взаимодействия с копиром подвижной траверсы. 3.Устройство по пп. 1. и 2, отличающееся тем, что механизм перемещения кассет снабжен толкателем и копиром, установленными 9д .с возможностью перемещения перпен.( дикулярно направляющим механизма перемещения кассет, а направляющие ;о к| на выходном конце механизма перемещения кассет выполнены в виде поворотных подпружиненных заслонок, кинематически связанных с копиром механизма перемещения кассет.
ll
,
Ж
n
:
S
m
т 50 49 Фиг. 5 62 62 67 SO ifQ
| I | |||
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ ПЛОСКИХ КОНДЕНСАТОРОВ И ПРИПАЙКИ К НИМ ВЫВОДОВ | 0 |
|
SU205959A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1980 |
|
SU943880A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
