Изобретение относится к технологии изготовления однослойных обмоток беспазовых цилиндрических якорей электрических машин и может быть использовано в электротехнической промьшшенности .
Цель изобретения - улучшение качества за счет уменьшения толщины обмотки.
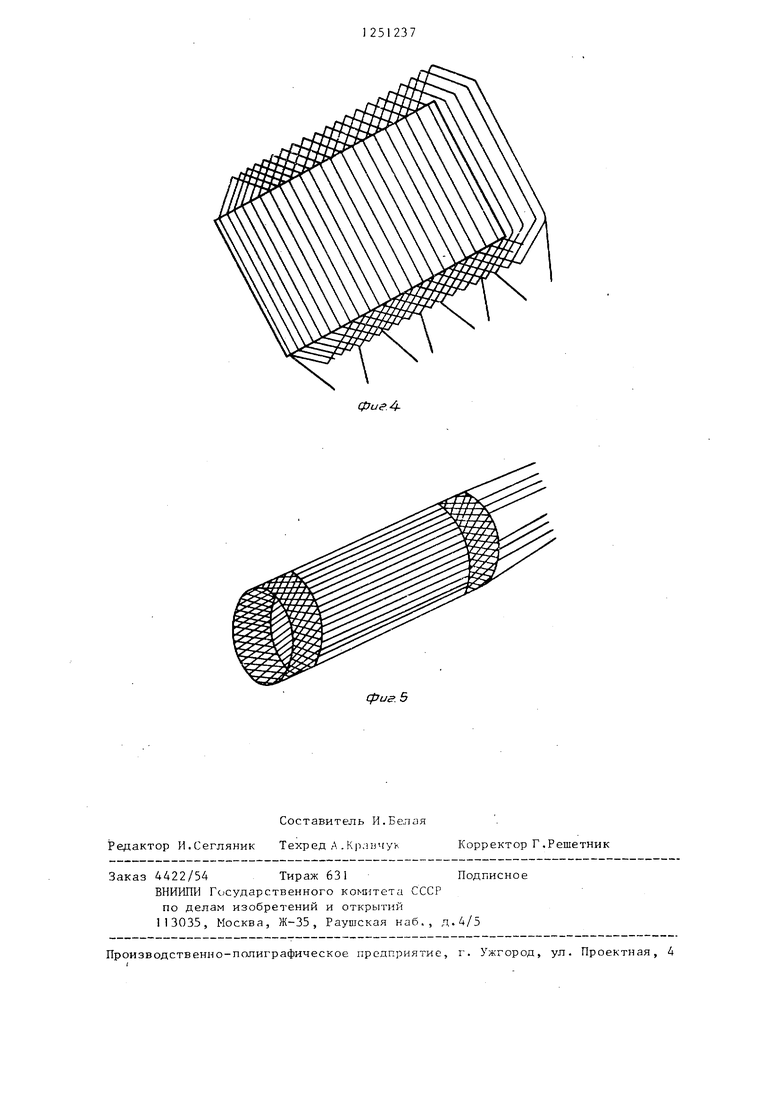
На фиг.1 показана намотка заготовки на шаблон; на фиг.2 - скрепление обмотки изоляционной лентой; на фиг.3 - заготовка обмотки после удаления четных секций;, на фиг.4 - формовка заготовки в плоскую ленту;, на фиг.5 - обмотка, уложенная на оправку.
Способ изготовления беспазового якоря электрической машины осуще т- вляется следующим образом.
Провод 1 наматьтают на шаблон 2 виток к витку с образованием секционных вьшодов 3 в виде петель и с удво еннъм числом витков . После намотки На шаблон с одной стороны заготовки Накладывается клеящая полоса, изоляционной ленты 4, ширина которой равна длине намотки, а высота - длине активной части обмотки. Зафиксированная изоляционной лентой обмотка снимается с шаблона. Затем из обмотки удаляют витки секций, четных по счету, начиная со второй (фиг.З), и осуществляют укладку незафиксированной стороны обмотки в промеясутке между соседними секциями другой стороны обмотки на длине, равной диаметральному шагу обмотки (фиг.4). В ре- зультате получается однослойная обмотка, толщина которой равна тапш,ине стеклоткани плюс диаметр провода.
Полученную в плоском состоянии обмотку укладывают на цилиндрическую оправку и опрессовывают (рис.5).
Использование данного способа улучшает качество за счет уменьшения толщины обмотки.
Формула изобретения
Способ изготовления обмотки беспазового якоря электрической мащины, включающей намотку заготовки обмотки
на шаблон, скрепление витков активной части обмотки изоляционной лентой на одной из сторон шаблона, фор мовку заготовки в плоскую ленту со сдвигом на шаг обмотки путем вкладывания частей секций одной стороны заготовки в межсекционные пазы другой стороны, отлич ающийся тем, что, с целью улучшения качества за счет уменьшения толщины обмотки,
намотку заготовки ведут с удвоенным количеством секций виток к витку, а после скрепления витков активной час.ти обмотки изоляционной лентой четные секции удаляют.
(pus.i
Фие.з
фие.4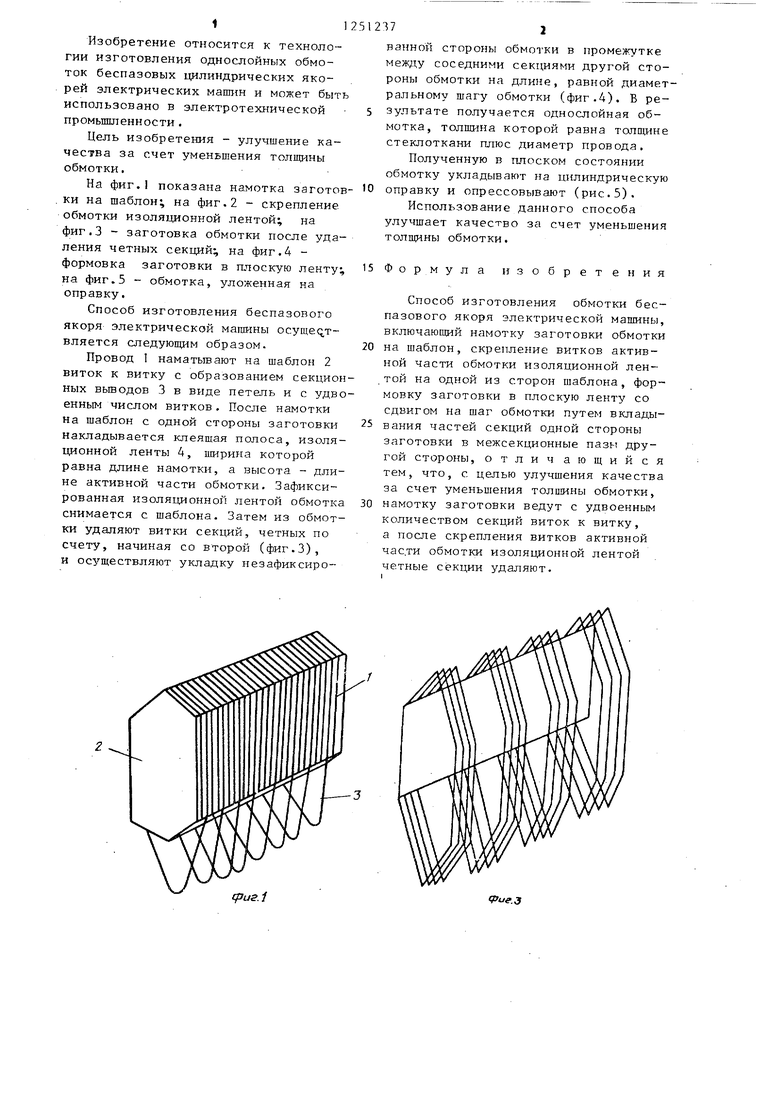
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| Способ изготовления катушечных групп беспазовых статоров электрических машин | 1974 |
|
SU535668A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
Изобретение относится к технологии изготовления однослойных обмоток беспазовых цилиндрических якорей электрических машин и может быть использовано в электротехнической промышленности Цель изобретения состоит в улучшении качества за счет уменьшения толщины обмотки. Способ заключается в том, чтс провод 1 наматывают на шаблон 2 виток к витку с образованием секционных вьшодов 3 в виде петель и с удвоенным числом витков. После намотки на шаблон с одной стороны заготовки наклады- ,вают клеящую полосу изоляционной ленты 4, ширина которой равна длине намотки, а высота - длине- активной части обмотки. Зафиксированную изоляционную ленту снимают с шаблона. Затем из обмотки удаляют витки секций, четных по счету, начиная со второй, и осуществляют укладку незафиксированной стороны обмотки в промежутки между соседними секциями другой стороны обмотки,на длине, равной диаметральному шагу обмотки. В результате получают однослойную обмотку, толщина которой равна тол- щине стеклоткани плюс диаметр провода. Полученную в плоском состоянии обмотку укладывают на цилиндрическую оправку и опрессовывают. 5 ил. е (Л с N0 Л N9 &Э 
Составитель И.Белая Редактор И.Сегляник Техред А . К|1ЛБчук
Кор Под
4422/54Тираж 631
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фие. 5
Корректор Г.Решетник Подписное
| УСТРОЙСТВО СВЯЗИ, ИМЕЮЩЕЕ НЕСКОЛЬКО КЛАВИШНЫХ ПАНЕЛЕЙ | 2004 |
|
RU2347322C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления силикатобетонных стеновых блоков | 1980 |
|
SU996396A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
