1
Изобретение относится к обработке металлов резанием и может быть использовано при получении наружных сферических поверхностей на станках токарной группы, например многорезцовых полуавтоматах
Известен способ токарной обработки сферических поверхностей, по которому последовательно осуществляют врезание резца в тело заготовки, перемещение его с круговой подачей в осевой плоскости вращающейся заготовки, и отвод резца из зоны резания. По этому способу врезание и отвод резца осуществляют в плоскости его круговой подачи до жесткого упора I.Недостаток известного способа заключается в низкой точности обработки. Это происходит потому, что перемещение резца в зону обработки (врезание) осуществляется в радиальном направлении и точность остановки резцедержателя на упоре (зто точность не превышает 0,10 мм) полиостью переносится на точнос:п радиуса обрабатываемой сферической поверхности (точность диаметра, соответственHd в два раза ниже).
Цель изобретения - повышение точности обработки.
Указанная цель достигается тем, что согласно способу врезание и. отвод резца осуществляют в налравлении, перпендикулярном к плоскости его круговой подачи.
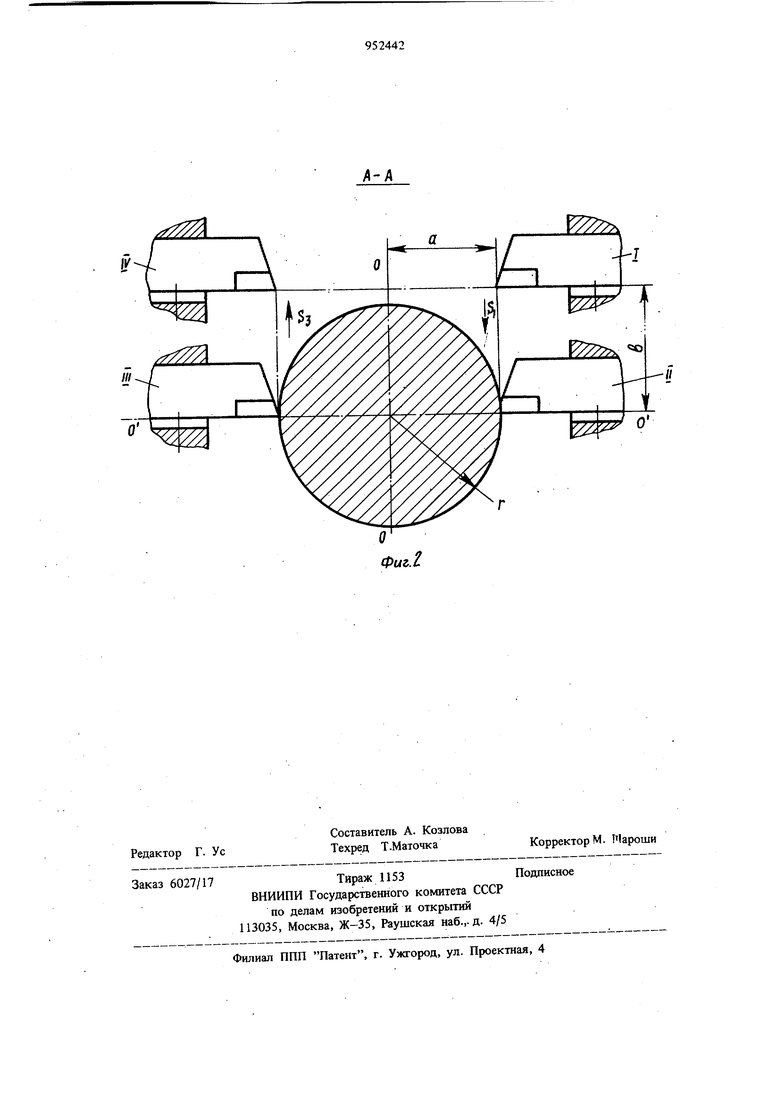
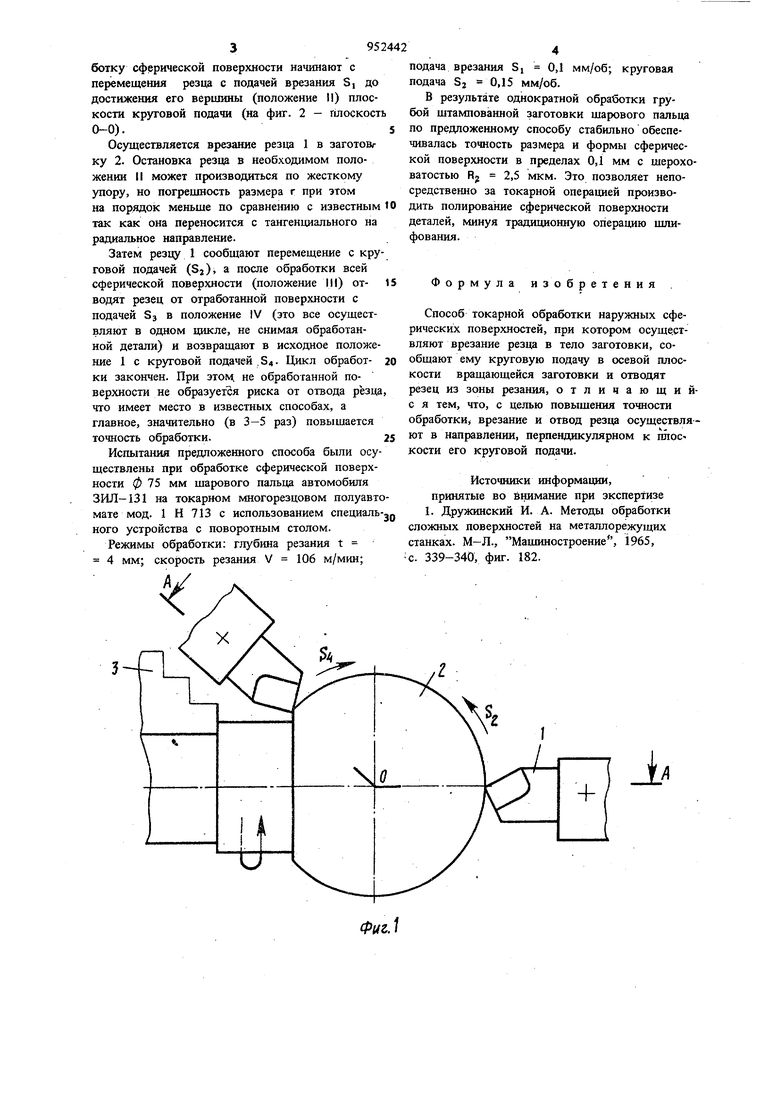
На фиг. 1 показана схема реализащш способа; на фиг. 2 - разрез А-А на фиг. 1.
Сущность способа заключается в следую)ием.
10
Резец 1 устанавливают с возможностью осуществления им круговой подачи, например, на столе поворотного приспособпения (не показан), вокруг оси О-О сферической поверх15ности заготовки 2, закрепленной и приводи. мой во вращение патроном 3 токарного станка. Причем размер настройки резца а соответствует радиусу обрабатываемой сферической поверхности г не изменяется при обработке.
20 В исходном положении резец занимает положение 1, т.е. смещен от плоскости круговой подачи на расстояние Ь, обеспечивающее свободную установку и снятие заготовки 2. Обработку сферической поверхности нашнают с перемещения резид с подачей врезания S, до достижения его вершины (положение I) плоскости круговой подачи (на фиг. 2 - плоскост 0-0). Осуществляется врезание резца 1 в заготонг ку 2. Остановка резца в необходимом положении II может производиться по жесткому упору, но погрешность размера г при этом на порядок меньше по сравнению с известным так как она переносится с тангенциального на радиальное направление. Затем резцу 1 сообщают перемещение с круговой подачей (Sj), а после обработки всей сферической