Изобретение относится к электроэрозионной обработке деталей, в частности к резке заготовок электроконтактно-абразивным способом (ЭКАР),
Цель изобретения - повьвпение надежности процесса и качества обработанной поверхности путем осуществления надежного токоподвода к электроду, вьшолненному в виде бесконечной ленты с изоляционно-абразивным покрытием.
На фиг. 1 схематично показано устройство для электроконтактно-абразивной резки; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит основание 1, шкив 2, который соединен с источником питания и установлен подвижно относительно основания 1 на каретке 3. Промежуточный шкив 4 установлен также подвижно на каретке 5, между шкивами 2 и 6 в одной с ними плоскости. Шкив 6 установлен жестко на основании 1. Электрод-инструмент представляет собой две бесконечные ленты 7 и 8 различной длины. Бесконечная лента 7 меньшей длины натянута на шкив 6, установленный на основание, и промежуточный шкив 4 и имеет изоляционно-абразивное покры тие е внутренней стороны. Поверх нее на шкив 6 и токоподводящий шкив 2 натянута бесконечная лента 8,
имеющая большую длину. Изоляционноабразивное покрытие 9 (фиг. 2) на ней вьшолнено с наружной стороны. Таким образом, лента 8 стороной, свободной от изоляционно-абразивного покрытия, контактирует с токоподводящим шкивом 2 и также свободной от покрытия стороной ленты 7.
Устройство работает следующим образом.
Посредством перемещения кареток 3 и 5 со шкивами 2 и 4 производится необходимое натяжение бесконечных лент 7 и 8. Шкиву 2 сообщается вращательное движение, которое передается лентам 7 и В. Движение сообщается в одном направлении с одинаковой скоростью V,,.
Через шкив 2 к лентам 7 и 8 подводится технологический ток. Перемещающийся электрод-инструмент подводят к заготовке. При касании им заготовки между ними возникают электрические разряды и происходит плавление и удаление металла со дна прорези. Наличие у сдвоенного электрода-инструмента с боковых сторон изоляционно-абразивного покрытия обеспечивает полную изоляцию его от стенок прорези. В процессе обработки одновременно с резанием происходит шлифование образующихся при этом стенок прорези.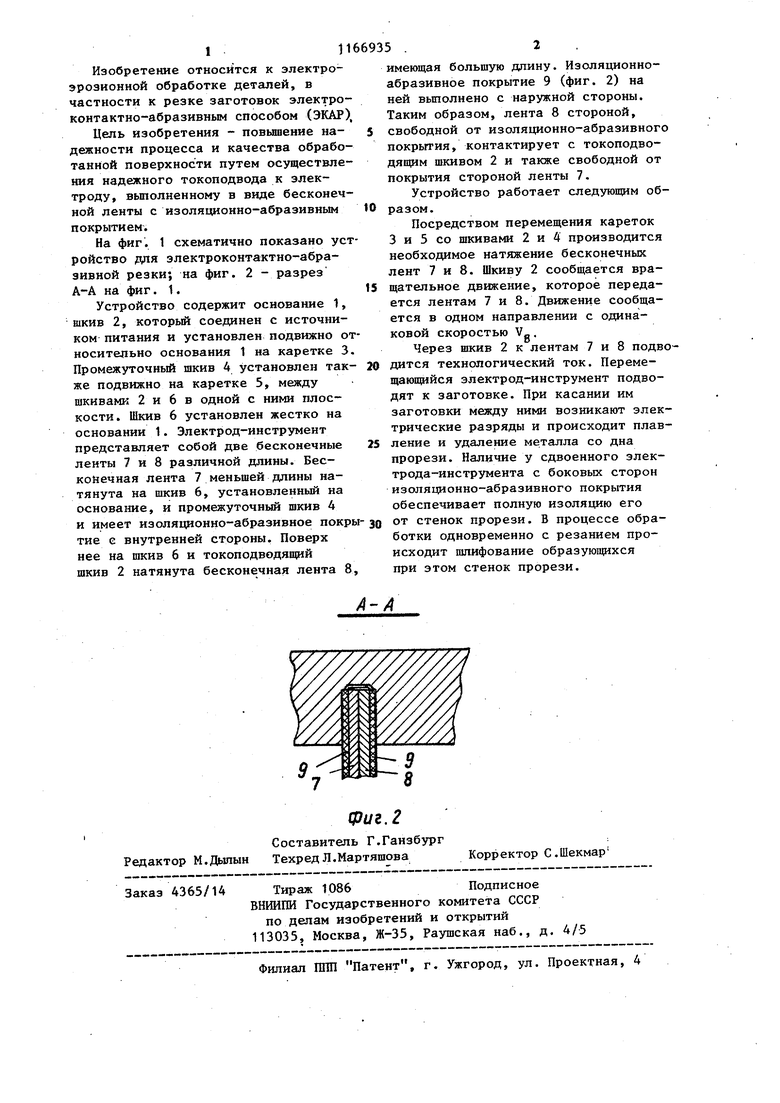
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной контактной резки | 1984 |
|
SU1291314A1 |
| Способ резки электрическим оплавлением | 1990 |
|
SU1776504A1 |
| Способ электроконтактной резки | 1980 |
|
SU984783A1 |
| ПАТЕНТКО-ТЕХ[г[!^!ГНАя'БИБЛИО :::КА I | 1973 |
|
SU379350A1 |
| Инструмент для электроэрозионной контактно-абразивной резки | 1985 |
|
SU1294516A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2289504C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| УСТРОЙСТВО для РЕЗКИ ПОЛОТНА ПО БАХРОМЕ | 1972 |
|
SU324323A1 |
| Дисковый электрод-инструмент дляКОНТАКТНОй РЕзКи | 1972 |
|
SU808233A1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2142873C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНО-АБРАЗИВНОЙ РЕЗКИ заготовок, содержащее основание, установленные на нем два шкива, первый из которых соединен с источником питания, и электрод-инструмент в виде бесконечной ленты, имеющей изоляционноабразивное покрытие и натянутой на упомянутые шкивы, о т л и ч а -ющ е е с я тем, что, с целью повышения надежности и качества обработки, оно снабжено промежуточным шкивом, расположенным в одной плоскости с основными шкивами .между ними и второй лентой, которая расположена под первой и натянута на промежуточный и второй основной шкивы, причем изоляционно-абразивное покрытие на первой ленте выполнено на наружной поверхности, а на второй ленте - на внутренней. (Л а О) со со ел
| Авторское свидетельство СССР № 689807, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
