1
Изобретение относится к области производства радиодеталей с осевыми выводами, в частности электрических конденсаторов.
Известны устройства для нанесения на изделия пластмассовой оболочки, преимущественно для радиодеталей с осевыми выводами, содержащие щаговый транспортер, механизм подачи радиодеталей, многопозиционный транспортирующий диск, литьевую форму, механизм запирания литьевой формы, механизм пластикации и подачи массы в литьевую форму, механизм обрезки литников и удаления изделий, приводной механизм.
Недостатком известных устройств является неточность установки изделия в литьевой форме и сложность конструкции.
Цель изобретения - повыщение точности установки изделия в литьевой форме и упрощение автоматизации процесса нанесения пластмассовой оболочки.
Для достижения этой цели литьевая форма выполнена в виде набора матриц, одна из которых представляет собой транспортирующий диск с гнездами, служащими для размещения корпусов радиодеталей, снабженный призматическими поворотными центрирующими элементами, а другие матрицы выполнены в виде ползунов с каналами, служащими для размещения выводов радиодеталей и снабженными подпружиненными упорами, служащими для
осевого центрирования радиодеталей в полости литьевой формы, а механизм обрезки литников и удаления готовых изделий выполнен в виде пневмоцилиндра, на штоке которого укреплены два стержневых ножа.
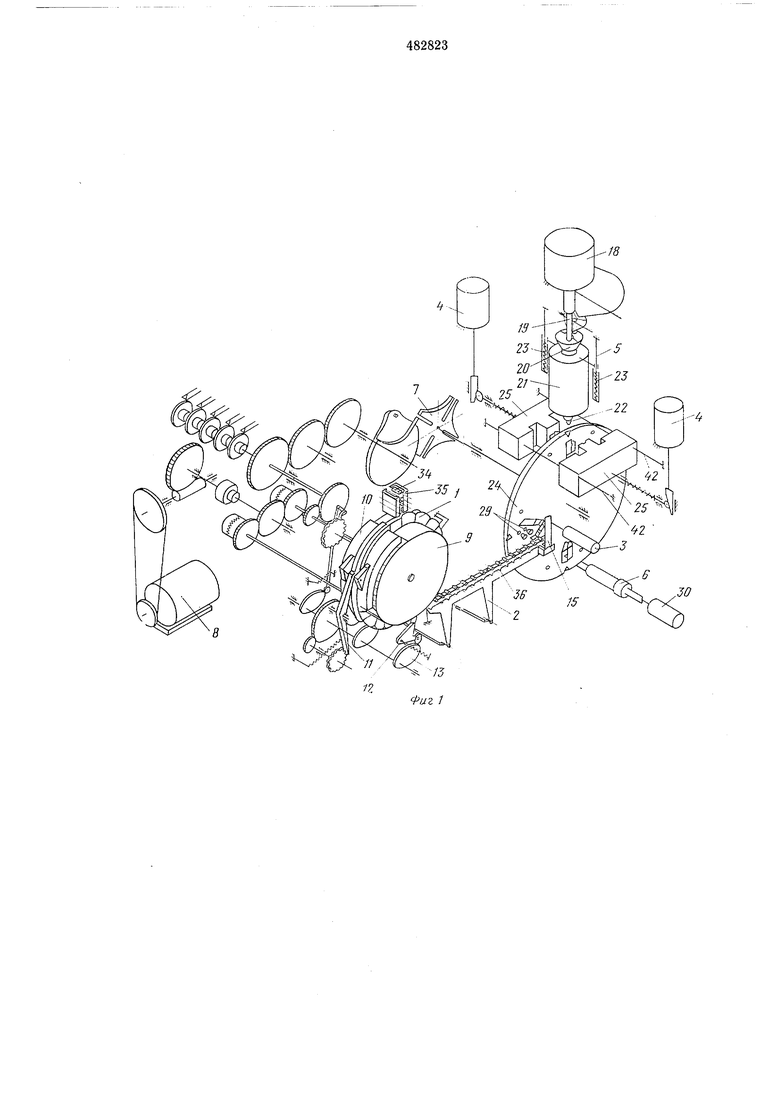
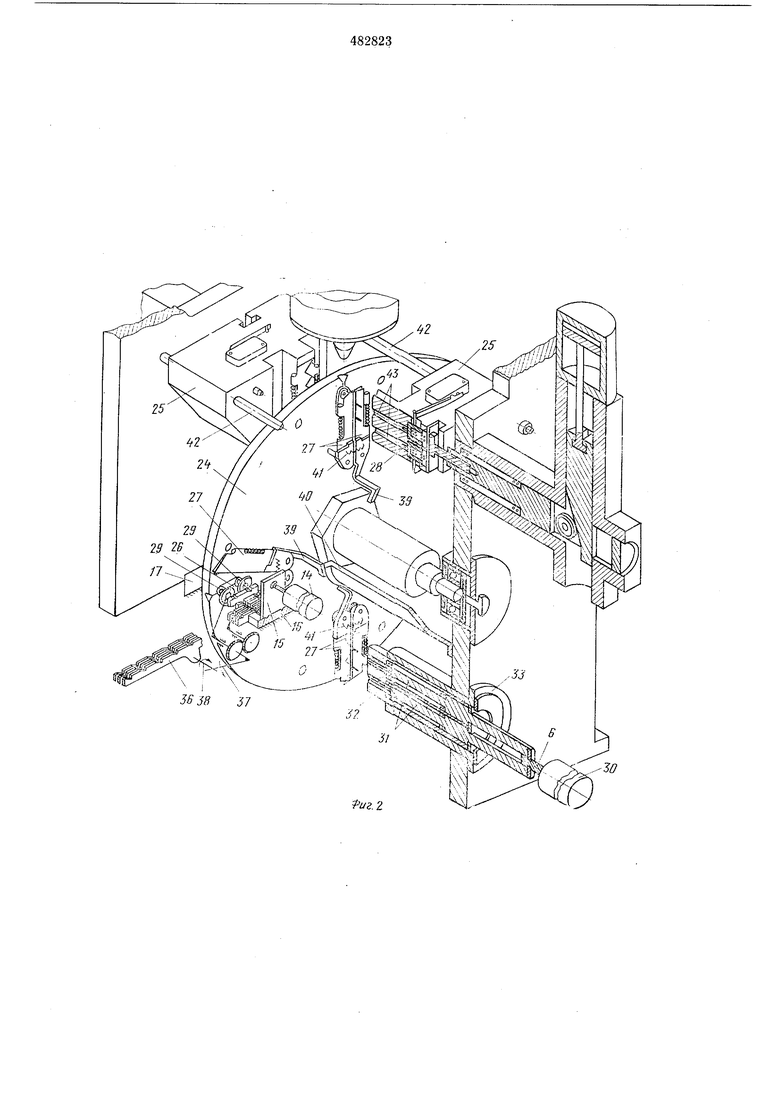
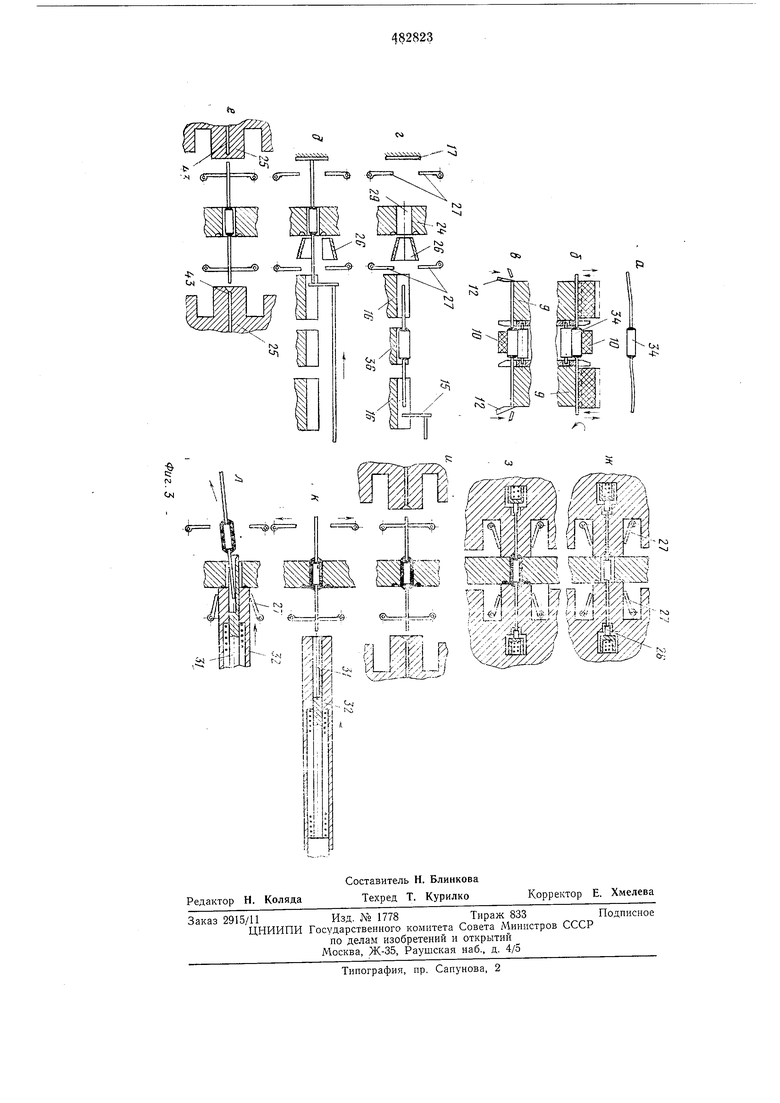
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - литьевая форма; на фиг. 3 - последовательность технологических операций.
Устройство содержит механизм 1 рихтовки и обрезки выводов, шаговый транспортер 2, механизм 3 подачи радиодеталей, механизм 4 запирания литьевой формы, механизм 5 пластикации и подачи массы в литьевую форму, механизм 6 обрезки литников и удаления изделий, механизм 7 прерывистого движения диска литьевой формы, приводной механизм 8.