поверхности (положение III) отводят резец от отработанной поверхности с подачей 5з в положение IV (это все осуществляют в одном цикле, не снимая обработанной детали) и возвращают в исходное положение 1 с круговой подачей .54. Цикл обработки закончен. При этом не обработанной поверхности не образуется риска от отвода резца что имеет место в известных способах, а главное, значительно (в 3-5 раз) повышается точность обработки. Исш 1тання предложенного способа были осуществлены при обработке сферической поверхности 0 75 мм шарового пальца автомобиля ЗИЛ-131 на токарном многорезцовом полуавто мате мод. 1 Н 713 с использованием специального устройства с поворотным столом. Режимы обработки: глубина резания t 4 мм; скорость резания V 106 м/мин;
L/ подача врезания Sj 0,1 мм/об; круговая подача Sj 0,15 мм/об. В результате однократной обработки грубой штампованной заготовки шарового пальца по предложенному способу стабильно обеспечивалась точность размера и формы сферической поверхности в пределах 0,1 мм с шероховатостью RJ 2,5 мкм. Это позволяет непосредственно за токарной операцией производить полирование сферической поверхности деталеи, минуя традиционную операцию шлифования. Формула изобретения Способ токарной обработки наружных сферических поверхностей, при котором осуществляют врезание резца в тело заготовки, сообщают ему круговую подачу в осевой плоскости вращающейся заготовки и отводят резец из зоны резания, отличающийс я тем, что, с целью повышения точности обработки, врезание и отвод резца осуществляют в направлении, перпендикулярном к плос кости его круговой подачи. Источники информации, принятые во внимание при экспертизе 1. Дружинский И. А. Методы обработки сложных поверхностей на металлорежущих станках. М-Л., Машиностроение, 1965, с. 339-340, фиг. 182. .0 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки наружных сферических поверхностей | 1986 |
|
SU1340907A1 |
| Способ токарной обработки наружных сферических поверхностей | 1986 |
|
SU1623838A2 |
| Способ обработки кольцевых канавок на поверхностях вращения | 1982 |
|
SU1060350A1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| Способ токарной обработки резцовой гребенкой и устройство для его осуществления | 1989 |
|
SU1780926A1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| Тангенциальный многолезвийный резец | 1946 |
|
SU68939A1 |
| Способ токарной обработки | 1975 |
|
SU619297A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |