Изобретение относится к области электрофизических методов обработки при подключении электродов к импульсным и неимпульсным источникам тока и может быть использовано для размерной резки изделий из любых токопроводящих материалов.
Цель изобретения - повышение производительности процесса резки и ускорение приработки инструмента.
Поставленная цель достигается за счет повышения эффективности эвакуации расплава из прорези.
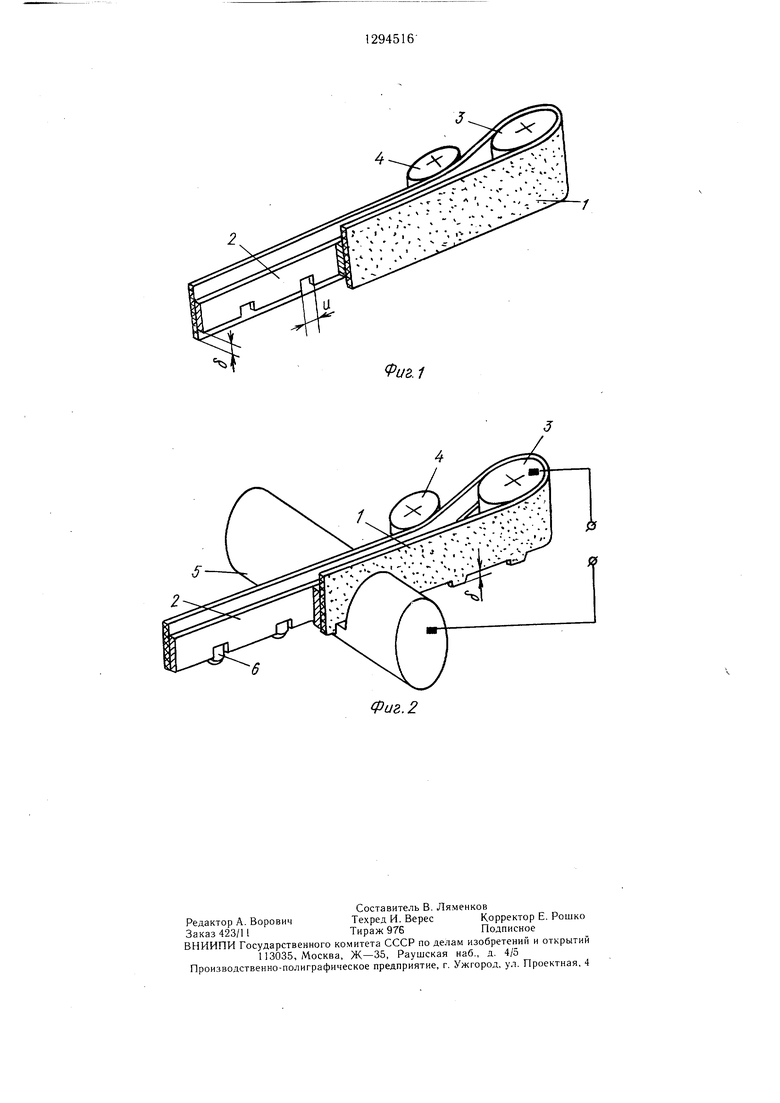
На фиг. 1 представлена конструкция инструмента до начала его эксплуатации; на фиг. 2 - то же, после приработки его рабочей кромки.
Инструмент выполнен в виде бесконечной ленты и содержит абразивно-изоляционный слой 1, который со стороны рабочей кромки токопроводяш,его слоя 2 шире последнего на О 2-4 мм. На рабочей кромке токопроводящего слоя 2 выполнены периодически повторяющиеся прямоугольные вырезы шириной и и глубиной не более расчетного износа токопроводящего слоя 2. Инструмент натянут на ролики 3 и 4, которые связаны с приводом, и подключен к источнику тока (не обозначены). К источнику тока подключено и изделие 5 (фиг. 2).
На рабочей кромке абразивно-изоляционного слоя 1 нового инструмента или нро- шедщего цикл приработки изготовлены вырезы (не обозначены), которые выполнены равными, заподлицо и напротив выступов (не обозначены) токопроводящего слоя 2. Таким образом, между двумя вырезами абразивно-изоляционного слоя 1 сформирован выступ шириной и и высотой . Возможно изготовление инструмента при выполнении рабочих кромок абразивно-изоляционного 1 и токопроводящего 2 слоев заподлицо, но тогда выступ 6 выполнен из абразивно-изоляционного материала, например термостойкой шкурки, шлифовальной ленты и т. п., и наклеен в пазе токопроводящего слоя 2 на слой 1.
При этом нерабочая кромка абразивно- изоляционного слоя 1 выполнена шире такой кромки токопроводящего слоя 2, что исключает электрический пробой между
электродами со стороны нерабочей кромки инструмента.
Инструмент работает следующим образом.
Изделие и инструмент подключают к
источнику д ока, включают соответствующие приводы и во время касания инструментом изделия 5 между ним и токопро- водящим слоем 2 возбуждают с помощью
сварочного осциллятора, при межэлектродном зазоре 2-4 мм, электр 1ческую дугу. Припуск в прорези плавится и расплав рабочей кромкой абразивно-изоляционного слоя 1 выносится из нее, при этом дуговые разряды в вырезах рабочей кромки токопроводящего слоя 2 прекращают свое существование, и поэтому происходит неравномерный износ рабочей кромки абразивно-изоляционного слоя 1 с образование.м в конце цикла приработки выступов 6. Далее износ рабочей кромки инструмента происходит равномерно до полного расчетного его износа, при этом вынос расплава из прорези осуществляется выступами 6 абразивно-изоляционного слоя 1, что значительно повышает эффективность процесса
резки в целом.
Формула изобретения
1.Инструмент для электроэрозионной контактно-абразивной резки в виде бесконечной ленты, состоящей из токопроводящего и абразивно-изоляционного слоев, отличающийся тем, что, с целью повышения производительности резки за счет более эффективной эвакуации расплава из зоны
резания, рабочая кромка токопроводящего слоя выполнена прерывистой в виде периодически повторяющихся выступов, разделенных вырезами, глубина которых не более величины расчетного износа инструмента. а рабочая кромка абразивно-изоляционного
слоя выполнена шире выступов токопроводящего слоя на 2-4 мм.
2.Инструмент по п. 1, отличающийся тем, что, с целью ускорения его приработки, рабочая кромка абразивно-изоляционного слоя выполнена прерывистой в виде выступов, разделенных вырезами, которые выполнены равными, заподлицо и напротив выступов токопроводящего слоя.
UZ.1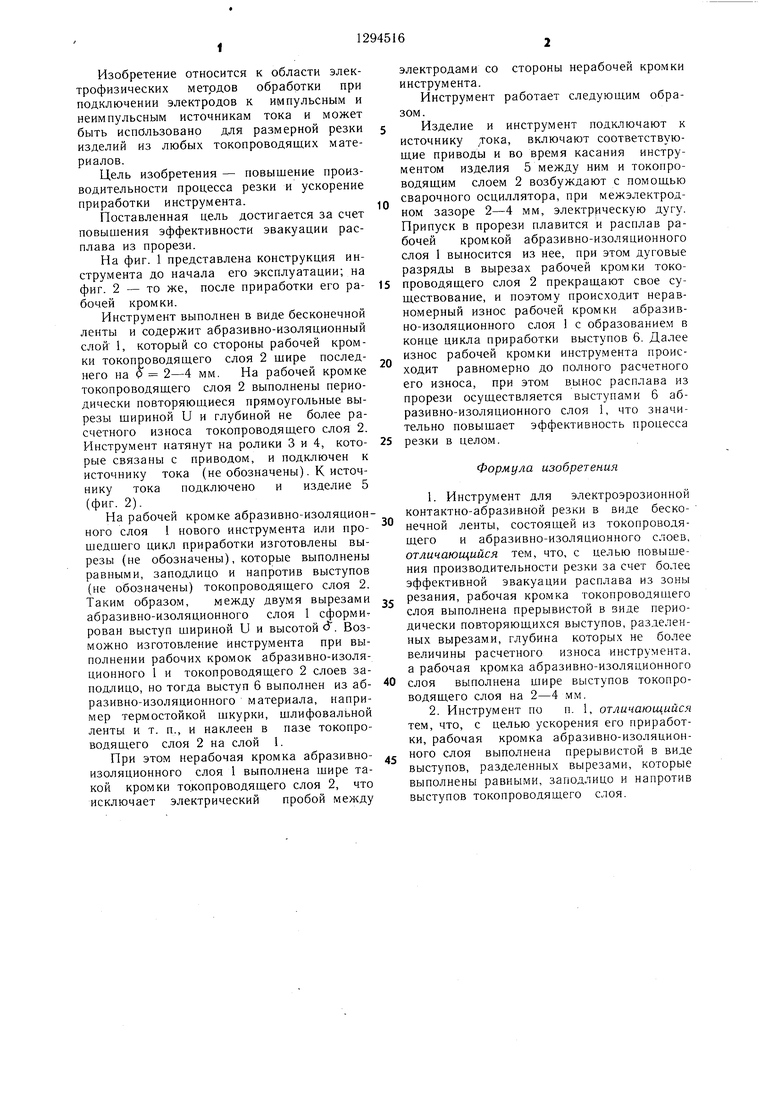
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной контактной резки | 1984 |
|
SU1291314A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛОВ | 2001 |
|
RU2207232C1 |
| Способ исследования процесса электроконтактной обработки | 1980 |
|
SU931340A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1680469A1 |
| Электрод-инструмент | 1979 |
|
SU806336A1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
Изобретение относится к электрофизическим методам обработки при подключении электродов к импульсным и неимпульсным источникам тока и может быть использовано для размерной электроэрозионнои контактно-абразивной резки изделий из любых токопроводящих материалов. Цель изобретения - ускорение процесса резки за счет более эффективной эвакуации расплава из прорези. Инструмент выполнен в виде бесконечной ленты, состоящей из то- копроводящего и абразивно-изоляционного слоев. Рабочая кромка токопроводящего слоя выполнена прерывистой в виде выступов, разделенных между собой периодически повторяющимися вырезами, при глубине последних, равной не более величины расчетного износа инструмента. Рабочая кромка абразивно-изоляционного слоя выполнена щире выступов токопроводящего слоя на 2-4 мм. Имеется вариант выполнения. 1 3. п. ф-лы, 2 ил. (С (Л ND ;о 01
Фиг. 2
| Устройство для электроконтактно-абразивной резки | 1984 |
|
SU1166935A1 |
