О)
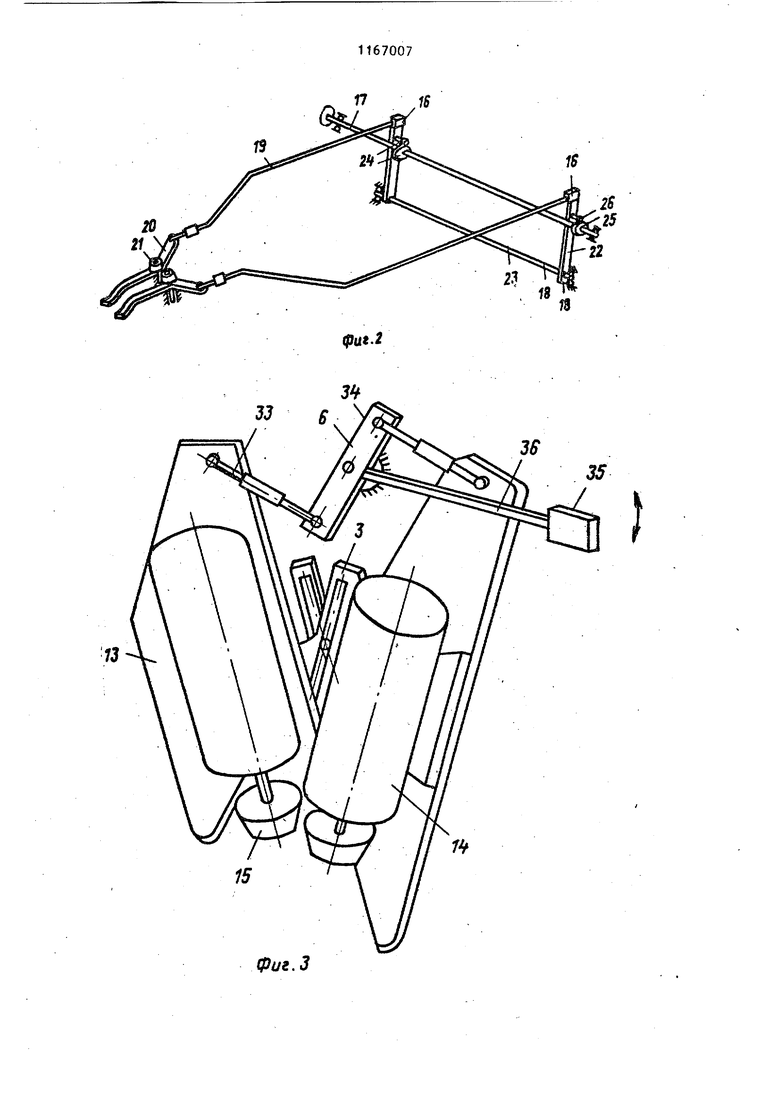
Изобретение относится к деревообрабатывающей промьшшенности и может быть использовано на бондарных предприятиях для строжки кромок плоских пиленых клепок бокавина бочек. Известен клепкофуговальный станок включающий станину, раму с транспортером, ;сулисы, механизм установки кулис, кулачки, механизм центрироваНИН и привод Л . Известен также клепкофуговальный станок, включающий подающий транспортер, кулисы с ножевыш фрезами, узел центрирования заготовки, зажимное устройство, механизм установки кулис и устройство возврата кулис 2J Однако данньй станок может обработать клепку в пределах до 20 мм со съемом припуска до 8 мм. Обработка клепки с разницей по ширине свыше 20 мм требует дополнительной сортировки и подналадки станка на кажды размер заготовки. Кроме того, наличие большого количества кулачковых механизмов связано со значительными затратами в процессе изготовления и вызьшает трудности в процессе эксплуатации. Цель изобретения - повьшение производительности. Цель достигается тем, что в клепкофуговальном станке, включающем подающий транспортер, кулисы с ножевыми фрезами, узел центрирования заготовки, зажимное устройство, механизм установки кулис и устройство возврата кулис, механизм установки кулис вьтолнен в виде фиксатора, приводного вала и блока качаюпщхся р чагов и снабжен механизмом управления качанием рычагов, который выполнен в виде установленного на приводном валу кулачка и установленного на рычагах ролика, причем фиксатор вьшолнен в виде шарнирно соединенных между собой штанги и рычага с роликом, а устройство возврата кулис - в виде двуплечего рычага с противовесом, плечи которого шарнирно закреплены на кулисах посредством растяжек. На фиг. t схематически изображен станок общий вид/ на фиг. 2 - механизм установки кулисj на фиг. 3 устройство возврата кулис. Клепкофуговальный станок включает подающий транспортер 1, узел центрирования заготовки 2, кулисы 072 3 с ножевыми фрезами, механизм А установки кулис, зажимное устройство 5 устройство 6 возврата кулис, привод 7. , Подающий транспортер 1 вьтолнен в виде бесконечного цепного конвейера с ограничителями 8, установленными с шагом, равным длине клепки, что позволяет образовать носитель. Подающий транспортер установлен на качающейся раме 9. Узел центрирования заготовки 2 выполнен в виде скоб 10, кинематически связанных с зубчатыми секторами 11 и кулачком 12. Кулисы с 1;ожевыми фрезами 3 включают подмоторные плиты 13 с установленными на них двигателями 14, на валу которых закреплены соответственно фрезы 15. Каждая подмоторная плита 13 крепится соответственно к кулисам 3. Кулисы на оси закреплены так, что оси их пазов совпадают с направлением режущих кромок фрез 15. Настройка кулис с ножевыми фрезами на задаг ную щирину клепки осуществляется механизмом 4 установки кулис. Механизм вьиолнен в виде фиксатора 16, приводного вала 17 и блока качающихся рычагов 18. Фиксатор 16 вьтолнен в виде пары штанг 19 и шарнирно соединенных с ним рычагов 20 с раздвижными роликами 21. Блок качающихся рычагов 18 представлен парой рычагов 22, установленных на оси 23. Механизм 24 управления качанием вьтолнен в виде кулачковой передачи, состоящей из кулачка 25, установленного на валу 17 и контактирующего с ним ролика 