(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВОГО ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дискового якоря электрической машины | 1983 |
|
SU1170607A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления дискового якоря электрической машины | 1985 |
|
SU1262644A1 |
| Способ изготовления волновой обмотки дискового якоря электрической машины | 1985 |
|
SU1309193A1 |
| Способ изготовления многослойной обмотки электрических машин | 1980 |
|
SU955385A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Устройство для изготовления обмотки электрических машин | 1980 |
|
SU951576A1 |
| Способ изготовления многослойной обмотки электрических машин | 1977 |
|
SU635565A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |

Изобретен 1е относится к технологии изготовления электрических мадшн и может быть использовано в электротехнической прока 1шленностк.
Известен способ изготовления много-, слойкой обмотки электрических машин, по которому провод наматывают на шаблон к закрепляют его от смещения, клеящим веществом, формуют заготовку ,на зубчатой оправке для получения витков обмотки. Затем, после снятия заготошш с оправки, к торцовым поверхностям заготовки прикрепляют плоские элементы и разворачивают юс относительно друг друга вокруг оси обмотки на требуешлй. угол l .
Недостатком способа является большая трудоемкость необходимости крепления заготовки при ее намотке на шаблоне.
Известен также способ изготовления обмотки полого цилиндрического якоря, заключающийся в намотке на шаблон обмоточного провода с удлинением в виде
петель для присоедиенния к коллекгор;, приклеивании активнъ1х частей обмотки к изоляционному материалу и помещении шаблона с обмоткой в пресс, гфи этом один слой обмотки закрепляют на неподвижной его части, а другой сдвигают вдоль первого для укладывания обмотки в плоскость 2 ..
Недостатком известного способа является более сложная технология изготов10ления, определяемая необходимостью приклейки активньгх; частей обмртки к изьпяimoHHoiviy основанию и использованием сложного технологического оборудования для укладки обмотки в плоскость.
15
Цель изобретения - упрощение тезшологии изготовления якоря.
Поставленная цель достигается тем, что намотку производят на кольцевой шаблон, состоявши из двух параллельно
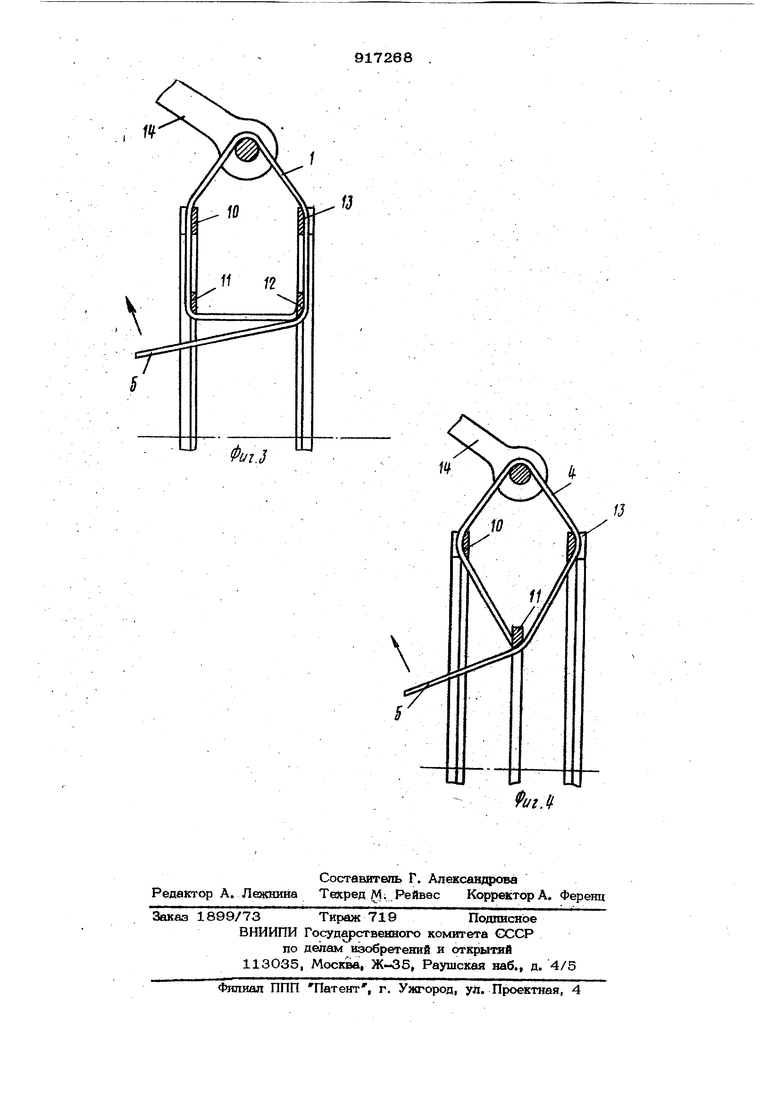
20 расположенных дисков с пазами для р аэмещения активных частей обмотки, а сдвиг активных частей обмотки на чину шага и укладку ее в плоскость пгк изводят поворотом дисков в противоположные стороны с одновременным их сближением. . 