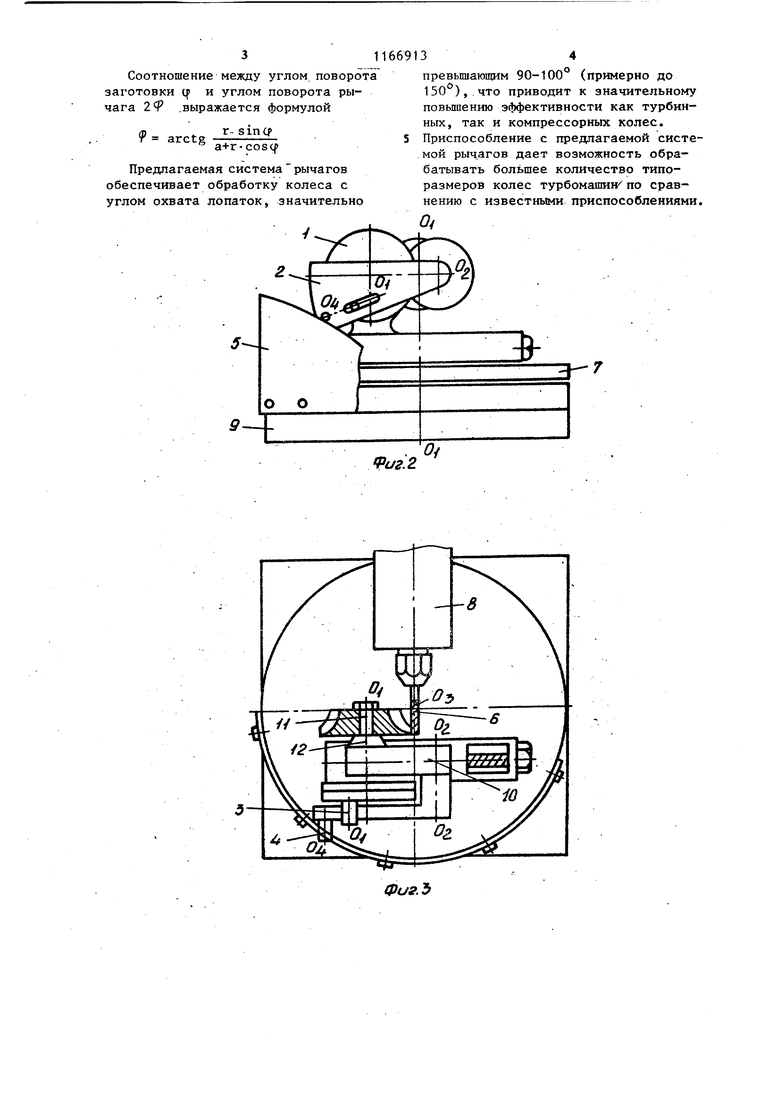
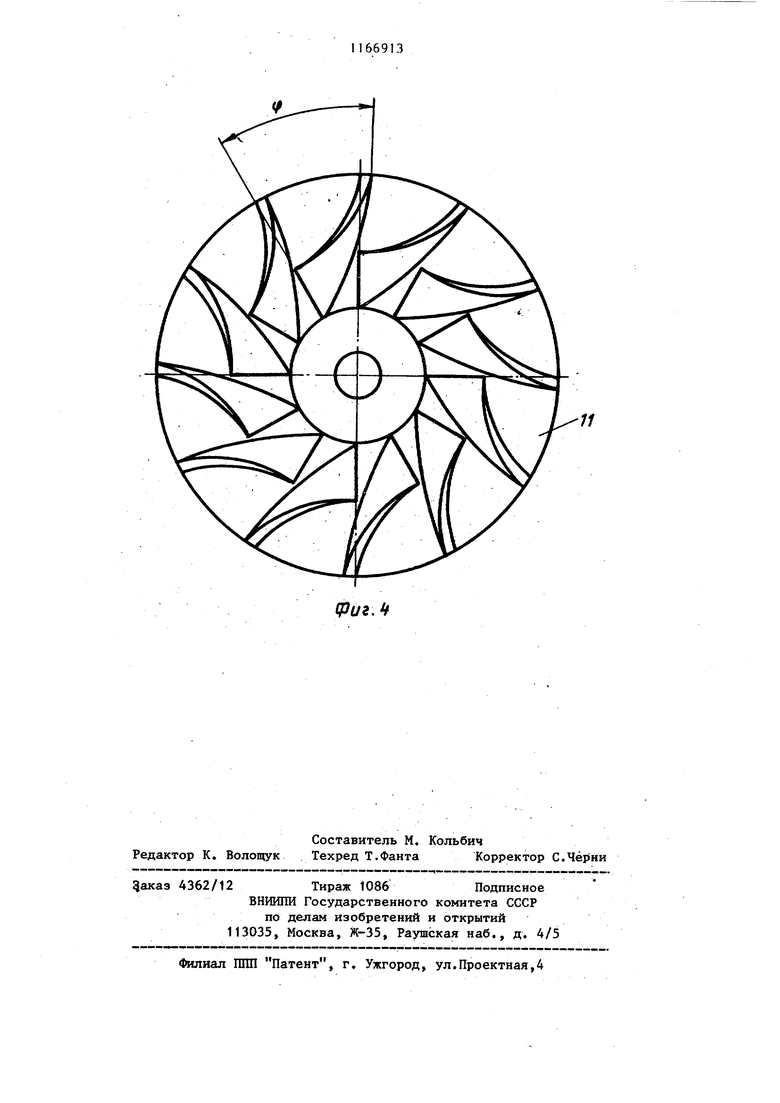
Изобретение относится к металлообработке и может быть использовано, в частности, для обработки колес турбомашин фрезерованием. Известно приспособление для обработки лопаток, включающее поворотный стол, узел поворота загото ки и копир, через рычаг с закреплен ным на его конце роликом передающий движение на узел поворота заготовки Л. Из условий взаимодействия рычага с роликом на конце и копира вытекает, что максимально возможный угол поворота рычага, а вместе с ним и заготовки колеса, т.е. угол охвата лопатки Cf зависит от профиля копира, длины рычага и от направления перемещения ролика по копиру. Недостатком данного приспособлеНИН является то, что этот угол при описанной схеме приспособления не может превышать 90 . При дальнейшем увеличении угла поворота рычага происходит либо заклинивание рычага либо выход ролика из зацепления с копиром. Кроме того, при увеличении угла поворота снижается точность об работки лопаток. Компрессорные, а также насосные лопаточные колеса с углом охвата лопаток, превышающим 90-100° на этом приспособлении обрабатывать нельзя. Цель изобретения - повышение точности обработки и расширение технологических возможностей. Указанная цель достигается тем, что в приспособлении для фрезерования лопаток колес турбонашин, включающем поворотный стол, копир, кинематически связанный с углом поворота колеса, установленным на поворотном столе, кинематическая связь между копиром и узлом поворота детали выполнена в виде рычагов с несовпадающими между собой осями вращения, несущих на. концах ролики, причем ролик одного из рычагов предназначен для взаимодействия с к пиром, а ролик другого - для взаимодействия с первым рычагом. На фиг.1 представлена схема взаимодействия рычагов; на фиг.2 - приспособление, вид спереди на фиг.З то же, вид в плане, на фиг.4 - вид обрабатываемого колеса. В приспособлении устанавливается система двух рычагов 1 и 2,связанных роликов 3. Рычаг 1 длиной г вращается вокруг оси 0 поворота заготовки колеса. Рычаг 2 вращается вокруг вспомогательной оси 0, отстоящей от оси О, на расстоянии а. На концах рычагов предусмотрены ролики 3 и 4. К рычагу 1 приложен постоянно действующий момент, прижимающий ролик 3 к плоскости b-b рычага 2, а через него - ролик 4 к копиру З.Профиль этого копира и задает закон вращения заготовки вокруг собственной оси 0 при обра-. ботке колеса. Ось фрезы 6 параллельна штоскости вращения поворотного стола 7. Ось заготовки колеса перпендикулярна оси Oj вращения стола и смещена относительно нее на расстояние, равное радиусу центровой окружности торовой поверхности дна межлопаточного канала. Профиль межлопаточного канала (боковые стенкилопаток и дно) обеспечивается при фрезеровании двумя вращениями: вокруг оси Oj и оси Of , и величиной корректирующего смещения фрезы 6 в направлении, перпендикулярном плоскости вращения поворотного столаS которое обеспечивается перемещением шпинделя 8 в вертикальном направлении. Такое приспособление можно назвать двухкоординатным. Поворотный стол 7 вращается относительно неподвижного стола 9 вокруг оси Oj. На поворотном столе зафиксирован узел 10 для крепленил заготовки колеса 11 и. поворота ее вокруг собственной оси по предлагаемому закону. Оправка.12, на которой крепится заготовка колеса, связана с рычагом 1. При вращении поворотного стола по копиру 5, закрепленному на неподвижном столе, перекатывается основной ролик 4. Рьтчаг 1 приводится во вращение роликом 3, перекатьшающимся по поверхности Ь-Ь, параллельной линии , причем расстояние между поверхностью b-b и прямой OjO равно радиусу ролика, а оси О и О находятся на одинаковом расстоянии от плоскости основания копира. Рычаг 1 вращается вокруг оси заготовки колеса и задает необходимый закон изменения угла поворота заготовки Cf. 3 Соотношение между углом, поворо заготовки q и углом поворота рычага 2 .