Механизм рихтовки и обрезки выводов 1 состоит из барабана 9, подвижных прижимов 10, укрепленных на рычаге II, и ножей 12, соверщающнх от кулачков 13. Механизм подачи радиодеталей 3 содержит пневмоцилиндр 14, на штоке которого укреплен толкатель 15, призматические направляющие 16 и упор 17.
Механизм пластикации и подачи массы 5
выполнен в виде пневмоцилиндра 18 с плунл ером 19, подающим материал из воронки 20
в иижекционный цилиндр 21, имеющий мундштук 22 с запорным клапаном и две возвратные пружины 23. Литьевая форма выполнена в внде набора матриц, одна из которых представляет собой транспортирующий диск 24 с гнездами, служащими для размещения корпусов радиодеталей, а другие матрицы выполнены в виде ползунов 25 с каналами, служащими для размещения выводов радиодеталей и снабженными подпружиненными упорами. Литьевая форма снабжена раскрывающимися конусными центраторами 26. Диск 24 имеет призматические поворотные центрирующие элементы 27. Ползуны 25 содержат центрирующие упоры 28. Каждая позиция диска 24 имеет два гнезда 29 для одновременной загрузки двух секций конденсаторов. Механизм 6 обрезки литников и удаления готовых изделий выполнен в виде пневмоцилиндра 30, на щтоке которого укреплены два стержневых ножа 31, воздействующих при осевом движении на подпружиненную направляющую втулку 32, перемещающуюся внутри неподвижного корпуса 33 и прижимающую литник к диску 24 во время обрезки литника стержневыми ножами 31. Устройство работает .следующим образом. Секции конденсаторов 34 из вибробункера поступают по лотку 35 в гнезда барабана 9. Прижимы 10, соверщая возвратно-поступательное движение, ударяют по выводам секции, рихтуя последние. При дальнейщем движении барабана 9 вывода отрезаются ножами 12, тем самым обеспечивается необходимая длина выводов секции в литьевой форме. Подвижная рейка 36 щагового транспортера 2 переносит секцию 34 на позицию перегрузки секции в диск 24. Две секции 34 при воздействии толкателя 15 по призматическим