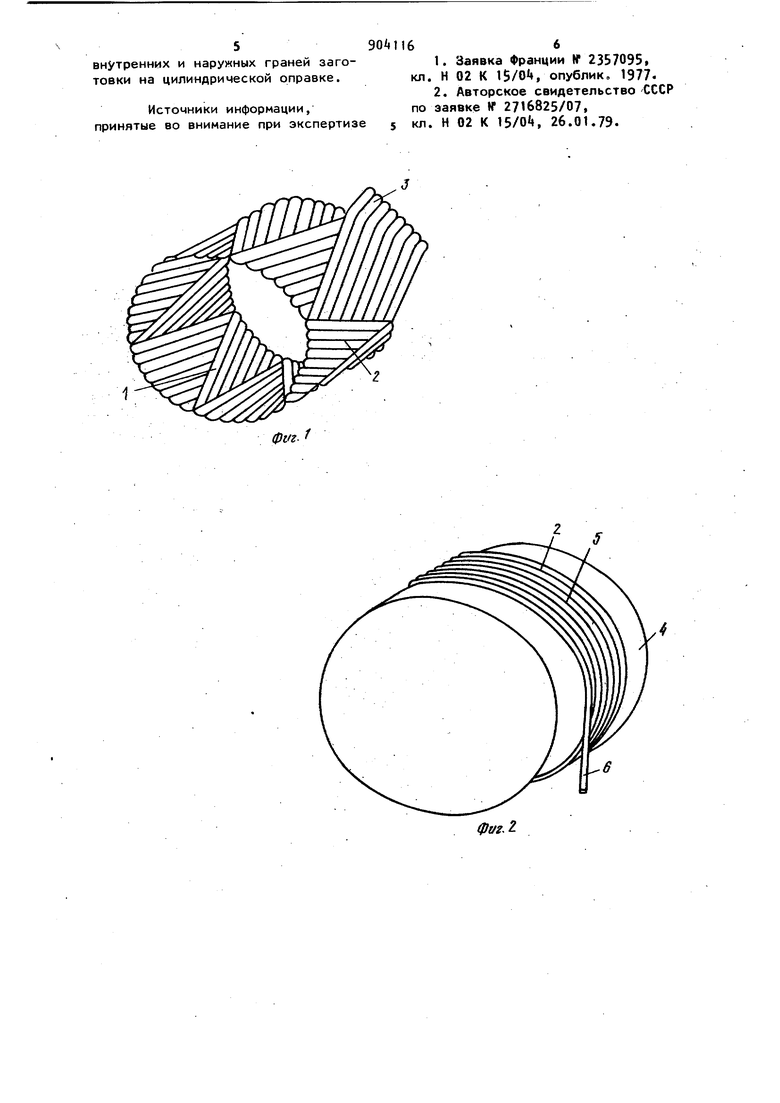
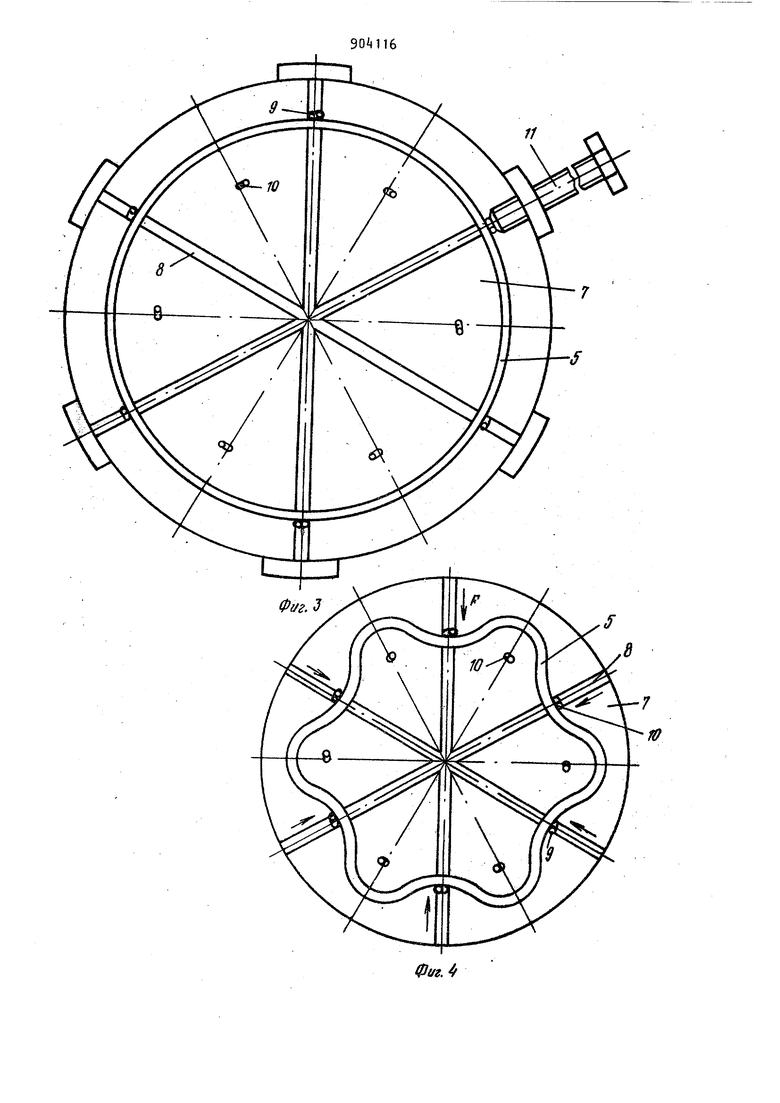
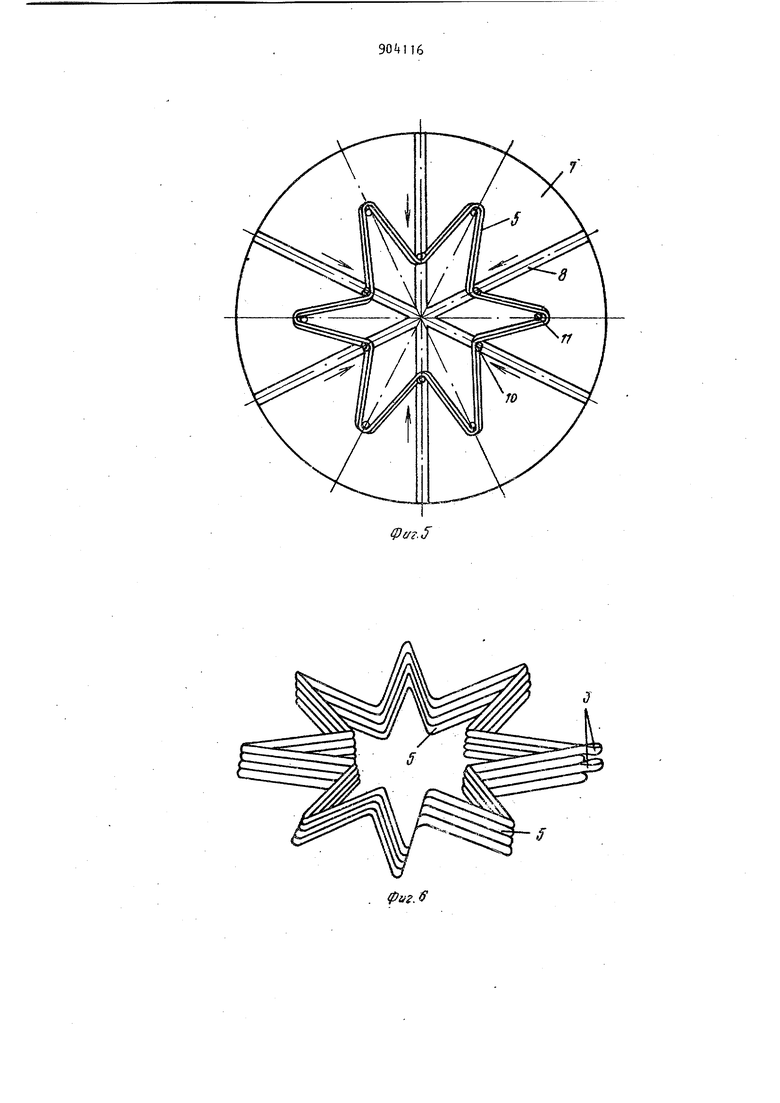
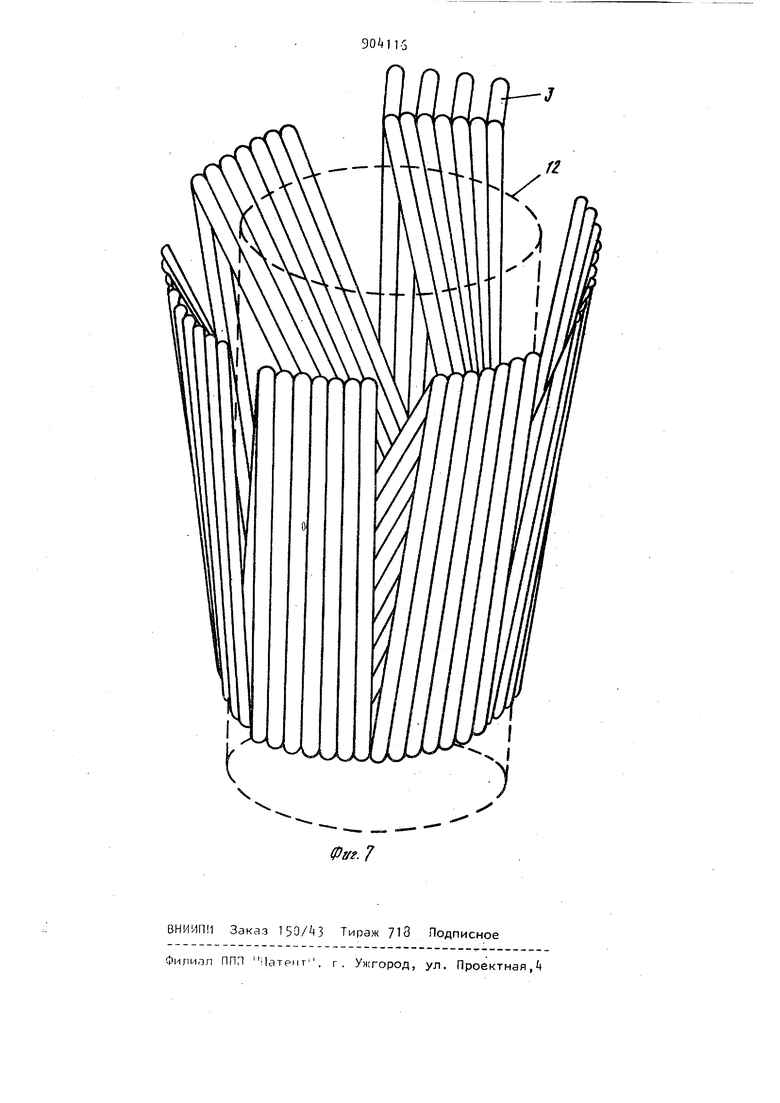
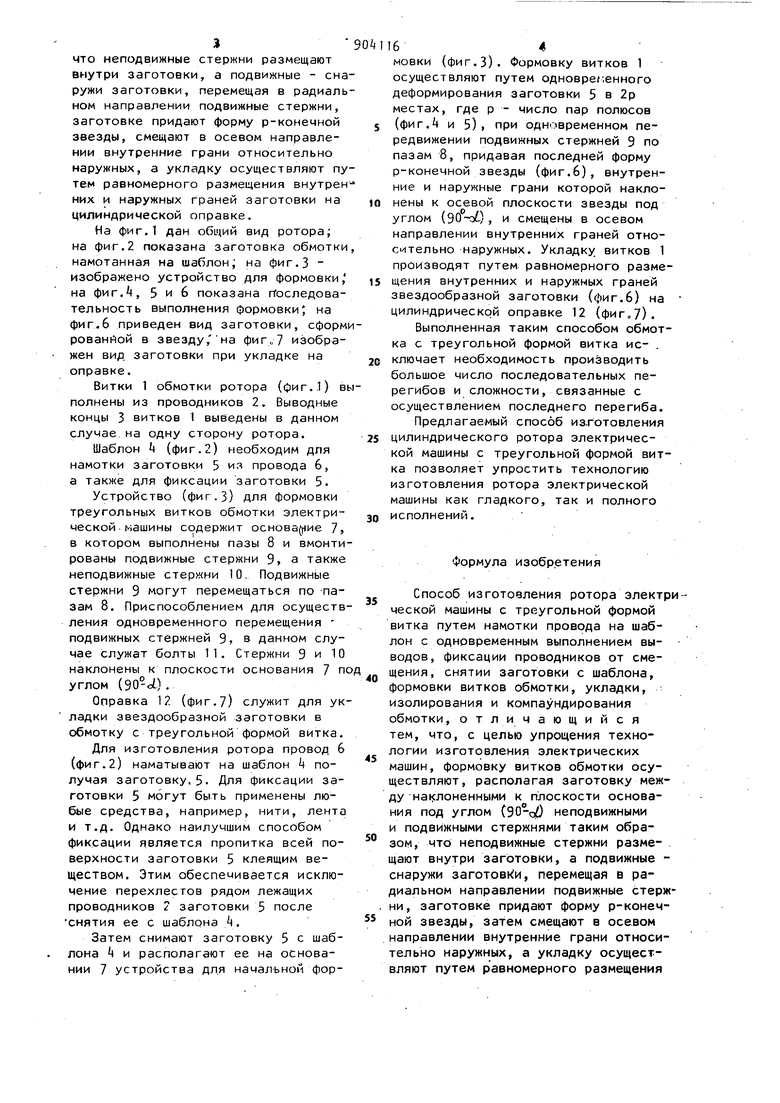
Изобретение относится к технологии изготовления.электрических машин и мож1ет быть использовано при изготовлении полых и гладких роторов. Известен способ изготовления рото ра с треугольной формой витка путем намотки провода в виде цилиндрической катушки для ротора, при котором проводники обводят вокруг цилиндра, таким , что образуется обмотка с треугольной формой витка l Недостатком известного способа является достаточно сложная фиксация проводников на торцах заготовки при намотке. Известен такие способ изготовлени ротора электрической машины с треугольной формой витка путем намотки провода на шаблон с одновременным вы полнением выводов, фиксации проводников от смещения заготовки с шаблона, формовки витков с рамположением проводников в активной части под данным углом к плоскости, проходящей через ось вращения ротора, и осуществлением последовательных 2р перегибов плоскости заготовки под углом (SO-vL) к плоскости проводников, где р - число пар полюсов, выполняя смежные перегибы в противоположные стороны и располагая выводы обмотки в местах перегибов, укладки, изолировки и компаундирования 2, Недостатком указанного способа является сложная технология, ааключа ощаяся в необходимости осуществлять , последовательные перегибы, при этом особенно трудно выполнить последний перегиб. Цель изобретения - упрощение технологии изготовления злзктрических машин. Указанная цель достигается тем, что формовку витков обмоткиосущес-. твляют, располагая заготовку между наклонными к плоскости основания под углом () неподвижными и подвижными стержнями таким образом. 3 что неподвижные стержни размещают внутри заготовки, а подвижные - сна ружи заготовки, перемещая в радиаль ном направлении подвижные стержни, заготовке придают форму р-конечной звезды, смещают в осевом направлении внутренние грани относительно наружных, а укладку осуществляют пу тем равномерного размещения внутрен них и наружных граней заготовки на цилиндрической оправке. На фиг,1 дан общий вид ротора; на фиг.2 показана заготовка обмотки намотанная на шаблон; на фиг.З изображено устройство для формовки, на фиг,, 5 и 6 показана г оследовательность выполнения формовки; на фиг.6 приведен вид заготовки, сформ рованной в звезду,на фиг«7 изображен вид заготовки при укладке на оправке. Витки 1 обмотки ротора (фиг..) в полнены из проводников 2. Выводные концы 3 витков 1 выведены в данном случае на одну сторону ротора. Шаблон 4 (фиг. 2) необходим для намотки заготовки 5 из провода 6, а также для фиксации заготовки 5. Устройство (фиг.