Изобретение относится к обработке металлов давлением и может быть использовано при импульсной штамповке.
Известное по авт.св. № 1139004 устройство ддй импульсной гидравлической штамповки содержит камеру со средствами создания и преобразования импульсного давления в жидкости которые вьтолнёны в виде соосно и последовательно размещенных в направлении к рабочей полости многовиткотвого индуктора импульсного магнитного поля, взаимодействунщей d индуктором подвижной электропроводной пластины, пяастщш ие материала с высокой 14еханической прочностью и поршня-мультипликатора,размещенного в силовом цилиндре. Кроме того, известное устройство содержит вводимый в заготовку зацирае{1ый элемент с каналами, срединянлцими полость силового цилиндра с полостью заготовки.
Недостатком известного устройства 1является неизбежное разрушение изоля ции индуктора и смятие витков токоведущей спирали из-за большой массы передаточных элементов, ударяющих по индуктору, а также заклинивание в корпусе устройства высокопрочнойи высокоэлектроповодной пластин.
Целью изобретения является повышение надежности и срока службы устройства.
Для этого в устройстве для импульсной гидравлической штамповки по авт св. № 1139004 на внутренней поверхности камеры над индуктором выполнен колЯэцеэой выступ, высокоэлектрощ оводная пластина установлена в полости, ограниченной боковой поверхность этого выступали вьгаЬлнена с боковой поверхностью, образованной двумя усеченными конусами, имекщими общее большее основание, пластина из материала с высокой механической проч костью выполнена с конической боковой поверхностью и кольцевьпиг коническим выступом со стороны большего основания , расположенным на кольцевом выступе камеры, при этом пластины установлены мещду собой с осевым зазором, а йоршень-мультшшикатор щарнирно соединен с пластиной Из материала с высокой механической прочностью.
Устранение непосредственного контакта высокоэлектропроводной и высокопрочной пластин мезвду собой в
описываемом, устройстве позволило устранить обратный удар наиболее тяжелых частей преобразователя давления (вода, поршень-мультипликатор, высокопрочная Пластина) по виткам индуктора и его Изоляции, тем самым повысить надежность и работоспособность устройства. Выполнение высокопрочной пластины в виде усеченного конуса
позволяет предотвратить заклинивание ,ее в корпусе при рабочем и обратном перемещениях, так как при возможных перекосах контакт с корпусом происходит по линии, а не по поверхности,
5 как у прототипа (сопряжение цилиндрических поверхностей пластины и корпуса). Конический кольцевой выступ, имеющийся со стороны большего основания на высокапрочностной плас0 тийе, выполняет роль сбрасывателя: при попадании высокоэлектропроводной пластины на выступ корпуса конический выступ сбра.сьшает ее на рабочую поверхность индуктора. Этой же цели, а также средством против заклинивания является и боковая пове1рхность высокоэлектропроводной пластины.
Шарнирное соединение поршня-мультипликатора с высокопрочной пласти0Iной устраняет влияние перекосов на
их совместную работу, а также позволяет обойтись без специального эле-. мента возврата, так как возврат поршня -мультилликатора а исходное положение ТВ этом случае осуществляется за счет тяжести, действующей на него от собственного веса, веса воды и высокопрочной пластины и силы реакции при ударе о воду.
0 Изобретениепоясняется чертежом, где иэ ображён общий вид описываемого устройства,
Устройство для импульсной гидравлической штамповки содержит многовит5 новый инДуктор 1, установленный в камере 2, расположенную на индукторе высокоэлектропрОводную пластину 3, установленную в полости, ограниченной боковой поверхностью кольцевого
50 выступа 4, вьтолненного на внутренней поверхности камеры над индуктором и выполненную с боковой поверхностью, ,образованной двумя усеченными конусами, имею1цими общее большее основание.
55 Кроме того, описываемое устройство содержит соосно установленную над вы сокоэЛектропроводной пластиной плас тину 5 из материала с высокой механической прочностью, выполненную с конической боковой поверхностью и кольцевым коническим выступом со сто роны большего основания, расположенным на упомянутом кольцевом выступе камеры. При этом указанные пластины установлены с зазором между собой. В описываемом устройстве также имеет ся поршень-мультипликатор 6, шарнирн соединенный с пластиной из материала с высокой механической прочностью и размещенный в силовом цилиндре 7 для сжатия среды 8. Описываемое устройство для импульсной гидравлической штамповки работает следующим образом. При разряде конденсаторной батареи на индуктор 1 импульсное электромагнитное поле этого индуктора воздей-ствует на высокоэлектропроводную плас тину 3, которая передает ударный импульс высокопрочной пластине 5, поршню-мультипликатору 6 и воДе (жид-кой среде) 8, сжимаемой в силовом цилиндре 7. После формообразования детали среда 8, поршень-мультипликатор 6 высокопрочная пластина 5 возвра щаются в исходное положение. При этом шщуктор 1 воспринимает удар только пластины 3, которая изготовлена из легкого высокоэлектропроводного материала, например Д16Т, и не вызывает разрушений изоляции и витков индуктора 1. Обратньй удар основной массы преобразователя давления (вода 8, поршень-мультипликатор 6, высокопрочная пластина 5) воспринимает корпус 1
камеры 2, изготовленный из высокопрочной стали. Конический выступ на пластине 5, имеющийся со стороны ее большего основания, сбрасывает хшасбирается в пределах 1/3-2/3 толщины Ш1астины, что обеспечивает гарантированное .ее сбрасывание на рабочую поверхность индуктора. Шарнирное соединение поршня-мультипликатора пластиной из материала с высокой механической прочностью позволило обеспечить надежную работу устройства без специального элемента возврата.
Использование описываемого устройства обеспечивает повышение стойкости индуктрра, а также всего преобразователя давления, что значительно повышает надежность и работоспособность устройства. тину 3 на рабочую поверхность индуктора 1 в случае ее попадания на выступ 4 корпуса камеры 2. Величина конического выступа на пластине 5 определяется высотой верхней части высокоэлектроповодной пластины 3, образованной одним из усеченных конусов, и превышает ее на 1-2 мм. Зазор между Апастинами 3 и 5 служит для исключения удара пластины 5 при . ее прогибе о пластину 3, и соответственно по индуктору 1. Этот зазор выбирается из условия прогиба пластины 5., при ударе о выступ 4 корпуса камеры 2 и равен 1-2 км. Величина конусности боковой поверхности ппастины 5 из материала с высокой механической прочностью определяется возможным ее перекосом и находится в пределах 15-45°.