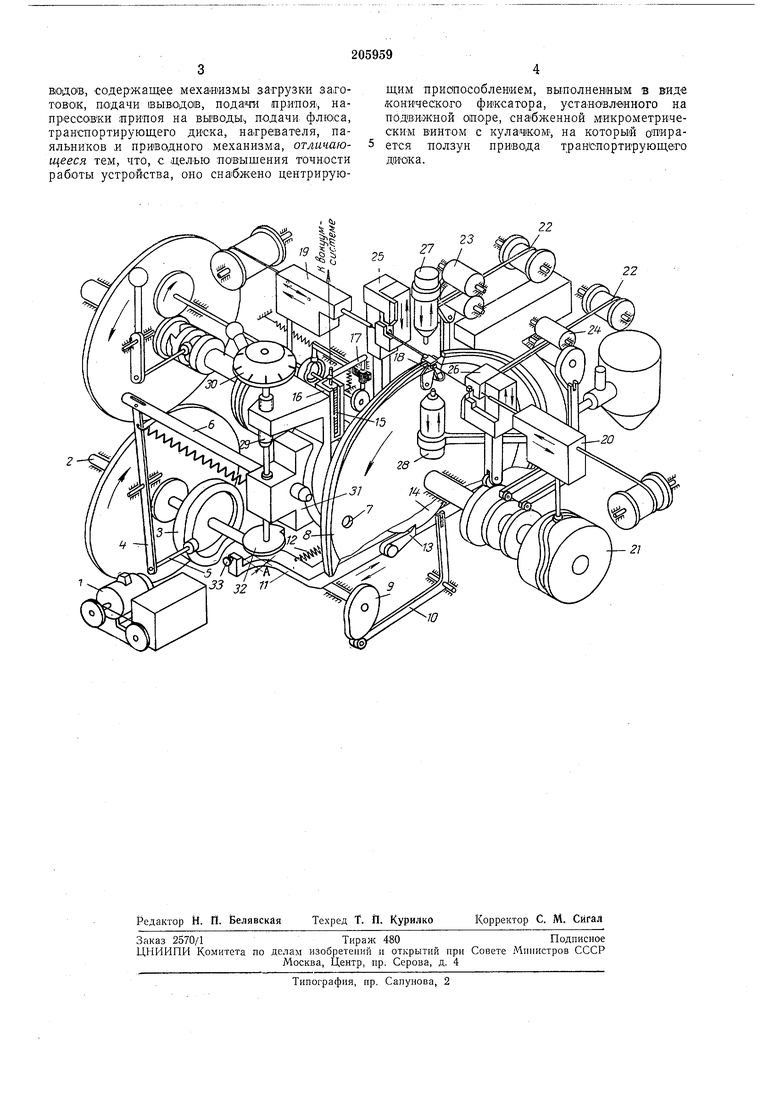
Известное устройство для автоматической сборки ллосюих конденсаторов и припайки к ним выводов содержит механизмы загрузки заготовок, подачи выводов и припоя, напресС01ВКИ Припоя на выводы, лодачи флюса, транспортирующего диок-а, иатревателя, паяльников и приводного Мбханизма. Такое устройство не позволяет с достаточной точностью собирать конденсаторы,, особенно при отклонении размеров заготовок от номинала. Прбдла1гаемое устройство, с целью повыШания точности , снабжено центрирующим приспособлением в виде конического фиксатора, установленного на подвижной опоре с мйкрометрическим винтом, имеющим кулачок, на который опирается ползун привода транопортирующепо диска. На чертеже изображено описываемое устройство. При включении двягателя / приводного механизма начинает вращаться вал 2 силовой распределительной головки. Кулачок 3 рычата.ми 4 я 5 выводит конический фиксатор 6 центрирующего приспособления из гнезда 7 транспорт1ирующего диска 8. КулаЧОК 9 освобождает рычаг 10. Ползун 11 привода диска 8 под действием пружины 12 перемещается в обратном направлении. В результате собачка 13 через храповое колесо 14 поворачивает диск 8 на одну позицию. Керамические заготовки 15 конденсаторов из магазина 16 рычагом 17 с присосами подаются в гнездо диска 8, снабженное откидной подпружиненной губкой 18. Одновременно механивмами 19 и 20, которые приводятся в движение кулачками 21, выводы подаются к заготовке. Припой в виде ленты 22 поступает в зону пайки с помощью мехаиизлюв 23 и 24 и напрессовывается на выводы конденсаторов механизмами 25 и 26. Выводы припаиваются паяльниками 27 и 28. Настройка устройства на определенный раЗлМер заготовок 15 и ик центрирование производят1ся вращением ми1крометрического винта 29 с лим|бом 30, имеющим деления. При повороте винта 29 перемещается подвижная опора 31, на которой укреплен конический фиксат ор 6, а также поворачивается и жестко связаниый с ним кулачок 32, профиль которого выполнен по спирали Архимеда с шагом, равным шагу винта 29. Зазор А между регулировочны.м винтом 33 ползуна 11 и кулачком 32 в процессе регулировки изменяется на величину смещения фиксатора 6, чем обесоечивается точная соосность фиксатора с гнездом 7 при любом положении фиадсатора.
вюдощ, содержащее механизмы загрузки заготовок, подачи 1ВЫВОД01В, припоя, напрессавки припоя на выводы, подачи флюса, транспортирующего диска, нагревателя, паяльников и привадного механизма, отличающееся тем, что, с целью повышения точности работы устройства, оно снабжено центрирующим прис1пособлен1ием, вьшолненньгм в виде конического фиксатора, установленного на подвижной опоре, снабженной микрометрическим винтом с кулачком-, на который опирается -ползун привода транспортирующего диока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической пайки выводов плоских конденсаторов | 1979 |
|
SU862253A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для пайки | 1972 |
|
SU555454A1 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |