3 эо
стыков изоляционной ленты совпадают с местами перегибов заготовки.
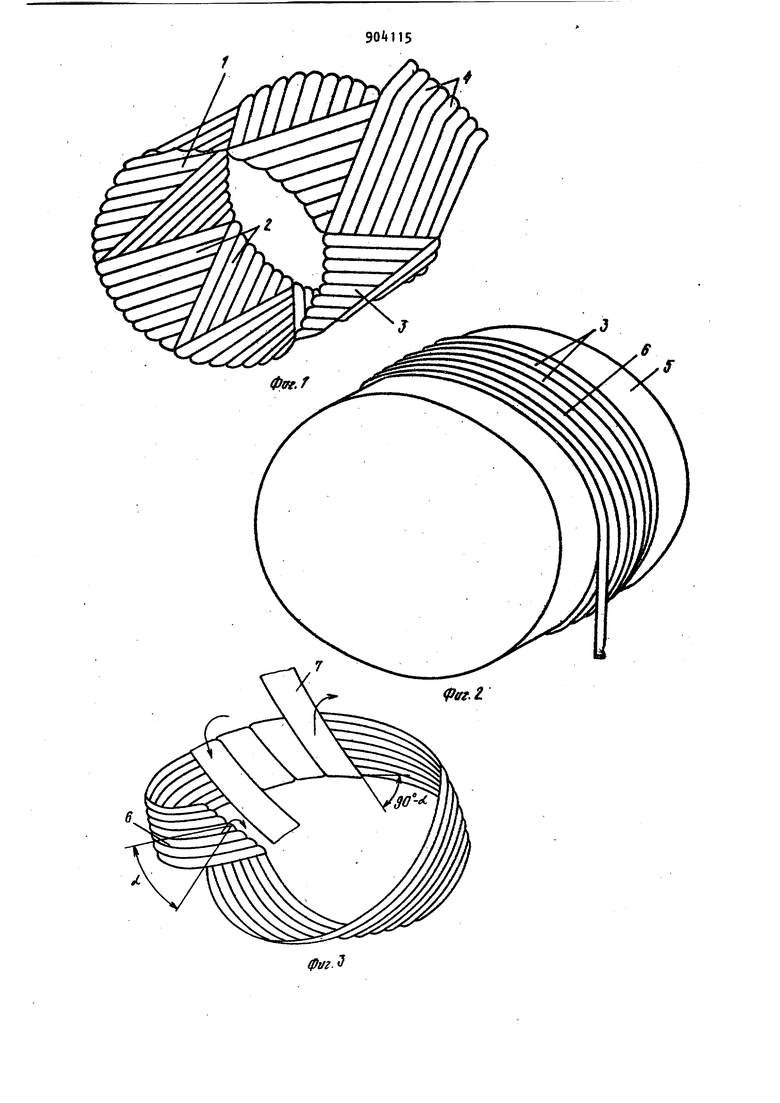
На фиг.1 дан ротор, общий вид-, на фиг.2 показана заготовка обмотки, намотанная на шаблон; на фиг.З, и 5 представлена последовательность выполнения перегибов заготовки} на фиг.6 изображена поверхность обмоткь ротора, на фиг.7 дана схема расположения выводов на заготовке,
Ротор 1, витки 2 обмотки выполнены из проводников 3. Выводные концы k витков 2 выведены в данном случае на одну сторону ротора 1,
Для изготовления ротора провод (фиг,2) наматывают на шаблон 5t получая заготовку 6. Выводные концы (фиг,1,6) могут быть расположены как показано на фиг,7, Для фиксации заготовки 6 могут быть применены любы средства, например, нити, лента и т,д. Однако наилучшим способом фиксации является пропитка всей поверхности заготовки 6 клеящим веществом. Этим обеспечивается исключение перехлестов рядом лежащих проводников 3 заготовки 6 после снятия заготовки 6 с шаблона 5.
После снятия заготовки с шаблона
производят формовку, при этом проводники в активной части рас|1Ьлагают под заданным углом oL к плоскости, проходящий через ось вращения ротора.
Формовку выводов осуществляют путем последовательных перегибов плос кости заготовки 6 под углом (90-ci) к оси проводников.
Число таких перегибов равно 2р, причем линии перегибов располагают равномерно по окружности, В результате получаются равномерно распределенные по окружности треугольные витки обмотки,
Для изоляции витков обматывают заготовку 6 изоляционной лентой 7 (фиг.З), располагая витки изоляционной ленты 7 под углом () к оси проводников, причем места стыков изоляционной ленты 7 выполняют совпадающими с местами перегибов заготовки 6,
Выполнение по указанному способу обмотки с треугольной формой витка
54
исключает необходимость намотки заготовки на треугольный шаблон, а следовательно, деформацию провода и ; трудности со стыковкой торцов усложненной заготовки.
Фиксация всей поверхности заготовки перед снятием с шаблона гаранти- рует расположение проводов в один слой без перехлестов. Все зто повышаёт качество изготавливаемых электрических машин,
Формула изобретения
1,Способ изготовления ротора электрической машины с треугольной формой витка путем намотки провода на шаблон с одновременным выполнением выводов, фиксации проводников от смещения, снятия заготовки с шаблона, формовки витков обмотки, укладки, изолирования и компаудировани обмотки,отличающийся тем, что, с целью повышения качества изготавливаемых электрических машин, при формовке проводники в активной части располагают под заданным углом at К ПЛОСКОСТИ, проходящей через ось враа-ения ротора, формовку тков осуществляют путем последовательных 2р перегибов плоскости заготовки
под углом (90тз) к оси проводников, где р - число пар полюсов, а смежные перегибы выполняют в противоположные стороны, располагая вь1воды обмотки в местах перегибов.
2,Способ попЛ,отличающ и и с я тем, что изоляцию витков обмотки осуществляют путем намотки на заготовку изоляционной ленты, размещая витки изоляционной ленты под углом (90) к оси проводников, при этом места стыков изоляциойной ленты совпадают с местами перегибов заготовки.
Источники информации, принятые во внимание при экспертизе
1,Заявка Франции If 2357095, кл, Н 02 К 15/0, опублик. 1977.
2.Авторское свидетельство СССР по заявке К 2469612/07,
кл, Н 02 К 15/0, 1977.
фуг.
. of.
фуг.ё
7V
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU904116A1 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU1029341A1 |
| Способ изготовления катушек петлевой двухслойной обмотки | 1983 |
|
SU1081749A1 |
| Устройство для изготовления обмотки якоря электрической машины с треугольной формой витка | 1979 |
|
SU1166223A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| СПОСОБ ПРЯМОГО ФОРМИРОВАНИЯ ОБМОТКИ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2137279C1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |