Изобретение относится к области переработки пластмасс, в частности к литьевым формам для изготовления изделий, с продольным отверстием, в том числе и с внутренней резьбой, и может быть использовано в машиностроении, например, для изготовления деталей для автопоилок.
Цель изобретения - повышение качества изделий.
Указанная цель достигается исключением на поверхности изделия следов от удерживающих и выталкивающих элементов.
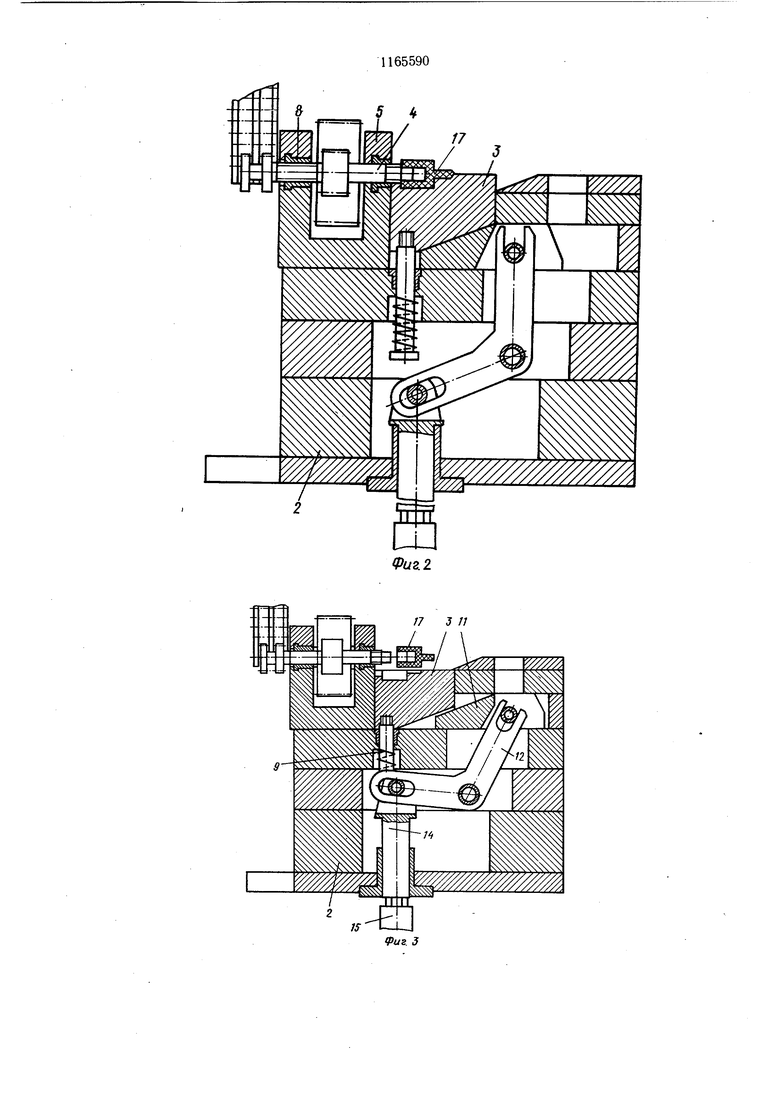
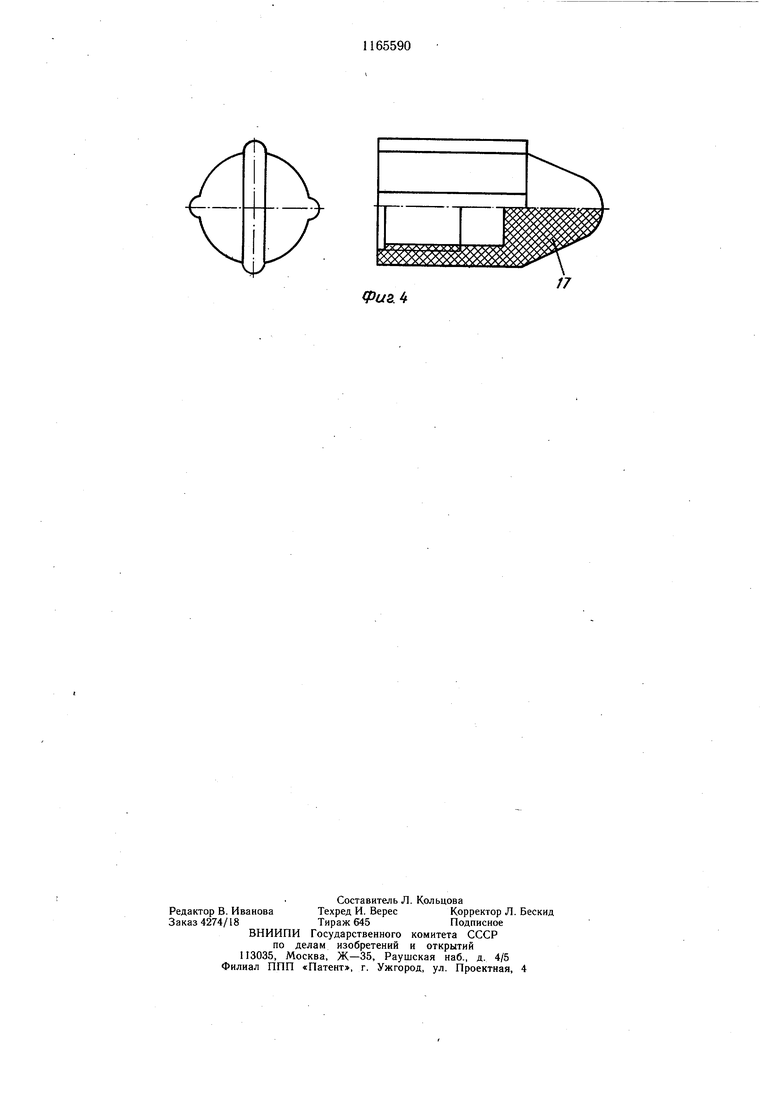
На фиг. 1 изображена литьевая форма в закрытом положении, продольный разрез; на фиг- 2 - подвижная часть формы после ее раскрытия, продольный разрез; на фиг. 3- то же, при гидротолкателе в положении «вперед ; на фиг. 4 - эскиз изделия.
Литьевая форма содержит неподвижную 1 и подвижную 2 плиты с матрицей 3, знак 4, размещенный параллельно плоскости разъема литьевой формы, и механизм выведения знака, в данном случае - резьбознака, в виде установленного на подвижной плите 2 редуктора 5, на входной оси которого закреплена звездочка 6, взаимодействующая с рейкой 7, смонтированной на неподвижной плите I. В данной литьевой форме использовано цевочное зацепление, которое позволяет применять звездочку 6 с меньшим количеством зубьев, что при одинаковой длине зубчатой и цевочной реек обеспечивает больший ход резьбознака 4.
Резьбознак 4 соединен с выходным валом редуктора 5 и имеет резьбовой участок для взаимодействия с неподвижно установленной в редукторе 5 направляющей резьбовой втулкой 8. Матрица 3 снабжена механизмом ее перемещения параллельно продольной оси литьевой формы, выполненным в виде пружин 9 сжатия, расположенных на направляющих колонки 10 и ползуна 11, смонтированного с возможностью взаимодействия с матрицей 3 по наклонной поверхности и соединенного с одним концом двуплечего рычага 12, шарнирно закрепленного на оси 13 на подвижной плите 2. второе плечо которого шарнирно связано со штоком 14 толкателя (гидротолкателя) 15 литьевой машины. На неподвижной плите 1 установлен клин 16.
Литьевая форма работает следующим образом.
После заполнения гнезда формы пластической массой и охлаждения изделия литьевая форма раскрывается. Отливка 17 остается в плавающей полуматрице 7, где ее удерживает резьбознак 4. При раскрытии подвижная плита 2 отходит, и звездочка 6 катится по рейке 7, которая неподвижно закреплена в неподвижной плите 1. Для
0 улучшения условий работы сцепление выполнено цевочным. Вращение через редуктор 5 передается резьбознаку 4, который ввинчивается в неподвижную резьбовую втулку 8 и соответственно вывинчивается из изделия 17. Изделие 17 в гнезде матрицы 3 не поворачивается благодаря своей наружной конфигурации (квадрат, шестигранник, ребра жесткости). При полном раскрытии литьевой формы резьба изделия 17 освобождена, и в отверстии изделия находится только гладкая цилиндрическая часть резьбознака 4.
В этот момент приводится в движение гидротолкатель 15 литьевой машины, который жестко связан со штоком 14. Шток 14 соответственно поворачивает двуплечий ры чаг 12. При повороте рычаг 12 отодвигает ползун 11, который не удерживается клином 16. Матрицу 3 теперь ничто не держит и она под действием пружин 9 сжатия утапливается. Изделие 17 остается на гладком
конце резьбознака 4 и под действием собственного веса падает вниз и удаляется из литьевой формы. По микропазу реверсируется гидротолкатель 15, который через шток 14 и двуплечий рычаг 12 перемещает ползун 11 в исходное положение. Ползун 11
J благодаря наклонной поверхности поднимает в начальное положение матрицу 3. При закрытии литьевой формы привод возвращает резьбознак 4 в исходное положение, а клин 16 окончательно фиксирует ползун 11 и тем самым и матрицу 3.
0 Далее цикл повторяется.
Использование предлагаемой литьевой формы расширяет ассортимент изготовляемых изделий с внутренней резьбой при упрощении конструкции, а также повышает качество поверхности изделий благодаря отсутствию следов от выталкивателей на ней.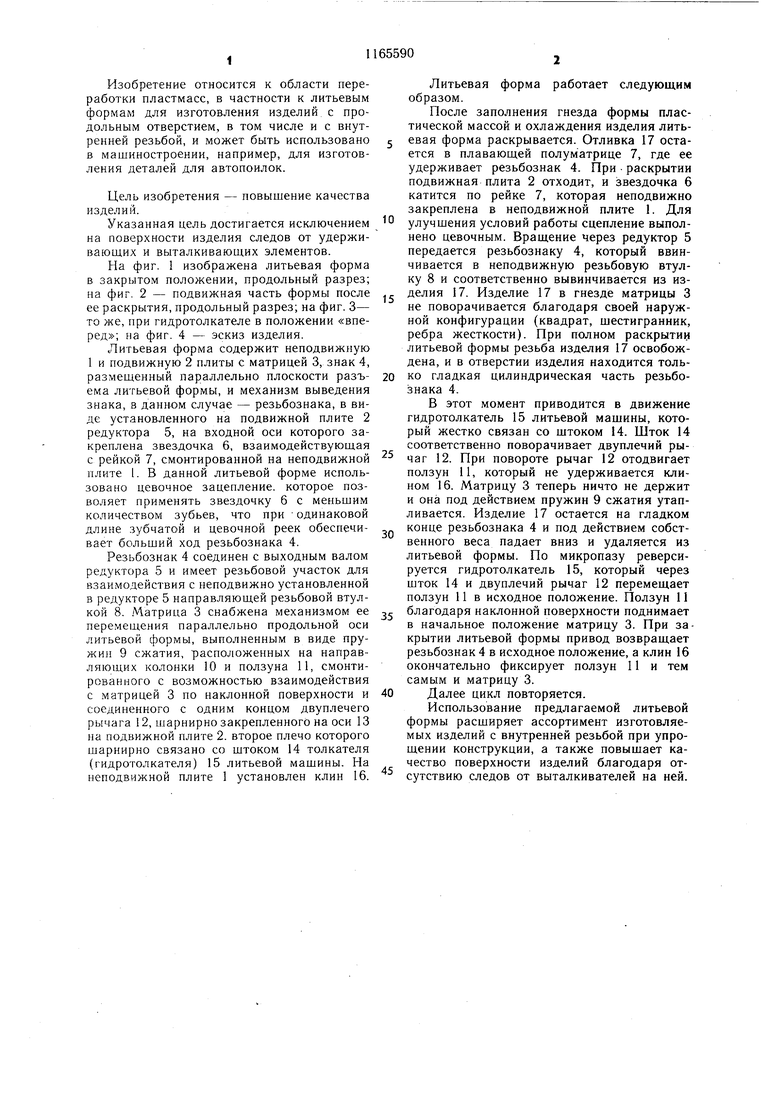
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков для изготовления изделий из полимерных материалов | 1980 |
|
SU963870A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Форма для изготовления изделий из пластмасс | 1985 |
|
SU1310237A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1982 |
|
SU1058784A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ 8 5 С ПРОДОЛЬНЫМИ ОТВЕРСТИЯМИ, содержащая неподвижную плиту, подвижную плиту с матрицей, знак, размещенный параллельно плоскости разъема литьевой формы, и механизм выведения знака, отличающаяся тем, что, с целью повышения качества изделий, матрица снабжена механизмом ее перемещения параллельно продольной оси литьевой формы, выполненным в виде пружин сжатия и ползуна, смонтированного с возможностью взаимодействия с матрицей по наклонной поверхности и соединенного с одним плечом двуплечего рычага, щарнирно закрепленного на подвижной плите, другое плечо которого щарнирно связано со штоком толкателя литьевой машины. (Л 05 С71 С71 СО /5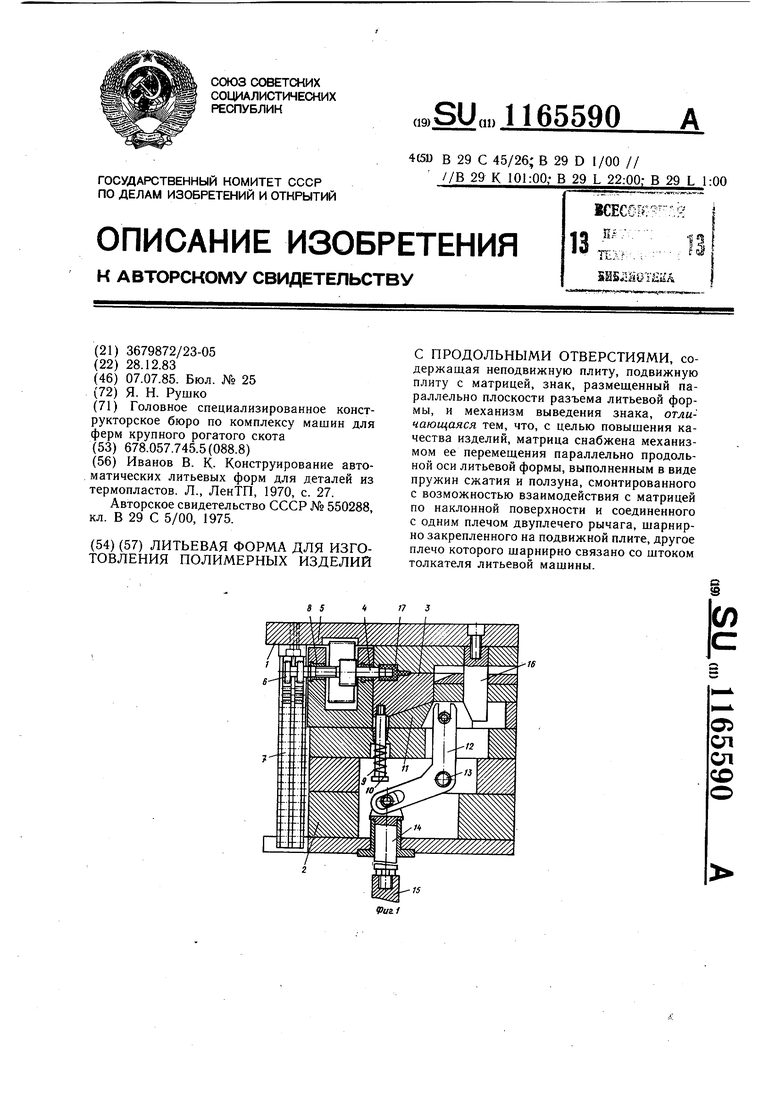
17 J /;
;.-iCU
| Иванов В | |||
| К | |||
| Конструирование автоматических литьевых форм для деталей из термопластов | |||
| Л., ЛенТП, 1970, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Литьевая форма | 1975 |
|
SU550288A1 |
| Солесос | 1922 |
|
SU29A1 |