26, установленного на рычаге 22. Механизм фиксации кулис включает кинематически связанные кулачок 27, рычаг 28, вал 29, шарнирные тяги 30, упоры 31,. опорные башмаки 32. Устройство 6 возврата кулис посредством растяжек 33 шарнирно закреплено на кулисах 3 и вьтолнено в виде двуплечего рычага 34 с противовесом 35, зафиксированном на штанге 36. Станок работает следующим образом. Обрабатываемая заготовка подается цепным транспортером 1 к ножевым фрезам 15. Кулачок 12 своим выступом поворачивает рычаг 37 вокруг оси, растягивая пруУ1 ину 38 через рычаг 39 3 и тягу, шарнирно с ним связанную, разводя при этом центрирующие скобы 10. КогДа заготовка расположится меж ду скобами, ролик рычага 37 сходит с выступа кулачка и пружина 38 производит обжим заготовки. Происходит ориентирование заготовки точно по оси движущегося транспортера. Заготовка, перемещаемая конвейером, входит между направлявщими роликами 21 фиксатора 16, не выходя при зтом . из скоб механизма -центрирования. Рычаги 20 раздвигаются на ширину обрабатываемой клепки. В это время происходит набегание кулачков 25 при водного вала 17 на ролики качающихся рычагов 18, которые, в свою очередь, с помощью фиксатора 16 раз74двигают кулисы на размер припуска для обработки клепки по ширине. После этого происходит фиксация кулис опорными башмаками 31 - ролик рычага 28 сходит с выступа кулачка 27. Заготовка входит в соприкосновение с фрезами - происходит-.обработка кромок. Освобождение кулис происходит после окончания обработки кпепки, кулисы возвращаются в исходное положение с помощью устройства 6 возврата кулис. Цикл повторяется.. Данное техническое решение решает проблему сокращения технологического цикла за счет изъятия процесса пред- варительной рассортировки клепки и дополнительной подналадки станка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Клепкофуговальный станок | 1986 |
|
SU1331641A1 |
| ДИСКОВЫЙ КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2333830C2 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| УСТРОЙСТВО для УСТАНОВКИ РЕЖУЩИХ головок | 1973 |
|
SU408783A1 |
| Устройство для установки режущих головок на клепкофуговальном станке | 1984 |
|
SU1206089A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТА | 1972 |
|
SU339405A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |

КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК, включающий подающий транспортер, кулисы с ножевыми фрезами, узел цент- ;рирования заготовки, зажимное уст- ; ройство, механизм установки кулис и устройство возврата кулис, о т л а ю щ и и с я тем, что, с целью повышения производительности, механизм установки кулис выполнен в виде фиксатора, приводного вала и блока качающихся рычагов и снабжен механизмом управления 11сачанием рычагов, .торый выполнен в виде установленного ;на приводном валу кулачка и установjneHHoro на рычагах ролика, причём фиксатор выполнен в виде шарнирно соединенных между собой штанги и рычага с роликом, а устройство возврата кулис - в виде двуплечего рычага с противовесом,, плечи которого щарнирно закреплены на кулисах посред-3 ством растяжек. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Руководство по эксплуатации БФЛ | |||
| Курганский завод деревообрабатьг вающих станков, 1975 | |||
| же, (прототип) | |||