выражается формулой arctg -I::ii2iL a+r-coscf Предлагаемая система рычагов обеспечивает обработку колеса с углом охвата лопаток, значительно 3 превышающим 90-100 (примерно до 150 ), что приводит к значительному повьшению эффективности как турбинных, так и компрессорных колес. Приспособление с предлагаемой системой рычагов дает возможность обрабатывать большее количество типоразмеров колес турбомашин по сравнению с известными приспособлениями.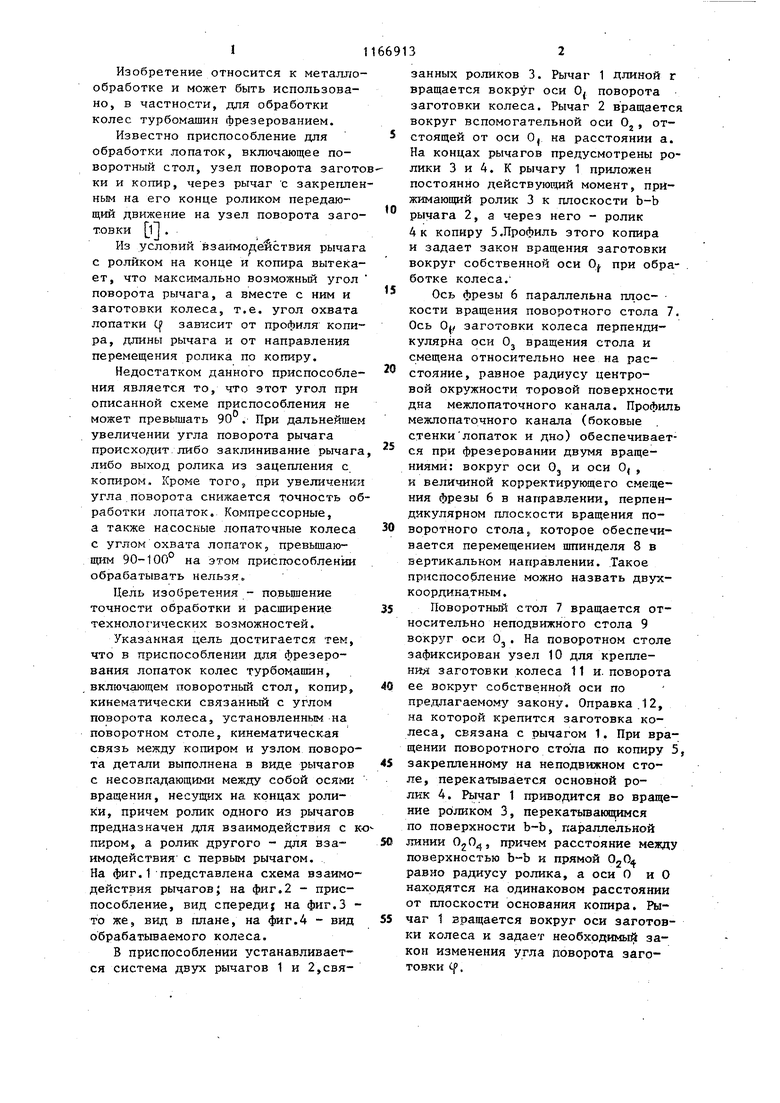
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1987 |
|
SU1468684A1 |
| ПРИСПОСОБЛЕНИЕ К ФРЕЗЕРНЫМ И СВЕРЛИЛЬНЫМ СТАНКАМ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯКОВ С НЕРАВНОМЕРНЫМ ДУГОВЫМ ШАГОМ | 1949 |
|
SU84961A1 |
| Приспособление для обработки глобоидальных кулачков | 1976 |
|
SU667338A1 |
| Станок для обработки кромки пера лопаток | 1980 |
|
SU1039698A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Способ фрезерования кулачков | 1940 |
|
SU63300A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ЛОПАТОК КОЛЕС ТУРБОМАШИН, включающее поворотный стол, копир, кинематически связанный с узлом поворота колеса, размещенньм на поворотном столе, отличающееся тем, что, с целью повышения точности обработки и расширения технолог 1ческих возможностей, кинематическая связь между копиром и узлом поворота детали вьтолнена в виде рычагов с несовпадающими между собой осями вращения, несущих на концах ролики, причем ролик одного из 1 1чагов предназначен для взаимодействия с копиром, а ролик другого - для взаимодействия с первым рычагом. о: 05 со со
| i | |||
| Патент США № 2962941, кл | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Пробочный кран | 1925 |
|
SU1960A1 |