З) для формовки треугольных витков обмотки электрической . машины содержит основа(11ие 7, в котором выполнены пазы 8 и вмонти рованы подвижные стержни 9, а также неподвижные стержни 10, Подвижные стержни 9 могут перемещаться по -пазам 8. Приспособлением для осуществ ления одновременного перемещения подвижных стержней 9, в данном случае служат болты 11. Стержни 9 и 10 наклонены к плоскости основания 7 п углом (90-oi) . Оправка 12 (фиг.7) служит для ук ладки звездообразной заготовки в обмотку с треугольной формой витка. Для изготовления ротора провод 6 (фиг.2) наматывают на шаблон k получая заготовку. 5. Для фиксации заготовки 5 могут быть применены любые средства, например, нити, лента и т.д. Однако наилучшим способом фиксации является пропитка всей поверхности заготовки 5 клеящим веществом. Этим обеспечивается исключение перехлестов рядом лежащих проводников 2 заготовки 5 после снятия ее с шаблона А. Затем снимают заготовку 5 с шаблона k и располагают ее на основании 7 устройства для начальной фор64мовки (фиг.З). Формовку витков 1 осуществляют путем одноврег-.енного деформирования заготовки 5 в 2р местах, где р - число пар полюсов (фиг.4 и 5), при одновременном передвижении подвижных стержней 9 по пазам 8, придавая последней форму р-конечной звезды (фиг.6), внутренние и наружные грани которой наклонены к осевой плоскости звезды под углом (90-ot) , и смещены в осевом направлении внутренних граней относительно наружных. Укладку витков 1 производят путем равномерного размещения внутренних и наружных граней звездообразной заготовки (фиг.6) на цилиндрической оправке 12 (фиг„7). Выполненная таким способом обмотка с треугольной формой витка ис- . ключает необходимость производить большое число последовательных перегибов и сложности, связанные с осуществлением последнего перегиба. Предлагаемый способ изготовления цилиндрического ротора электрической машины с треугольной формой витка позволяет упростить технологию изготовления ротора электрической машины как гладкого, так и полного исполнений. Формула изобретения Способ изготовления ротора электрической машины с треугольной формой витка путем намотки провода на шаблон с одновременным выполнением вы- водов, фиксации проводников от смещения, снятии заготовки с шаблона, формовки витков обмотки, укладки, изолирования и компаундирования обмотки, отличающийся тем, что, с целью упрощения технологии изготовления электрических машин, формовку витков обмотки осуществляют, располагая заготовку между на слоненными к плоскости основания под углом C90-qJ) неподвижными и подвижными стержнями таким образом, чтсУ неподвижные стержни размещают внутри заготовки, а подвижные снаружи заготовки, перемещая в радиальном направлении подвижные стержни, заготовке придают форму р-конечной звезды, затем смещают в осевом направлении внутренние грани относительно наружных, а укладку осуществляют путем равномерного размещения
внутренних и наружных граней заготовки на цилиндрической оправке.
Источники информации, принятые во внимание при экспертизе
1.Заявка Франции К 2357095 кл. Н 02 К 15/01, опублик, 1977.
2.Авторское свидетельство СССР по заявке № 2716825/07,
кл. Н 02 К 15/0, 26.01.79.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU1029341A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904115A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления дискового якоря электрической машины | 1980 |
|
SU917268A1 |
| Способ изготовления многослойной обмотки электрических машин | 1977 |
|
SU635565A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Устройство для изготовления обмотки якоря электрической машины с треугольной формой витка | 1979 |
|
SU1166223A1 |
| Устройство для изготовления обмотки электрических машин | 1980 |
|
SU951576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2146072C1 |