Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию бондарного производства для фуговки клепок малолитражных остовов бочонков, кадушек, кружек.
Известен клепкофуговальный станок, имеющий подающий транспортер, узел центрирования заготовки, кулисы с ножевыми фрезами, зажимное устройство, механизм установки кулис, устройство возврата кулис и привод. Подающий транспортер выполнен в виде бесконечного цепного конвейера с упорами, установленными с шагом, соответствующим длине клепки, настройка кулис с ножевыми фрезами осуществляется механизмом установки кулис. Устройство возврата кулис выполнено в виде закрепленного с кулисами троса на поворотном рычаге с роликами, смонтированными на раме наклонно.
Авторское свидетельство СССР №1331641 A1, B27H 3/02, 1987 г., Курганский завод деревообрабатывающих станков.
Недостатками известного станка являются:
- необходимость устанавливать на транспортере определенное количество упоров в зависимости от длины клепок при перенастройке;
- обязательное наличие дополнительного устройства с электрическим приводом для подвода и отвода кулис с ножевыми фрезами от заготовки с тросом;
- установка в определенное положение роликов и в целом сложность перенастройки при смене номенклатуры производства;
- подверженность цепи и троса по мере эксплуатации износу с изменением их длины, что уменьшает качество и точность обработки.
Предлагаемым изобретением устраняются вышеперечисленные недостатки.
Для достижения поставленной задачи в дисковом клепкофуговальном станке, содержащем станину, две ножевые головки с приводом, устройство подачи клепок с приводным валом, выполненным в виде диска с пазами и упорами, установленными на приводном валу, причем на приводном валу также установлены при помощи подшипников скольжения кулисы с закрепленными в их верхних частях ножевыми головками и приводом, при этом кулисы выполнены с возможностью регулировки расстояния между ножевыми головками регулировочными винтами с лимбом и соединены телескопической тягой с установочным винтом подвода ножевых головок для начала обработки клепки, а диски выполнены разъемными и сменными, с различным количеством и формой пазов.
Предлагаемый дисковый клепкофуговальный станок иллюстрируется чертежами.
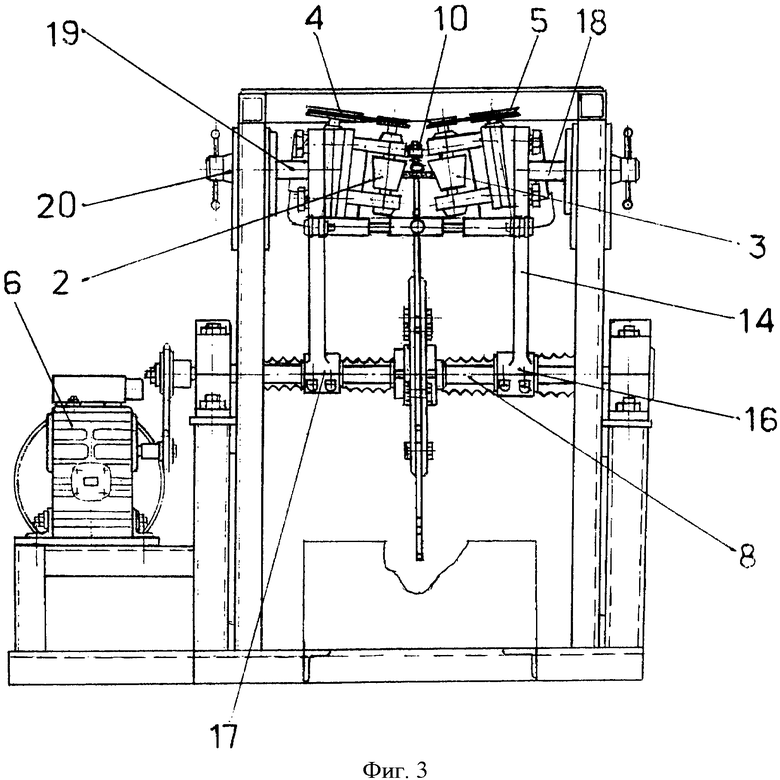
На фиг.1 представлен общий вид дискового клепкофуговального станка.
На фиг.2 - продольный разрез.
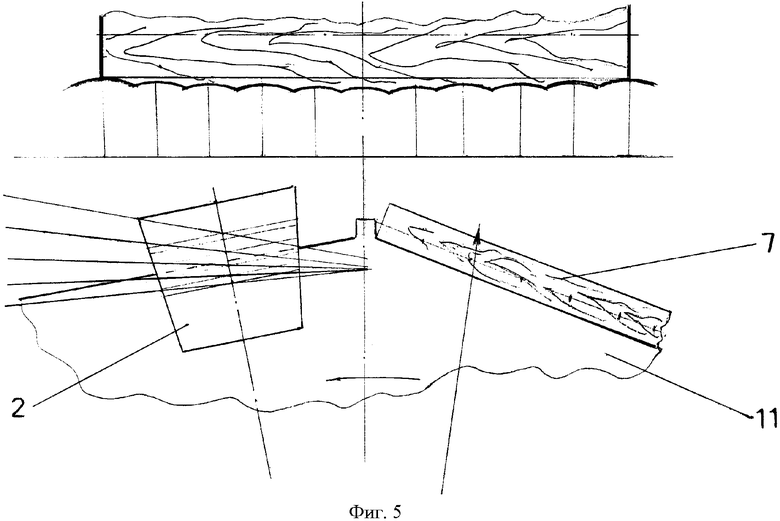
На фиг.3 - поперечный разрез.
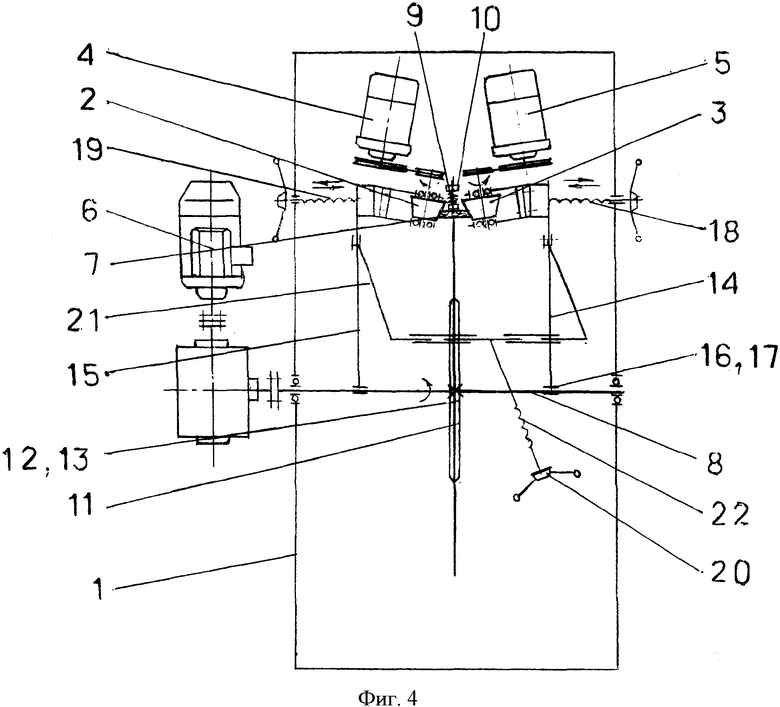
На фиг.4 - кинематическая схема дискового клепкофуговального станка.
На фиг.5 - графическое изображение получения пука.
Дисковый клепкофуговальный станок состоит из следующих узлов и деталей: станины 1, ножевых головок 2 и 3, приводов ножевых головок 4 и 5, привода 6 подачи клепок 7 с приводным валом 8, направляющих 9 и прижима 10 клепки, снабжен диском 11 подачи клепки 7 с пазами 12 и упорами 13, двумя кулисами 14 и 15, с подшипниками скольжения 16 и 17 и регулировочными винтами 18 и 19 с лимбом 20, кулисы 14 и 15 соединены телескопической тягой 21 с установочным винтом 22.
Станок работает следующим образом.
Обрабатываемые дощечки размещены в магазине 23 загрузки станка. Кнопками 24 включают приводы ножевых головок 4 и 5 и привод 6 подачи клепок 7 с приводным валом 8 диска 11. При вращении диска 11 клепки 7 подающим устройством 25 устанавливаются в пазы 12 и упорами 13 перемещаются к ножевым головкам 4 и 5 для обработки кромок. Клепка при обработке на диске 11 удерживается в направляющих 9 и прижимом 10 клепки 7. Ширина клепки при обработке устанавливается регулировочными винтами 18 и 19 путем перемещения кулис 14 и 15 вдоль оси приводного вала 8.
С помощью телескопической тяги 21 и установочного винта 22 доводим кулисы 14 и 15 с ножевыми головками 4 и 5 к моменту обработки кромки. Обработанная клепка падает в приемный контейнер 26.
Пазы на диске в начале и конце имеют одинаковый радиус вращения, а посередине - меньшего размера. При обработке конусными ножевыми головками клепка в средней части обрабатывается меньшим диаметром фрезы, образуя пук без каких-либо дополнительных устройств.
Технологический цикл обработки кромок клепки завершен.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| Клепкофуговальный станок | 1984 |
|
SU1167007A1 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТРОГАЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК | 2001 |
|
RU2201336C2 |
| Клепкофуговальный станок | 1986 |
|
SU1331641A1 |
| УСТРОЙСТВО для УСТАНОВКИ РЕЖУЩИХ головок | 1973 |
|
SU408783A1 |
| УСТРОЙСТВО для УСТАНОВКИ РЕЖУЩИХ головок | 1971 |
|
SU292770A1 |
| Станок для двусторонней фуговки клепок | 1973 |
|
SU471199A1 |
| Ручной переносный станок для нарезки утора и обрезки торцов клепок остова бочки | 1957 |
|
SU108001A1 |

Изобретение относится к деревообработке и предназначено, в частности, для двусторонней фуговки кромок клепки малолитражных остовов бочек. Станок содержит станину, две ножевые головки с приводами, устройство подачи клепок и привод подачи клепок с приводным валом. Устройство подачи клепок выполнено в виде диска с пазами и упорами, установленного на приводном валу. На приводном валу также установлены при помощи подшипников скольжения кулисы с закрепленными в их верхних частях ножевыми головками с приводом. Кулисы выполнены с возможностью регулировки расстояния между ножевыми головками регулировочными винтами с лимбом, причем кулисы соединены телескопической тягой с установочным винтом подвода ножевых головок для начала обработки клепки. Изобретение снижает материалоемкость станка и повышает качество обработки клепки, а также увеличивает производительность станка. 1 з.п. ф-лы, 5 ил.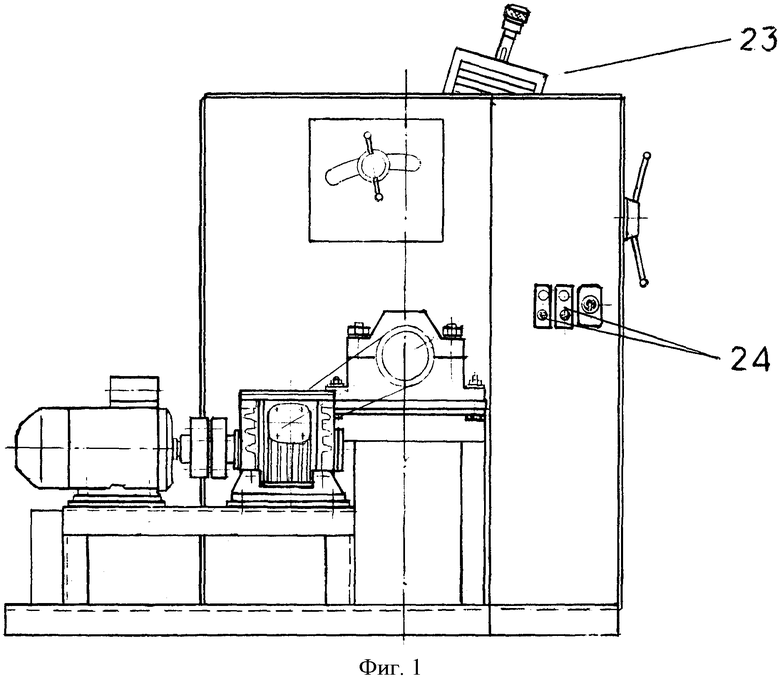
| Клепкофуговальный станок | 1986 |
|
SU1331641A1 |
| УСТРОЙСТВО для УСТАНОВКИ РЕЖУЩИХ головок | 0 |
|
SU292770A1 |
| Клепкофуговальный станок | 1984 |
|
SU1167007A1 |
| Устройство для установки режущих головок на клепкофуговальном станке | 1984 |
|
SU1206089A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО ФРУКТОВО-ОВОЩНОГО МАРМЕЛАДА, ОБОГАЩЕННОГО БИОЛОГИЧЕСКИ АКТИВНЫМИ ВЕЩЕСТВАМИ ЛЕВЗЕИ САФЛОРОВИДНОЙ И ЧАГИ | 2020 |
|
RU2747629C1 |
| Способ автоматического регулирования промежутка в дуговых вакуумных электропечах | 1960 |
|
SU135986A1 |

