Изобретение относится к обработке металлов резанием и может найти применение при обработке сложных фасонных поверхностей.
Целью изобретения является расширение технологических возможностей в части получения криволинейной поверхности с переменным по периметру радиусом кривизны профиля путем применения чашечного шли- фовального круга с конической рабочей поверхностью и возвратно-поступательного пе- ремеш.ения детали вдоль образуюшей внутренней поверхности-круга.
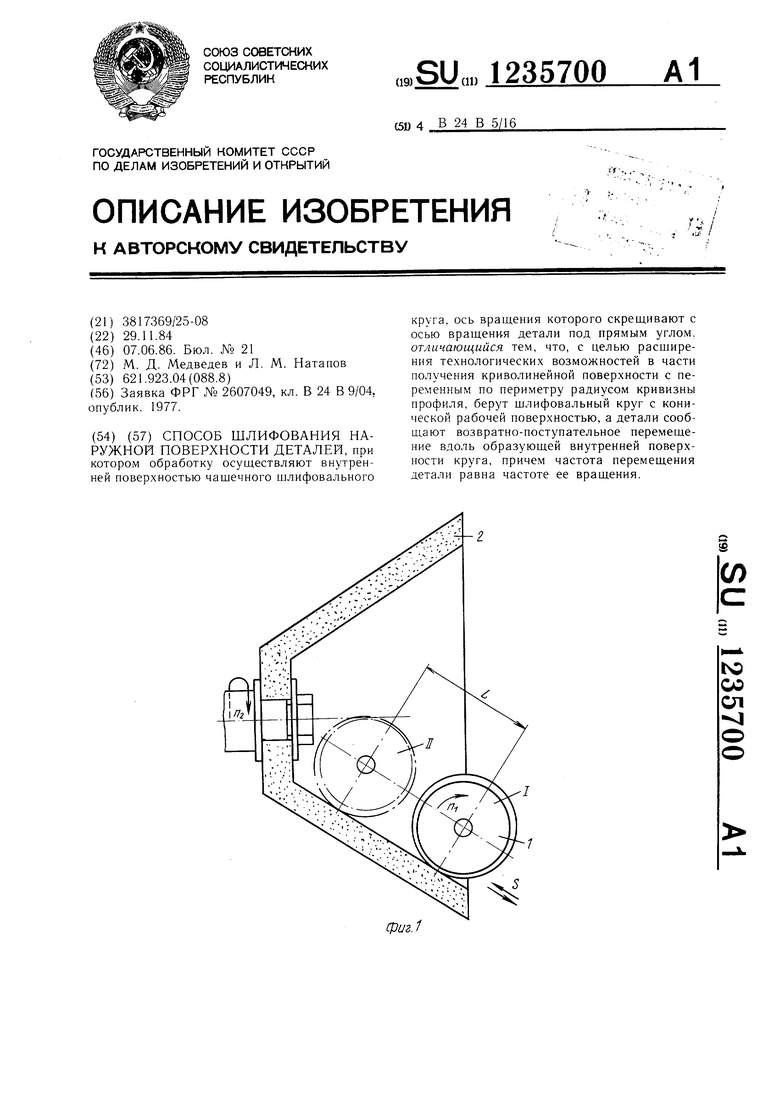
На фиг. 1 приведена схема осуществления способа; на фиг. 2 - деталь, получае- мая в результате обработки.
Суш.ность способа заключается в сле- дуюш.ем.
Обрабатываемую заготовку 1, представляющую собой накатной ролик, устанавливают относительно конического чашечного шлифовального круга 2 таким образом, чтобы оси их вращения скрещивались под прямым углом. В начале обработки заготовка 1 занимает относительно круга 2 положение I. Причем обрабатываемой заготовке 1 сооб- щают вращательное движение с числом оборотов П1 и движение подачи S вдоль образующей внутренней конической поверхности шлифовального круга 2, который также приводят во вращение с числом оборотов п. При осуществлении указанных движений
s
5
0
внутренняя коническая поверхность чашечного круга 2 формирует на заготовке I криволинейную поверхность с переменным по периметру радиусом кривизны профиля. Через промежуток времени, равный половине оборота заготовки 1, она занимает относительно шлифовального круга 2 положение П. При этом направление подачи S реверсируют и в течение последующего полуоборота заготовку возвращают в исходное положение I. Таким образом перемещение заготовки 1 с подачей S осуществляют возвратно-поступательно с частотой вращения заготовки. Наибольщее Pi и наименьшее РЗ. значения радиусов кривизны профиля торовой поверхности соответствуют положениям I и II заготовки и зависят от параметров конического чашечного круга и величины L возвратно-поступательного перемещения заготовки 1.
Испытания предлагаемого способа проводились в лабораторных условиях при обработке криволинейной поверхности накатного ролика с наибольшим pi 120 мм и наименьшим fz 80 мм значениями радиусов кривизны профиля. Использовался универсально-заточной станок со специальным приспособлением. Режимы работы соответствовали: скорость резания V 28 м/с, число оборотов заготовки 0,4 об/мин, скорость подачи S 40 мм/мин. Величина возвратно- поступательного перемещения заготовки L 50 мм.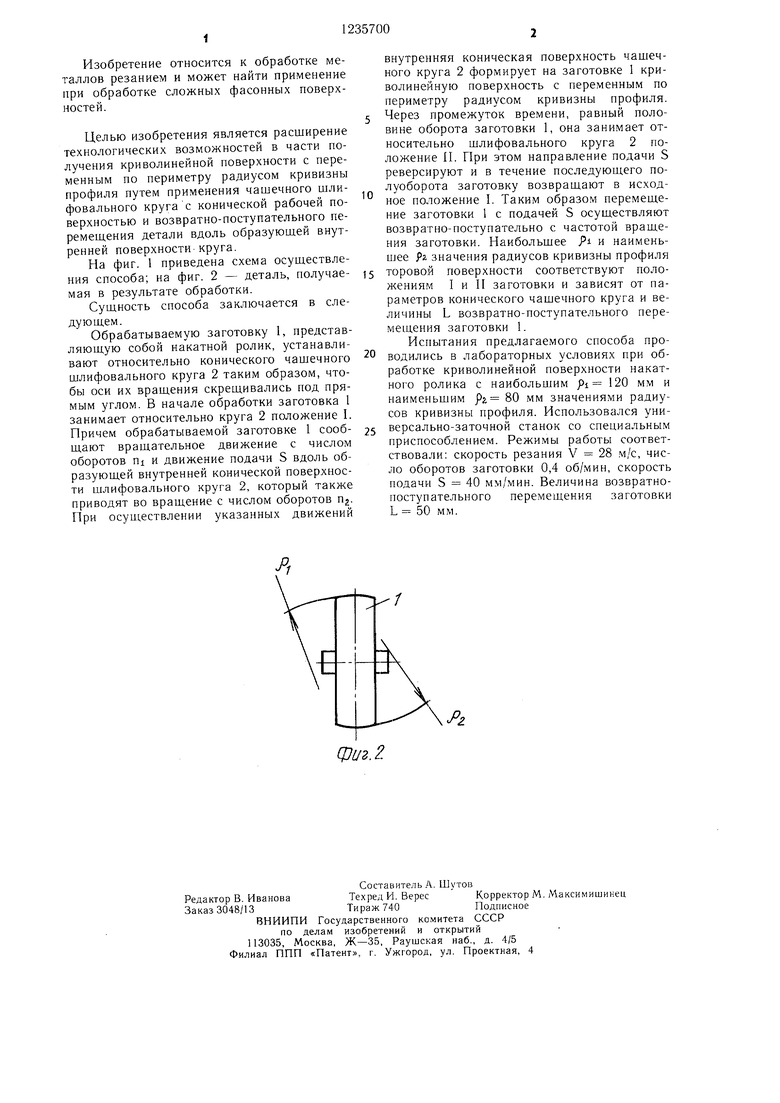
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки фасонных поверхностей заготовок периферией шлифовального круга | 1983 |
|
SU1166968A1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| Способ точения | 1984 |
|
SU1232375A2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КАБОШОНОВ СО СЛОЖНОПРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2705828C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
. 2.
| СОЛНЕЧНЫЙ ОПТИЧЕСКИЙ ТЕЛЕСКОП КОСМИЧЕСКОГО БАЗИРОВАНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2607049C9 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