направляющим 16 и через сомкнутые конусные центраторы 26 перегружаются в гнезда 29 диска 24 до соприкосновения выводов секции с упором 17. При этом призматические центрируюпхне элементы 27 раскрыты для свободного прохода секции. После раскрытия конусных центраторов 26 под действием рычага 37 и оси 38 подвижной рейки 36 щагового транспортера 2 и возврата толкателя 15 в исходное положение диск 24 начинает поворачиваться на следующую позицию, рычаг 39 скользит по копиру 40 и центрирующие элементы 27 смыкаются под действием пружины 41, захватывая выводы и удерживая от перекоса секции конденсаторов. Ползуны 25 под действием механизмов запираиия 4 перемещаются по колонкам 42 до соприкосновения с диском 24. Вывода секций 34 входят в каналы 43 в ползунах 25. Пентрирующие элементы 27 разворачиваются ползунами 25. Происходит запирание литьевой формы. При перемещении плуижера 19 вниз инжекционный цилиндр 21, сжимая пружины 23, движется также вниз, сопло мундщтука 22 входит в коиическое отверстие литникового канала и при достижении необходимого удельного давления впрыска клапан мундштука 22 открывается и происходит заполнение формы расплавленной пластмассой. После окончания заливки плунжер 19 возвращается в исходное положение, освобождая место для загрузки новой порции материала, инжекционный цилиндр 21 под действием пружин 23 поднимается и ползуны 25 отходят от диска 24. При этом центрирующие элементы 27, поворачиваясь, захватывают выводы секций 34. Затем происходит поворот диска 24, во время которого залитые изделия охлаждаются. После поворота диска 24 рычаг 39, наезлсая на упор раскрывает левые центрирующие элементы 27. При перемещении щтока пневмоцилиндра 30 влево ножи 31 через пружины воздействуют на направляющую втулку 32, которая, перемещаясь влево, разворачивает правые центрирующие элементы и прижимает литник к диску 24. Ножи 31, преодолевая сопротивление пружины, входят в гнездо 29 диска 24, обрезая литник и удаляя готовое изделие. Конденсатор падает в тару, а ножи 31 и втулка 32 отводятся щтоком пневмоцилнндра 30 в исходное положение. После чего цикл работы устройства повторяется. Предмет изобретения Устройство для нанесения на изделия пластмассовой оболочки, преимущественно для радиодеталей с осевыми выводами, содержащее щаговый транспортер, механизм подачн радиодеталей, многопозиционный транспортирующий диск, литьевую форму, механизм запирания литьевой формы, механизм пластикации и подачи массы в литьевую форму, механизм рбрезки литников и удаления изделий, приводной механизм, отличающееся тем, что, с целью повыщения точности установки изделия в литьевой форме и упрощения автоматизации процесса нанесения пластмассовой оболочки, литьевая форма выполнена в виде набора матриц, одна из которых представляет собой транспортирующий диск с гнездами, служащими для размещения корпусов радиодеталей, снабженный призматическими поворотными центрирующими элементами, а другие матрицы выполнены в виде ползунов с каналами, служащими для размещения выводов радиодеталей и снабженными нодпружинениыми упорами, служащими для осевого центрирования радиодеталей в полости литьевой формы, а механизм обрезки литников и удаления готовых изделий выполнен в виде пневмоцилиндра, на щтоке которого укреплены два стержневых ножа.
го tN .,, , , .,iil я10 « -т Hv- 1 t U/H--X „ , g--j| fy)f-/i a k-/ (x-i 4 /иК/| Vs-M N5 . Ш и Щ и -If- . -. /-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для приварки выводов к секциям конденсаторов | 1976 |
|
SU668021A1 |
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706073A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Устройство для сборки и пайки конденсаторов | 1980 |
|
SU879666A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ РАДИОДЕТАЛЕЙ С ОСЕВЫМИ ВЫВОДАМИ К МОНТАЖУ | 1966 |
|
SU177955A1 |
| Устройство для гальванической металлизации секций конденсаторов | 1978 |
|
SU768726A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |