9д 3d
С О
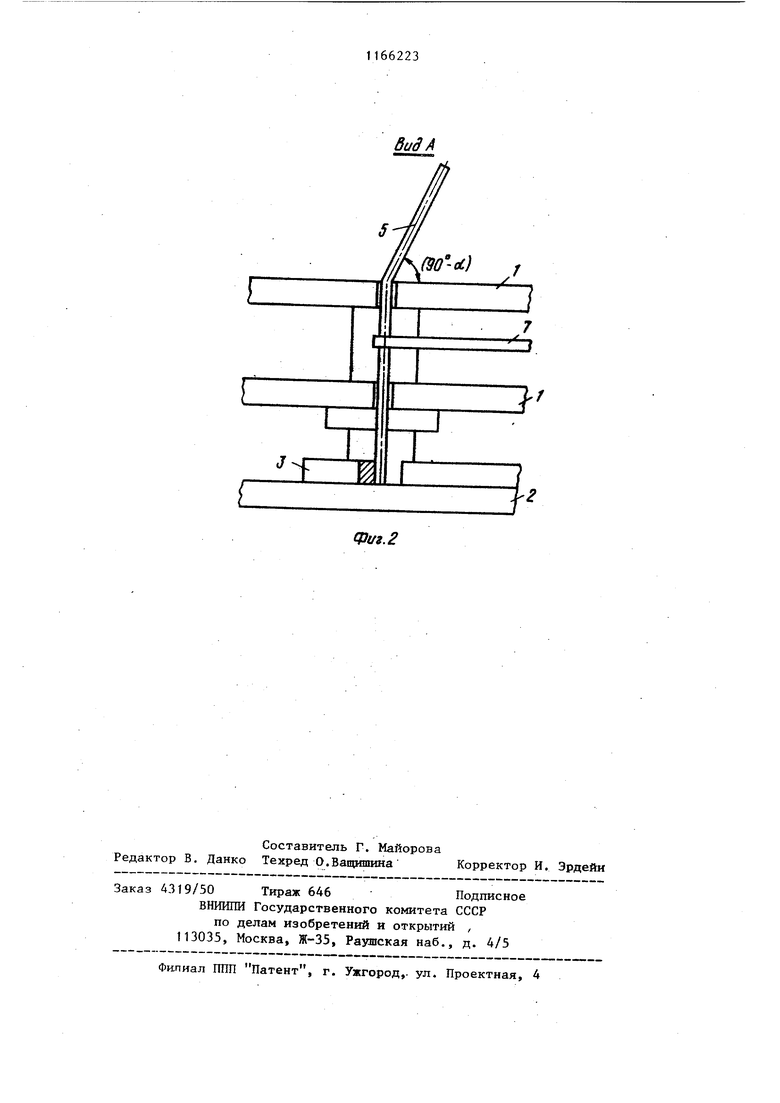
9 Изобретение отноейтся к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехничес кой промьшшенности. Целью изобретения является повышение производительности и качества изготавливаемых электрических машин за счет исключения повреждения провода. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 вид А на фиг. 1. Устройство для намотки и формовки витков обмотки якоря электрической машины с треугольной формой витка (фиг. 1) содержит основной 1 и дополнительный 2 диски, установленные соосно с возможностью поворо та один относительно другого. На дополнительном диске 2 установлено р копиров 3, где р - число пар полю сов электрической машины. На основном диске 1 выполнено 2р радиальных пазов 4, половина которых предназна чена для перемещения по ним ведущих стержней 5, а другая половина - ведомых стержней 6. Все стержни накло нены под углом (90 -об) в плоскости, параллельной оси дисков 1 и 2 в одном направлении (фиг. 2). Ведущие стержни 5 контактируют одним своим концом с копирами 3, при этом кажды из них жестко соединен с соседним ведомым стержнем 6, в данном случае тягами 7, ot-- угол наклона проводника к плоскости, проходящей через ось ротора. Устройство работает следующим образом. На соосных окружностях в пазах диска 1 располагают ведущие 5 и ведомые 6 стержни, причем диаметр окружности, на которой расположены ведомые стержни 6, равен диаметру окружности заготовки обмотки. После этого производят намотку заготовки, например путем вращения самого устройства, на ведомые стержни 6. Фиксируют заготовку. Затем формуют витки обмотки путем поворота основного диска 1 на соответствующий угол относительно дополнительного диска 2. Стержни 5 закреплены таким образом между дисками, что при повороте основного диска 1 они двигаются по радиальным пазам 4. Так как стержни 5 соединены с помощью тяг 7 с ведомыми стержнями 6, то по своим пазам двигаются и стержни 6, осуществляя таким образом формовку витков. Расстояние между соседними стержнями 5 и 6 за счет соединения их тягами сохраняется во время формовки постоянным и равным L/coso6, где L - длина обмотки в осевом направлении. Это приводит к тому, что заготовка в процессе формовки закреплена жестко, а следовательно, исключена возможность перехлестов и перетирания изоляции. Поворот диска 1 заканчивается тогда, когда ведущие стержни 5 установятся по окружности, диаметр которой равен диаметру якоря электричеекой машины.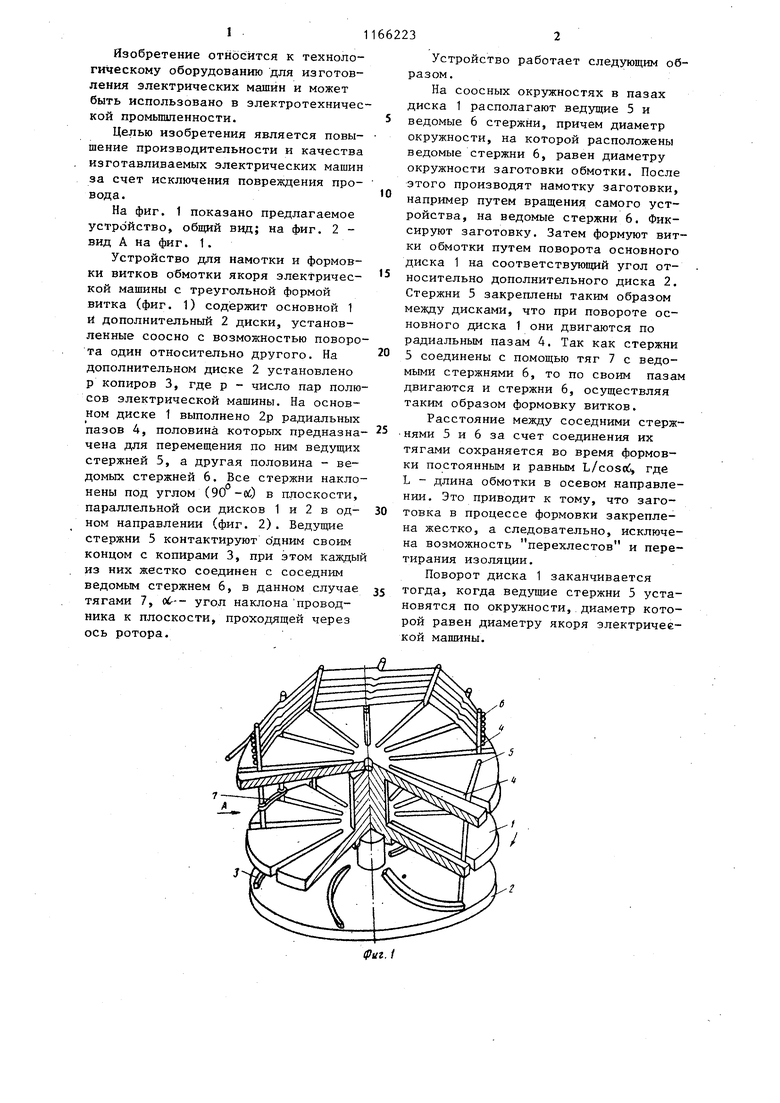
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904116A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904115A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU1029341A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Сочлененное транспортное средство | 1986 |
|
SU1357299A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2146072C1 |
| Способ изготовления дискового якоря электрической машины | 1980 |
|
SU917268A1 |
| СКВАЖИННЫЙ ЭЛЕКТРОМАШИННЫЙ ИСТОЧНИК ПИТАНИЯ ИНКЛИНОМЕТРИЧЕСКОЙ СИСТЕМЫ | 2000 |
|
RU2202849C2 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1983 |
|
SU1251237A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕ1ШЯ ОБМОТКИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ТРЕУГОЛЬНОЙ ФОРМОЙ ВИТКА, содержащее диск с радиальными пазами, 2р стержней, размещенных на диске под углом 
Фиг. 2
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904116A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