В таких же пределах конусности выполняется и боковая поверхность высокоэлектропроводной пластины, соотношение высот усеченных конусов, образукхрпс бо ковую поверхность этой пластины вы
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсной гидравлической штамповки | 1979 |
|
SU1139004A1 |
| Устройство для импульсной гидравлической штамповки | 1980 |
|
SU1164950A2 |
| Устройство многократного действия для магнитно-гидравлической штамповки | 1979 |
|
SU832844A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ГИДРОИМПУЛЬСНОЙ ОБРАБОТКИ СКВАЖИН (ВАРИАНТЫ) | 2005 |
|
RU2303690C2 |
| УСТАНОВКА ДЛЯ РАЗДАЧИ МУФТ | 2006 |
|
RU2321470C1 |
| МНОГОПУАНСОННАЯ УСТАНОВКА ШАРОВОГО ТИПА ДЛЯ СОЗДАНИЯ ВЫСОКИХ ДАВЛЕНИЙ И ТЕМПЕРАТУР | 1994 |
|
RU2077375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Устройство для формирования зуботехнических заготовок из воска | 1987 |
|
SU1475642A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОИЗМЕНЕНИЯ ОБОЛОЧКИ ТИПА "СТАКАН" МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКОЙ | 2020 |
|
RU2743270C1 |
| УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2011 |
|
RU2480587C1 |
УСТРОЙСТВО ДЛЯ ИШУЛЬСНОЙ ГИДРАВЛИЧЕСКОЙ ПГГМШОВКИ, по авт. св. №:1139004, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности и срока службы, на внутренней поверхности камеры над индуктором выполнен кольцевой выступ, высокоэлектропрэводная пластина установлена в полости, ограниченной боковой поверхностью этого выступа и выполнена с боковой поверхностью, образованной двумя усеченными конусами, имекщими общее основание, пластина из материала с высокой механической прочностью выполнена с конической боковой поверхностью и кольцевьп4 коническим выступом со сторо- . ны большего основания, расположенным на кольцевом выступе камеры, при этом пластины установлены меазду собой с осевым зазором, а по шгеньмультишшкатрр шарнир но соединен с пластиной из материал с высокой механической прочйрстью. 8 . : . : ;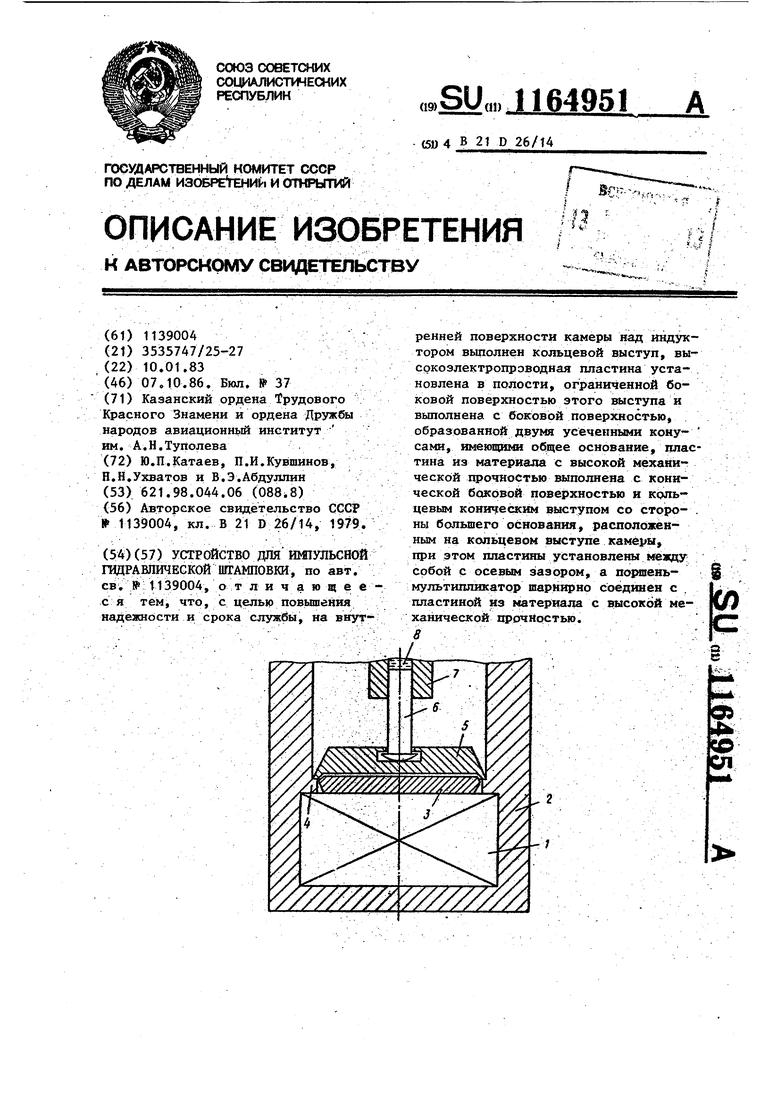
| Устройство для импульсной гидравлической штамповки | 1979 |
|
SU1139004A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