1 показан собранный дисковы якорь; на фиг. 2 - схема намотки обмотки на шаблон; на фиг. 3 и 4 - варианты расположения торцовых поверхностей Kojib цевого шаблойа. Спосрб осун1ествляют следующим о&разом.; .. Намотку производят на намоточный шаблон, вйшойнейный б виде дв ййрйЛ- лельно расположенных кольцевых дисков .1 с пазами 2 для размещения активных частей обмотки Диски располагаются на заданное расстоянии друг от друга с помощью распорок 3, образуя при этом кольцевой шаблон дгш намотки барабанной обмотки. . Количество распорок 3 устанавливают, исходя из условия обеспечения зкесткости кольцевого шаблона прИ; намотке ьиткоь обмотки 4 проводом 5. После намоткхГ . распорки, могут быть удалены через отверстия 6 в дисках. Витки обмотки 4 наматывают проводом 5 на кольцевой -шаблон по спирали с одновременным выполнением выводов 7 При этом активные стороны витка 8 спирали располагают на противоположных сторонах кольцевого шаблона в пазах 2, что позволяет осуществлять намотку про водников без фиксации каждого проводника от смещения. Лббовые части обмотки 4 могут быть уложены в бурты 9, а выводы 7 присоединены к. токосъемному устройству (контактным.кольцам или . коллектору). Заданный первый шаг барабанной обмотки якоря получают путем поворота дисков 1 шаблона относительно друг друга в противсатолсжные стороны с одновременным их сближением. После поворота витки обмотки якоря, диски 1 шаблона и лобовые части фиксируют от относитепь ньк смещений, наприме р, заливкой компаундом. При выполнении торцовых поверхностей шаблона из колец 10-13 (фиг. 4) можно изменением расстояния в осевом направлении соответственно колец 10 и 13, 11 и 12 (фиг. 3) и 1О и 13 (фиг. 4) получать требуемые длины лобовых частей. Кроме того, при расположении дисков шаблона, как показано на фиг. 4, получают обмод-ку с треугольной формой витка. Для получения требуемой длины наружных лобовых частей используют приспособление 14. Эффективность применения предлагаемого способа заключается в упрощении теэснологйи изготовления якоря за счет намотки проводников обмотки в пазы шаблона, при этом выступы от пазов гофр, не увеличивая толщины якоря, позволяют повысить его осевую жёсткость, а следовательно, и надежность... Ф о р м у л а из о б р е т е н и я Способ изготовления дискового якоря -электрической машины, при когоррм провоа наматывают на шаблон с-рдновременным вьшопнением выводов, фиксируют витки от смещения, сдвигают активные части обмотки на величину шага и укладывают в плоскость, о т л н ч а ю щ и и с я тем, что, с целью упрощения технологии изгото1М1ения,намотку производят на кольцевой шаблон, состоящий из двух пареллепьно расположенных дисков с пазами для размещения активных частей обмотки, а сдвиг активных частей обмотки на величину шага к укладку ее в плоскость производят поворотом дисков в противоположные стороны с одновременным их сближением. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 635565, кл. Н 02 К 15/04, 1977. 2.Авторское свидетельство СССР NO 743121, кл. Н О2 К 15/О4, 1977.
